Управлениежизненным циклом изделий является системной, комплексной задачей, для которой необходимо установить взаимосвязь между тремя основными элементами: исходными свойствами и состоянием материалов, условиями эксплуатации и ресурсом, для того чтобы, задавшись (или управляя) двумя из этих элементов, можно было обоснованно регламентировать (или воздействовать на) третий. С точки зрения практической ценности можно выделить прямую и обратную постановку задачи управления ЖЦИ. Первая состоит в прогнозировании ресурса материалов по имеющимся данным об исходных и текущих свойствах объекта и условиях его эксплуатации. Вторая – в выборе и нормировании свойств материалов для обеспечения их требуемого ресурса в заданных условиях эксплуатации. Центральным звеном системы управления ЖЦИ должны стать физически обоснованные многофакторные расчетные модели; в качестве таковой может быть использована, например, энергетическая модель повреждаемости и разрушения поверхностных слоёв при эксплуатации.
Система управления ЖЦИ имеет много общего с системой качества, внедренной на множестве современных предприятий согласно требованиям стандартов серии ИСО 9000. Однако их главное различие состоит в том, что система качества направлена на реализацию полного соответствия технологии изготовления изделий действующим нормативным документам с целью поддержания гарантированного уровня качества изделий, в то время как система управления ЖЦИ направлена на постоянное улучшение их технических характеристик, что приближает ее к известной системе управления качеством TQM (англ. Total Quality Management, TQM — общеорганизационный метод непрерывного повышения качества всех организационных процессов). Главная особенность системы управления ЖЦИ состоит в том, что единственным критерием в ней является технический ресурс изделия, на основе которого производится управление его сроком службы с целью обеспечения эксплуатационной надежности. И все данные о свойствах материалов, применяемые модели, программное обеспечение и т.д. направлены на оценку, обеспечение и повышение ресурса изделия.
Современные системы управления ЖЦИ можно классифицировать по ряду признаков.
Виды систем управления ЖЦИ по способу управления. По способу управления системы управления ЖЦИ можно разделить на активные и пассивные. В активных системах управления ресурсом предполагается на всех этапах предпринимать меры по целенаправленному воздействию на свойства материала и условия его функционирования, а также по оптимизации технологических процессов на этапе изготовления объекта. Так, активная система управления сроком службы технических систем на этапе эксплуатации требует их постоянного совершенствования (модернизации, ремонта), что наряду с заложенным при конструировании и изготовлении избыточным запасом прочности дает основание для многократного продления их службы на дополнительный срок. В ряде случаев при эксплуатации ответственных, и особенно опасных объектов условия их изготовления и использования строго регламентированы, что делает затруднительным применение активных систем управления; тогда единственным средством управления сроком службы являются пассивные системы.
В пассивных системах управления ЖЦИ предполагается лишь наблюдение за естественным изменением свойств (контроль старения) материала и контроль за исчерпанием заложенного при изготовлении объекта запаса прочности с тем, чтобы на основе имеющихся критериев дать заключение о возможности дальнейшего безопасного использования объекта или о необходимости вывода его из эксплуатации. Еще одно назначение пассивных систем – сбор информации и формирование базы данных об условиях функционирования объекта, о кинетике и механизмах его повреждаемости и разрушения, о режимах технологической обработки, о долговечности объекта и т. д. Данные сведения необходимы для анализа адекватности применяемых расчетных моделей, оценки параметров надежности, т.е. для реализации «обратной связи» в системе управления ЖЦИ. Пассивная система управления ЖЦИ также предполагает установление даты окончания работы технических систем (предотвращающей досрочный вывод из эксплуатации) и обеспечение последних лет службы на основе диагностики технических систем.
Активные и пассивные системы глубоко взаимосвязаны и могут использоваться совместно в рамках решения как прямых, так и обратных задач управления. Такое комбинированное управление жизненным циклом изделий представляется наиболее эффективным.
Виды систем управления ЖЦИ по этапу реализации. Управление ресурсом возможно на всех этапах жизненного цикла изделия.
Конструкторские. На стадии конструированияв материал необходимо заложить запас прочности, достаточный для заданного срока службы изделия. Для этого необходимы научно обоснованные методы регламентирования механических свойств изделий, выбора смазочных материалов. Регламентируются допуски, параметры микрогеометрии. При конструировании также предусматриваются средства снижения динамических напряжений, охлаждения материала, устраняются участки концентрации напряжений. При этом в последнее время все чаще используют средства компьютерного конечно-элементного моделирования.
Производственные. На этапе производствапроисходит технологическое обеспечение заданного ресурса. Основное внимание при этом уделяется упрочняющим технологиям и сборке. Важным этапом производства является контроль качества изделий. Здесь в последнее время на лидирующие позиции выходит применение ускоренных методов испытаний, но для этого необходимо строгое обоснование режимов форсированных испытаний, что представляет собой весьма непростую задачу, которая в настоящее время решается поиском эмпирической корреляции между результатами обычных и ускоренных испытаний.
Эксплуатационные. На стадии эксплуатациипроисходит рациональная реализация заложенного в изделие ресурса. При нормировании показателей надежности, как правило, пользуются принципом избыточности, вследствие чего после выработки назначенного срока службы у изделий часто остается запас прочности, но величина его случайна и требует при эксплуатации дополнительной оценки. Это требует корректных методов диагностики и прогнозирования остаточного ресурса, основанных на адекватных критериях прочности. Аналогичная ситуация возникает, когда в эксплуатацию вводятся детали, имевшие ранее наработку, для которых нужно оценить выработанный ресурс. Диагностика состояния материалов необходима перед ремонтом (восстановлением) изношенных деталей.
Виды систем управления ЖЦИ по характеру решаемой задачи. Система управления ЖЦИ характеризуется наличием прямых и обратных связей между воздействием на материал и его ресурсом. Эти связи являются, по сути, причинно-следственными, их анализ производится на основе экспериментального исследования объектов и их моделей. Если принять направление решения задачи от совокупности причин и условий к следствию как прямое, то противоположный анализ будет, соответственно, являться обратным. Таким образом, в прямой постановке задачи система управления ЖЦИ воздействует на ресурс за счет управления свойствами самого объекта, в обратной – за счет управления условиями его изготовления и эксплуатации. В первом случае исходными данными для управления жизненным циклом являются фактическое состояние, свойства материала и условия работы. Во втором – на основе заданного (или известного) ресурса и выявленных при испытаниях или эксплуатации данных о механизмах и кинетике повреждаемости материалов корректируются их свойства, обеспечиваются щадящие условия работы. При решении обратной задачи, например, для повышения ресурса узлов трения создают условия для снижения энергии разрушающих механических, термических и химических воздействий, что реализуется соответственно применением демпферов, охладителей, ингибиторов коррозии и т.д. Кроме того, путем сбора и сопоставления расчетных и экспериментальных данных проверяется прогностическая способность применяемой для управления ресурсом совокупности математических, расчетных, конечно-элементных и других моделей объекта, что необходимо для совершенствования самой системы управления ЖЦИ. С точки зрения теории надежности, решение прямых задач связано с применением физики отказов, использующей физические и математические модели объекта. Решение же обратных задач, как правило, выполняется по статистическим моделям отказов.
Виды систем управления ЖЦИ по цели управления. Можно выделить две основные цели управления ресурсными характеристиками материала: первая и основная цель заключается во всемерном повышении безотказного срока службы изделия, т.е. в повышении долговечности материалов в существующих условиях функционирования; вторая – в тарированном понижении долговечности, что актуально, например, при разработке методик ускоренных испытаний. В первом случае имеет место ресурсоповышающая система, во втором – ресурсосберегающая. Наименование последней обусловлено тем, что повышение ресурса достигается за счет дополнительных материальных, энергетических и временных затрат на повышение прочности материала. Причем с повышением показателей качества отношение приращения долговечности объекта к приращению затрат на обеспечение его надежности нелинейно возрастает. Поэтому, как известно, показатели надежности нормируются, например, по критерию минимальной стоимости жизненного цикла изделия. Одним из эффективных способов снижения затрат на изготовление сложных объектов является выравнивание разрыва между долговечностями (для восстанавливаемых изделий – средней наработки на отказ) самого «слабого» и самого надежного элементов в системе. Таким образом, по отношению к первым элементам целесообразно применение ресурсоповышающего воздействия, а по отношению ко вторым – ресурсосберегающего.
PLM-системы.
Конечная цель любого предприятия – прибыль, эффективность бизнеса. Одной из характерных черт современного промышленного производства являются жесткие требования к конкурентоспособности продукции. Что, в свою очередь, требует и быстрых темпов разработки и запуска продукции в производство и налагает высокие требования на качество продукта, его соответствие рынку. Инженерным языком говоря, производство работает в меньших допусках относительно того, как это было двадцать-тридцать и даже десять лет назад. Это стало возможным во многом благодаря широкому внедрению сначала САПР, затем организации обмена данными между проектными и производственными системами и на современном этапе созданию систем, полностью описывающих жизненный цикл изделия от концепции до описания технологических процессов его изготовления и эксплуатации.
Тем не менее время поджимает, если предприятие намерено успешно конкурировать на современном по сути интернациональном рынке, стоит задуматься об использовании современных средств создания продуктов. Примеры таких успешных подходов уже есть. Конечно, работы по освоению новых технологий предстоит немало, но дорогу осилит идущий, а опыт тех, кто уже прошел этот путь, говорит, что эффект, в первую очередь экономический, в конечном итоге значителен. Так, например, по оценкам специалистов Красноярского комбайнового завода за счет использования PLM сроки создания новой модели и запуска ее в производство сократились с 6-7 лет до 3-х. Конструкторам ОАО "Гражданские Самолеты Сухого" использование PLM обеспечило оперативную коллективную работу с многочисленными смежниками, в том числе и зарубежными поставщиками оборудования и комплектующих.
Системы PLM появились примерно два десятилетия назад, но вскоре возникла необходимость отделить автоматизацию процессов проектирования и подготовки производства (CAD/CAM) от управления информацией, сопровождающей изделия. Тогда появилось самостоятельное от CAD/CAM направление Product Data Management (PDM), т. е. управление данными об изделиях; в основном оно связано с документооборотом конструкторской и технологической документации. Авиационные конструктора как-то сказали: «Документацией на современный истребитель можно загрузить целиком большой транспортный самолет». Из этого примера видно, насколько актуально было создание PLM.
Выделяют три основных этапа эволюции платформ управления жизненным циклом изделия за последнее время. На каждом этапе появлялся новый блок возможностей PLM, не отменяя при этом функции, сложившиеся на предыдущем этапе.
2000—2005 годы. Управление данными об изделии с поддержкой совместной работы:
- централизация инженерных данных;
- единое представление структуры продукта;
- визуализация и цифровая сборка;
- управление изменениями в инженерных данных;
- обеспечение безопасности и прав доступа.
2005—2010 годы. Расширенные возможности управления жизненным циклом изделия:
- управление проектами и портфелями;
- управление требованиями;
- обеспечение качества и соответствия регулятивным нормам;
- интеграция этапов поставки материалов, производства и постпродажного обслуживания;
- кроссфункциональные потоки работ.
2010 год и далее. Социальная разработка продуктов:
- усовершенствования совместной работы в распределенных командах;
- новые идеи, решения проблем и обратная связь от внешних сообществ;
- интеграция новых сервисов в традиционные продуктовые предложения.
Основным отличием на современном этапе стало использование веб-ориентировной платформы, как единой базы для комплекса решений, основанных на связных продуктах.
Управление данными в информационном пространстве, едином для различных автоматизированных систем, возлагается на систему управления жизненным циклом продукции, реализующую технологии PLM (Product Lifecycle Management). Под PLM понимают процесс управления информацией об изделии на протяжении всего его жизненного цикла, т.е. технологии PLM объединяют методики и средства информационной поддержки изделий на протяжении всех этапов жизненного цикла изделий. PLM-система - это организационно-техническая система, обеспечивающая управление всей информацией об изделии и связанных с ним процессах на протяжении всего его жизненного цикла, начиная с проектирования и производства до снятия с эксплуатации. Понятие PLM-система трактуется двояко: либо как интегрированная совокупность автоматизированных систем CAE/CAD/CAM/PDM и ERP/CRM/SCM, либо как совокупность только средств информационной поддержки изделия и интегрирования автоматизированных систем предприятия, что практически совпадает с определением понятия CALS. Характерная особенность PLM — возможность поддержки взаимодействия различных автоматизированных систем многих предприятий, т.е. технологии PLM являются основой, интегрирующей информационное пространство, в котором функционируют САПР (системы автоматизированного проектирования), ERP (система планирования производственных ресурсов), PDM (система управления данными об изделии), SCM (система управления цепочками поставок), CRM (система взаимодействия с клиентами) и другие автоматизированные системы многих предприятий (см. рис.).
В состав PLM для отраслей машиностроения обычно включают программы систем CAD, CAM, CAE, PDM, ERP и средства системной интеграции.
Информация об объекте, содержащаяся в PLM-системе является цифровым макетом этого объекта. Цифровой макет — совокупность электронных документов, описывающих изделие, его создание и обслуживание. Содержит электронные чертежи и/или трёхмерные модели изделия и его компонент, чертежи и/или модели необходимой оснастки для изготовления компонент изделия, различную атрибутивную информацию по компонентам (номенклатура, веса, длины, особые параметры), технические требования, директивные документы, техническую, эксплуатационную и иную документацию. Роль цифрового прототипа во многих отраслях, таких как сложное машиностроение, особенно авто- судо- авиастроении – просто неоценима и безусловна.
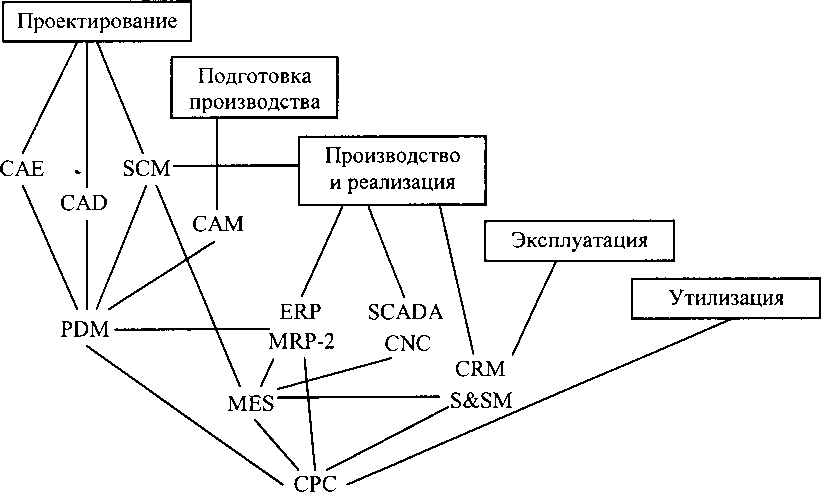
Рисунок 1. Этапы ЖЦ промышленных изделий и используемые АС
В фундаменте PLM лежат три краеугольных камня:
- цифровая модель-прототип изделия (не путать изделие с продуктом!);
- модели процессов, связанных с его жизненным циклом – производством, эксплуатацией, обслуживанием, ремонтом и, наконец, утилизацией;
- модели ресурсов, вовлеченных в жизненный цикл продукта.
Все эти три компоненты, объединенные связующим – единой системой документооборота (PDM) и образуют систему PLM, обеспечивающую возможность оптимизации продукта с учётом всех ипостасей его жизненного цикла и, тем самым, добиваться максимального качества при адекватной стоимости.
Основными компонентами PLM-системы на предприятии являются:
- PDM-система (Product Data Management, PDM) — система управления данными об изделии, является основой PLM, предназначена для хранения и управления данными;
- CAD-система (Computer Aided Design, CAD) — проектирование изделий;
- CAE-система (Computer Aided Engineering, CAE) — инженерные расчеты;
- CAPP-система (Computer Aided Production Planning, CAPP) — разработка техпроцессов;
- CAM-система (Computer Aided Manufacturing, CAM) — разработка управляющих программ для станков с ЧПУ;
- MPM-система (Manufacturing Process Management, MPM) — моделирование и анализ производства изделия.
Таким образом на данный момент PLM – это современная бизнес-стратегия, применяемая ведущими производственными предприятиями для сокращения времени вывода на рынок новых продуктов за счет использования передовых средств разработки изделий (CAD/CAE) и подготовки производства (CAM/CAPP/MPM), уменьшения стоимости разработки за счет повторного использования инженерных данных и организации совместной работы распределенных коллективов (PDM).

Рисунок 2.
Автоматизированное планирование технологических процессов CAPP - планирование процессов с помощью компьютера (англ. Computer-Aided Process Planning) — термин, используемый для обозначения программных инструментов, применяемых на стыке систем автоматизированного проектирования (CAD) и производства (CAM). Задача CAPP-системы — по заданной CAD-модели изделия составить план его производства, называемый операционной или маршрутной, картой. Данный план содержит указания о последовательности технологических и сборочных операций, используемых станках и инструментах и проч. Различают два подхода к автоматизированной технологической подготовке — модифицированный (вариантный) и генеративный. При модифицированном подходе задача системы CAPP состоит в поиске наиболее похожего изделия в существующей базе данных и предъявлению его операционной карты для модификации. При модифицированном подходе широко применяется групповая технология, позволяющая проводить классификации деталей в семейства похожих. Генеративный подход состоит в распознавании у детали типовых конструктивных элементов и применении к ним типовых техпроцессов (токарная обработка, сверление и проч.) При генеративном подходе используются известные методы искусственного интеллекта для распознавания элементов и логического вывода.
Управление производственными процессами (англ. Manufacturing Process Management, MPM) — обобщенное название набора технологий, методов и программ, используемых при производстве изделий. MPM является ключевым элементом концепции управления жизненным циклом изделий (PLM), являясь связующим звеном между системами автоматизированного проектирования (CAD) и системами планирования ресурсов предприятия (ERP). Планирование производственных цехов, технологических процессов (CAPP, программирование станков с ЧПУ являются компонентами MPM. Система MPM тесно взаимодействует с системами управления данными об изделии (PDM), планирования ресурсов предприятия (ERP), исполнения производства (MES) и оптимизированного производственного планирования (APS).
Таким образом под PLM-системой понимают не один суперпродукт, а совокупность программных продуктов (в том числе от разных поставщиков, хотя некоторые производители стараются закрыть всю линейку).
Преимущества PLM-систем:
- ускорение выпуска новых продуктов;
- усиление контроля за качеством;
- сокращение издержек путем замены физических макетов виртуальными;
- экономия за счет многократного использования проектных данных;
- расширение возможностей оптимизации изделий;
- экономия благодаря сокращению отходов производства;
- снижение затрат с помощью полной интеграции инженерного документооборота;
- сопровождение интеллектуальной собственности предприятия;
- обеспечение данными АСУП/ERP-систем;
- соответствие требованиям ISO 9000.
Именно эти достоинства и объясняют популярность PLM. Например, автомобильная или авиационная компания может ускорить выпуск новых моделей, проектировщики - сократить и усовершенствовать цикл разработки, поставщики - многократно использовать уже созданные проекты, отделы технического обслуживания - быстро найти информацию об изделии, а руководители - получить полное представление о результатах всего производственного процесса на основе сведений от различных технологических участков, центров гарантийного обслуживания заказчиков. Все это сулит огромную экономию. Так, по оценке аналитической компании Daratech (www.daratech.com), крупные автомобилестроительные концерны могли бы сэкономить от 50 до 100 млн. долл. при разработке каждого нового автомобиля, если бы организовали обмен чертежами и моделями между разными САПР.
Но... PLM-система проектируется под конкретное предприятие. Это некая совокупность технологий и методов интеграции уже функционирующих корпоративных систем (САПР, ERP, CRM и т. д.) с системами коллективной работы над созданием законченной среды, позволяющей полностью управлять процессами проектирования, тестирования, производства, обслуживания, списывания и утилизации продуктов. Термин PLM охватывает многие составляющие. Аналитики из CIMdata перечислили основные из них: базовые стандарты и технологии (XML, средства визуализации, совместной работы и интеграции приложений); инструменты подготовки инженерной информации (CAD, CAE, CAM и пр.); вспомогательные программы (хранение данных, управления информацией, документооборот); функциональные приложения (для управления конфигурациями, версиями) и корпоративные системы (ERP, CRM, SCM и т. д.). Объединяя все эти компоненты, PLM позволяет создать своего рода связующее ПО (middleware), интегрирующее все информационные системы предприятия и поддерживающее коллективную работу над проектами для предприятия.
Лидеры мирового рынка
| Компания
| PLM-продукты
| Описание
|
| САПР и PDM-систем
|
| | Unigraphics NX
| Набор CAD, CAM и CAE высшего класса (тяжелые САПР)
|
| EDS
| Solid Edge
| Система твердотельного моделирования среднего класса
|
| | Teamсenter
| Набор средств управления инженерными данными и проектами визуализации и коллективной работы
|
| | E-factory
| Набор средств автоматизированного производства
|
| IBM / Dassault Systemes
| CATIA
| Интегрированный набор CAD, CAM и CAE высшего класса (тяжелые САПР)
|
| | ENOVIA
| Комплект решений для управления совместной, распределенной моделью электронных продуктов, процессов и ресурсов
|
| | SmarTeam
| Набор средств для управления инженерными данными и коллективной работы
|
| | SolidWorks
| Система твердотельного моделирования среднего класса
|
| | DB2
| СУБД
|
| | Lotus
| Система коллективной работы
|
| PTC
| Pro/Engineer
| Интегрированный набор CAD, CAM и CAE высшего класса
|
| | Windchill
| Набор средств для управления инженерными данными, коллективной работы и взаимодействия с поставщиками
|
| MatrixONE
| ValueChain Portfolio
| Набор средств для управления инженерными данными и проектами, коллективной работы, документооборота и взаимодействия с поставщиками
|
| ERP-системы
|
| Baa
| iBaan PDM
| Система обмена данными о продуктах
|
| | iBaan PartnerNert
| Система обмена данными о продуктах с поставщиками
|
| | iBaan Product Packager
| Средство передачи данных в разных форматах
|
| | iBaan Lifecycle Analyser
| Программа для анализа изменений продуктов
|
| SAP
| mySAP PLM
| Сквозное решение для коллективной работы всех участников процесса разработки, производства, обслуживания, проверки качества и ремонта продукта
|
CALS-технология
Технологии комплексной компьютеризации сфер промышленного производства, цель которых - унификация и стандартизация спецификаций промышленной продукции на всех этапах её жизненного цикла, называют CALS-технологиями. Основные спецификации представлены проектной, технологической, производственной, маркетинговой, эксплуатационной документацией. В CALS-системах предусмотрены хранение, обработка и передача информации в компьютерных средах, оперативный доступ к данным в нужное время и в нужном месте.
CALS - Computer Aided Logistic Support - компьютерная поддержка процесса поставок или Continuous Acquisition and Life Cycle Support - непрерывные поставки и информационная поддержка жизненного цикла продукции. Первая часть - Continuous Acqusition (непрерывные поставки) означает непрерывность информационного взаимодействия с заказчиком в ходе формирования заказа, процесса поставки и т.д. Вторая часть - Life Cycle Support (поддержка жизненного цикла изделия) - означает системность подхода к информационной поддержке всех процессов жизненного цикла изделия, в том числе, процессов эксплуатации, обслуживания, ремонта и утилизации и т.д. Русскоязычное наименование этой концепции и стратегии - ИПИ (Информационная Поддержка жизненного цикла Изделий) или КСПИ (компьютерное сопровождение и поддержка изделий).
Задачей CALS является преобразование ЖЦ изделия в высокоавтоматизированный процесс путем информатизации и реструктуризации (реинжиниринга[2]) входящих в него бизнес-процессов. Средством достижения этой задачи является применение современных информационных и телекоммуникационных технологий (ИКТ). CALS символизирует две основные идеи, реализующие задачу CALS. Первая часть термина «CALS» (Continuous Acquisition) означает постоянное повышение эффективности (развитие) как самого изделия, так и процессов взаимодействия между поставщиком и потребителем изделия в течение его ЖЦ. Вторая часть термина «CALS» (Life cycle Support) обозначает путь такого развития: внедрение новых информационных и организационных технологий разработки изделия, например, параллельного проектирования или междисциплинарных рабочих групп. Это приводит к увеличению инвестиций на этапах создания и модернизации изделия, позволяет более полно учесть потребности заказчика и условия эксплуатации, что, в свою очередь, ведет за собой снижение затрат на этапах эксплуатации и обслуживания изделия и, в конечном итоге, сокращение затрат на весь ЖЦ изделия.
Применение CALS-технологий позволяет существенно сократить объёмы проектных работ, так как описания многих составных частей оборудования, машин и систем, проектировавшихся ранее, хранятся в унифицированных форматах данных сетевых серверов, доступных’ любому пользователю технологий CALS. Существенно облегчается решение проблем ремонтопригодности, интеграции продукции в различного рода системы и среды, адаптации к меняющимся условиям эксплуатации, специализации проектных организаций и т.п.
CALS-технологии подразумевают использование различных CAD/ CAM/CAE/PDM-систем. Отдельные модули этих систем в рамках одного предприятия позволяют осуществлять управление проектом (PDM-системы), инженерные расчёты, анализ, моделирование и оптимизацию проектных решений (CAE-системы), двух- и трёхмерное проектирование деталей и сборочных единиц (CAD-системы), разработку технологических процессов, синтез управляющих программ для технологического оборудования с ЧПУ, моделирование процессов обработки, в том числе построение траекторий относительного движения инструмента и заготовки в процессе обработки, расчёт норм времени обработки (САМ-системы).
Внедрение CALS-технологии - сложная, многоплановая и комплексная проблема, в которой одно из ключевых мест принадлежит стандартизации. Нормативная база в области CALS-технологий должна, в частности, обеспечивать:
· регламентацию непрерывной компьютеризированной поддержки жизненного цикла создания и экспорта сложной наукоёмкой продукции с учётом требований международных и зарубежных стандартов;
· формирование стандартизованного комплекса технологий работы с данными, включая данные о самом продукте, процессах его создания и среде;
· создание, внедрение и эксплуатацию типовых программно-аппаратных средств;
· интеграцию информационных систем различных уровней и видов, систем САПР и АСУП на основе применения технологии открытых систем и методов функциональной стандартизации.
В России работы по внедрению и стандартизации CALS-технологий находятся на начальном этапе.
Ядро ИПИ[3] (CALS) - технологий составляет интегрированная информационная среда (ИИС). ИИС представляет собой хранилище данных, существующее в сетевой компьютерной системе, охватывающей все службы и подразделения предприятия, связанные с процессами жизненного цикла (ЖЦ) изделий. В ИИС действует единая система правил представления, хранения и обмена информацией. В соответствии с этими правилами в ИИС протекают информационные процессы, сопровождающие и поддерживающие ЖЦ изделия на всех его этапах.
Как минимум, ИИС должна включать в свой состав две базы данных: общую базу данных об изделии (изделиях) (ОБДИ) и общую базу данных о предприятии (ОБДП).
С ОБДИ связаны все процессы на всех стадиях ЖЦ. ОБДИ обеспечивает информационное обслуживание и поддержку деятельности:
· заказчиков (владельцев) изделия;
· разработчиков (конструкторов), технологов, управленческого и производственного персонала предприятия - изготовителя;
· эксплуатационного и ремонтного персонала заказчика и специализированных служб.
ОБДП[4] имеет информационные связи с процессами технологической и организационно - экономической подготовки производства и собственно производством (включая процессы отгрузки и транспортировки готовой продукции). При реализации процессов, охватывающих ЖЦ продукции, в качестве исходных данных используется информация, содержащаяся в ИИС, а информационные объекты (ИО), порождаемые в ходе процессов, возвращаются в ИИС для хранения и последующего использования в других процессах. Каждый ИО обладает набором характеристик, описывающих свойства реального физического объекта. Каждый ИО идентифицируется уникальным кодом и может быть извлечён из ОБД для выполнения действий с ним. Кроме ИО, относящихся (прямо или косвенно) к изделиям, в ИИСсодержится информация о предприятии: о производственной управленческой структуре, о технологическом и вспомогательном оборудовании, о персонале, финансах и т.д. Вся совокупность этих данных образует ОБДП, которая, в свою очередь, состоит из нескольких разделов, например, «Экономика и финансы», «Внешние связи предприятия», «Производство и технология», «Система качества» и др. При необходимости из ИИС могут быть извлечены разнообразные документы, необходимые для функционирования предприятия.
Основные аспекты, определяющие эффективность применения CALS-технологий:
· компьютерная автоматизация, позволяющая повысить производительность основных процессов и операций создания информации;
· информационная интеграция процессов, обеспечивающая совместное и многократное использование одних и тех же данных. Интеграция достигается минимизацией числа и сложности вспомогательных процессов и операций, связанных с поиском, преобразованием ипередачей информации. Одним из инструментов интеграции является стандартизация способов и технологий представления данных с тем чтобы результаты предшествующего процесса могли быть использованы для последующих процессов с минимальными преобразованиями;
· переход к безбумажной организации процессов и применение новых моделей их организации.
Из этих аспектов можно выделить конкретные факторы, непосредственно влияющие на экономические показатели производства, применяющего CALS-технологии:
· сокращение затрат и трудоёмкости процессов технической подготовки и освоения производства новых изделий;
· сокращение календарных сроков вывода новых конкурентоспособных изделий на рынок;
· сокращение доли брака и затрат, связанных с внесением изменений в конструкцию;
· увеличение объёмов продаж изделий, снабжённых электронной технической документацией (в частности, эксплуатационной), в соответствии с требованиями международных стандартов;
· сокращение затрат на эксплуатацию, обслуживание и ремонты изделий, которые для сложной наукоёмкой продукции подчас равны или превышают затраты на её закупку.
Всю деятельность, связанную с CALS-технологиями, можно разделить на четыре сферы.
· внедрение CALS-технологий на предприятиях;
· использование CALS-технологий при разработке и производстве продукции;
· разработка программных средств, реализующих CALS-технологии;
· управление качеством продукции на основе CALS-технологий.
Разработка программных средств, реализующих CALS-технологии, предполагает создание специализированного программного обеспечения (ПО), реализующего концепцию представления всей информации об изделии в электронном виде. Сюда относятся все программные продукты, используемые при разработке, производстве и эксплуатации продукции: САПР различного уровня, системы управления данными об изделии (PDM-системы), программы инженерных расчётов, системы подготовки эксплуатационной документации и т.д.
CALS-технологии могут применяться в промышленности только при выполнении следующих необходимых условий:
· наличия современных вычислительных средств и современной сетевой инфраструктуры (передачи данных);
· придания легитимного статуса электронной проектной, производственной, технологической, эксплуатационной и иной технической документации;
· реорганизации традиционных процессов проектирования, производства, сбыта, эксплуатации, утилизации изделий с целью их адаптации к условиям полной информатизации и безбумажных технологий;
· создании системы стандартов, дополняющих и замещающих традиционные ЕСКД, ЕСТД, ЕСПД, с целью адаптации промышленности к функционированию в условиях современных ИТ, единого информационного пространства и информационной рабочей среды;
· наличия на рынке промышленных ИТ и ИС, соответствующих требованиям стандартов CALS.
Основой CALS-технологий являются автоматизированные информационные системы (АИС) - компьютерные системы автоматизации проведения научно-исследовательских и опытно-конструкторских работ, конструкторской и технологической подготовки производства.
В зависимости от организации информационных процессов,АИСделятся на два больших класса: (автоматизированные системы научных исследований (АСНИ), САПР, экспертные системы (ЭС) и др.). По целевому назначению АИСклассифицируются на:
· бухгалтерские (accounting information system - AIS);
· административные (management information system - MIS); осуществляют сбор и обработку всех данных, необходимых для планирования, обслуживания, проверки, оценки и управления деятельностью организации;
· информационные системы руководителей (ИСР, или executive information system - EIS) принимают данные из многих источников, объединяют и делают их доступными в удобном диалоговом формате;
· склады данных (data warehouses) - это база данных, хранящая всю информацию, касающуюся д






