

Состав сооружений: решетки и песколовки: Решетки – это первое устройство в схеме очистных сооружений. Они представляют...

Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
Состав сооружений: решетки и песколовки: Решетки – это первое устройство в схеме очистных сооружений. Они представляют...
Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
Топ:
Характеристика АТП и сварочно-жестяницкого участка: Транспорт в настоящее время является одной из важнейших отраслей народного...
Эволюция кровеносной системы позвоночных животных: Биологическая эволюция – необратимый процесс исторического развития живой природы...
Комплексной системы оценки состояния охраны труда на производственном объекте (КСОТ-П): Цели и задачи Комплексной системы оценки состояния охраны труда и определению факторов рисков по охране труда...
Интересное:
Наиболее распространенные виды рака: Раковая опухоль — это самостоятельное новообразование, которое может возникнуть и от повышенного давления...
Подходы к решению темы фильма: Существует три основных типа исторического фильма, имеющих между собой много общего...
Мероприятия для защиты от морозного пучения грунтов: Инженерная защита от морозного (криогенного) пучения грунтов необходима для легких малоэтажных зданий и других сооружений...
Дисциплины:
|
из
5.00
|
Заказать работу |
Содержание книги
Поиск на нашем сайте
|
|
|
|
Введение
Технология машиностроения — область технической науки, занимающаяся изучением связей и установлением закономерностей в процессе изготовления машин. Она призвана разработать теорию технологического обеспечения и повышения качества изделий машиностроения с наименьшей себестоимостью их выпуска
Компьютерные технологии в машиностроении – это новые интеллектуальные инструменты для обработки информации, которая формируется при проектировании и производстве изделий машиностроения и приборостроения. Они не только изменяют традиционные формы работы инженера, но и предъявляют более высокие требования к его профессиональной подготовке: пользователь должен уметь не только работать с различными проблемно-ориентированными системами автоматизированного проектирования, но и понимать методологию решаемых задач. Инженер-машиностроитель сегодня — это специалист широкого профиля с высочайшим уровнем профессиональной подготовки, знающий в совершенстве один или два иностранных языка и постоянно повышающий свою квалификацию путем освоения новых компьютерных технологий.
Практически не так давно — в начале 80-х годов прошлого века, персональные компьютеры начали свое победоносное шествие на рынке электронно-вычислительных машин. Но уже сегодня рабочее место инженера невозможно представить без ПК, оснащенного программными продуктами, позволяющими автоматизировать задачи управления предприятием, конструирования изделий, проектирования технологических процессов, управляющих программ для станков с ЧПУ и технологической оснастки. Разработаны также и системы управления дискретными производственными процессами. Возможность передачи информации (трехмерных параметрических моделей изделий, чертежей, технологических процессов, управляющих программ и др.) между автоматизированными рабочими местами позволила создать интегрированные программные комплексы, которые уже пришли или в ближайшее время придут на большинство машиностроительных предприятий.
Конструктивные решения, принимаемые при разработке изделия как будущего объекта производства, определяются с одной стороны содержанием технического задания на проектирование, а с другой – технологическими возможностями предприятия. В условиях многономенклатурного производства экономическая эффективность предприятий определяется, в основном, качеством технологического проектирования.
Каким же требованиям должны отвечать программные комплексы для автоматизации конструкторско-технологической подготовки производства? Во-первых, возможностью проектирования технологических процессов механической обработки на основе информации, формируемой при автоматизированном конструировании детали. Во-вторых, наличием обратных связей как на этапе отработки конструкции изделия на технологичность, так и непосредственно при проектировании технологических процессов[1].
Жизненный цикл изделия
PLM-системы.
Конечная цель любого предприятия – прибыль, эффективность бизнеса. Одной из характерных черт современного промышленного производства являются жесткие требования к конкурентоспособности продукции. Что, в свою очередь, требует и быстрых темпов разработки и запуска продукции в производство и налагает высокие требования на качество продукта, его соответствие рынку. Инженерным языком говоря, производство работает в меньших допусках относительно того, как это было двадцать-тридцать и даже десять лет назад. Это стало возможным во многом благодаря широкому внедрению сначала САПР, затем организации обмена данными между проектными и производственными системами и на современном этапе созданию систем, полностью описывающих жизненный цикл изделия от концепции до описания технологических процессов его изготовления и эксплуатации.
Тем не менее время поджимает, если предприятие намерено успешно конкурировать на современном по сути интернациональном рынке, стоит задуматься об использовании современных средств создания продуктов. Примеры таких успешных подходов уже есть. Конечно, работы по освоению новых технологий предстоит немало, но дорогу осилит идущий, а опыт тех, кто уже прошел этот путь, говорит, что эффект, в первую очередь экономический, в конечном итоге значителен. Так, например, по оценкам специалистов Красноярского комбайнового завода за счет использования PLM сроки создания новой модели и запуска ее в производство сократились с 6-7 лет до 3-х. Конструкторам ОАО "Гражданские Самолеты Сухого" использование PLM обеспечило оперативную коллективную работу с многочисленными смежниками, в том числе и зарубежными поставщиками оборудования и комплектующих.
Системы PLM появились примерно два десятилетия назад, но вскоре возникла необходимость отделить автоматизацию процессов проектирования и подготовки производства (CAD/CAM) от управления информацией, сопровождающей изделия. Тогда появилось самостоятельное от CAD/CAM направление Product Data Management (PDM), т. е. управление данными об изделиях; в основном оно связано с документооборотом конструкторской и технологической документации. Авиационные конструктора как-то сказали: «Документацией на современный истребитель можно загрузить целиком большой транспортный самолет». Из этого примера видно, насколько актуально было создание PLM.
Выделяют три основных этапа эволюции платформ управления жизненным циклом изделия за последнее время. На каждом этапе появлялся новый блок возможностей PLM, не отменяя при этом функции, сложившиеся на предыдущем этапе.
2000—2005 годы. Управление данными об изделии с поддержкой совместной работы:
2005—2010 годы. Расширенные возможности управления жизненным циклом изделия:
2010 год и далее. Социальная разработка продуктов:
Основным отличием на современном этапе стало использование веб-ориентировной платформы, как единой базы для комплекса решений, основанных на связных продуктах.
Управление данными в информационном пространстве, едином для различных автоматизированных систем, возлагается на систему управления жизненным циклом продукции, реализующую технологии PLM (Product Lifecycle Management). Под PLM понимают процесс управления информацией об изделии на протяжении всего его жизненного цикла, т.е. технологии PLM объединяют методики и средства информационной поддержки изделий на протяжении всех этапов жизненного цикла изделий. PLM-система - это организационно-техническая система, обеспечивающая управление всей информацией об изделии и связанных с ним процессах на протяжении всего его жизненного цикла, начиная с проектирования и производства до снятия с эксплуатации. Понятие PLM-система трактуется двояко: либо как интегрированная совокупность автоматизированных систем CAE/CAD/CAM/PDM и ERP/CRM/SCM, либо как совокупность только средств информационной поддержки изделия и интегрирования автоматизированных систем предприятия, что практически совпадает с определением понятия CALS. Характерная особенность PLM — возможность поддержки взаимодействия различных автоматизированных систем многих предприятий, т.е. технологии PLM являются основой, интегрирующей информационное пространство, в котором функционируют САПР (системы автоматизированного проектирования), ERP (система планирования производственных ресурсов), PDM (система управления данными об изделии), SCM (система управления цепочками поставок), CRM (система взаимодействия с клиентами) и другие автоматизированные системы многих предприятий (см. рис.).
В состав PLM для отраслей машиностроения обычно включают программы систем CAD, CAM, CAE, PDM, ERP и средства системной интеграции.
Информация об объекте, содержащаяся в PLM-системе является цифровым макетом этого объекта. Цифровой макет — совокупность электронных документов, описывающих изделие, его создание и обслуживание. Содержит электронные чертежи и/или трёхмерные модели изделия и его компонент, чертежи и/или модели необходимой оснастки для изготовления компонент изделия, различную атрибутивную информацию по компонентам (номенклатура, веса, длины, особые параметры), технические требования, директивные документы, техническую, эксплуатационную и иную документацию. Роль цифрового прототипа во многих отраслях, таких как сложное машиностроение, особенно авто- судо- авиастроении – просто неоценима и безусловна.
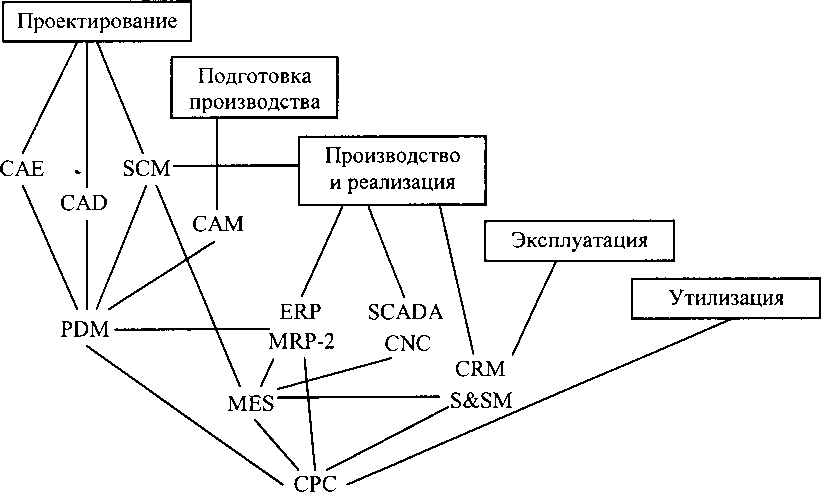
Рисунок 1. Этапы ЖЦ промышленных изделий и используемые АС
В фундаменте PLM лежат три краеугольных камня:
Все эти три компоненты, объединенные связующим – единой системой документооборота (PDM) и образуют систему PLM, обеспечивающую возможность оптимизации продукта с учётом всех ипостасей его жизненного цикла и, тем самым, добиваться максимального качества при адекватной стоимости.
Основными компонентами PLM-системы на предприятии являются:
Таким образом на данный момент PLM – это современная бизнес-стратегия, применяемая ведущими производственными предприятиями для сокращения времени вывода на рынок новых продуктов за счет использования передовых средств разработки изделий (CAD/CAE) и подготовки производства (CAM/CAPP/MPM), уменьшения стоимости разработки за счет повторного использования инженерных данных и организации совместной работы распределенных коллективов (PDM).

Рисунок 2.
Автоматизированное планирование технологических процессов CAPP - планирование процессов с помощью компьютера (англ. Computer-Aided Process Planning) — термин, используемый для обозначения программных инструментов, применяемых на стыке систем автоматизированного проектирования (CAD) и производства (CAM). Задача CAPP-системы — по заданной CAD-модели изделия составить план его производства, называемый операционной или маршрутной, картой. Данный план содержит указания о последовательности технологических и сборочных операций, используемых станках и инструментах и проч. Различают два подхода к автоматизированной технологической подготовке — модифицированный (вариантный) и генеративный. При модифицированном подходе задача системы CAPP состоит в поиске наиболее похожего изделия в существующей базе данных и предъявлению его операционной карты для модификации. При модифицированном подходе широко применяется групповая технология, позволяющая проводить классификации деталей в семейства похожих. Генеративный подход состоит в распознавании у детали типовых конструктивных элементов и применении к ним типовых техпроцессов (токарная обработка, сверление и проч.) При генеративном подходе используются известные методы искусственного интеллекта для распознавания элементов и логического вывода.
Управление производственными процессами (англ. Manufacturing Process Management, MPM) — обобщенное название набора технологий, методов и программ, используемых при производстве изделий. MPM является ключевым элементом концепции управления жизненным циклом изделий (PLM), являясь связующим звеном между системами автоматизированного проектирования (CAD) и системами планирования ресурсов предприятия (ERP). Планирование производственных цехов, технологических процессов (CAPP, программирование станков с ЧПУ являются компонентами MPM. Система MPM тесно взаимодействует с системами управления данными об изделии (PDM), планирования ресурсов предприятия (ERP), исполнения производства (MES) и оптимизированного производственного планирования (APS).
Таким образом под PLM-системой понимают не один суперпродукт, а совокупность программных продуктов (в том числе от разных поставщиков, хотя некоторые производители стараются закрыть всю линейку).
Преимущества PLM-систем:
Именно эти достоинства и объясняют популярность PLM. Например, автомобильная или авиационная компания может ускорить выпуск новых моделей, проектировщики - сократить и усовершенствовать цикл разработки, поставщики - многократно использовать уже созданные проекты, отделы технического обслуживания - быстро найти информацию об изделии, а руководители - получить полное представление о результатах всего производственного процесса на основе сведений от различных технологических участков, центров гарантийного обслуживания заказчиков. Все это сулит огромную экономию. Так, по оценке аналитической компании Daratech (www.daratech.com), крупные автомобилестроительные концерны могли бы сэкономить от 50 до 100 млн. долл. при разработке каждого нового автомобиля, если бы организовали обмен чертежами и моделями между разными САПР.
Но... PLM-система проектируется под конкретное предприятие. Это некая совокупность технологий и методов интеграции уже функционирующих корпоративных систем (САПР, ERP, CRM и т. д.) с системами коллективной работы над созданием законченной среды, позволяющей полностью управлять процессами проектирования, тестирования, производства, обслуживания, списывания и утилизации продуктов. Термин PLM охватывает многие составляющие. Аналитики из CIMdata перечислили основные из них: базовые стандарты и технологии (XML, средства визуализации, совместной работы и интеграции приложений); инструменты подготовки инженерной информации (CAD, CAE, CAM и пр.); вспомогательные программы (хранение данных, управления информацией, документооборот); функциональные приложения (для управления конфигурациями, версиями) и корпоративные системы (ERP, CRM, SCM и т. д.). Объединяя все эти компоненты, PLM позволяет создать своего рода связующее ПО (middleware), интегрирующее все информационные системы предприятия и поддерживающее коллективную работу над проектами для предприятия.
Лидеры мирового рынка
| Компания | PLM-продукты | Описание |
| САПР и PDM-систем | ||
| Unigraphics NX | Набор CAD, CAM и CAE высшего класса (тяжелые САПР) | |
| EDS | Solid Edge | Система твердотельного моделирования среднего класса |
| Teamсenter | Набор средств управления инженерными данными и проектами визуализации и коллективной работы | |
| E-factory | Набор средств автоматизированного производства | |
| IBM / Dassault Systemes | CATIA | Интегрированный набор CAD, CAM и CAE высшего класса (тяжелые САПР) |
| ENOVIA | Комплект решений для управления совместной, распределенной моделью электронных продуктов, процессов и ресурсов | |
| SmarTeam | Набор средств для управления инженерными данными и коллективной работы | |
| SolidWorks | Система твердотельного моделирования среднего класса | |
| DB2 | СУБД | |
| Lotus | Система коллективной работы | |
| PTC | Pro/Engineer | Интегрированный набор CAD, CAM и CAE высшего класса |
| Windchill | Набор средств для управления инженерными данными, коллективной работы и взаимодействия с поставщиками | |
| MatrixONE | ValueChain Portfolio | Набор средств для управления инженерными данными и проектами, коллективной работы, документооборота и взаимодействия с поставщиками |
| ERP-системы | ||
| Baa | iBaan PDM | Система обмена данными о продуктах |
| iBaan PartnerNert | Система обмена данными о продуктах с поставщиками | |
| iBaan Product Packager | Средство передачи данных в разных форматах | |
| iBaan Lifecycle Analyser | Программа для анализа изменений продуктов | |
| SAP | mySAP PLM | Сквозное решение для коллективной работы всех участников процесса разработки, производства, обслуживания, проверки качества и ремонта продукта |
CALS-технология
Технологии комплексной компьютеризации сфер промышленного производства, цель которых - унификация и стандартизация спецификаций промышленной продукции на всех этапах её жизненного цикла, называют CALS-технологиями. Основные спецификации представлены проектной, технологической, производственной, маркетинговой, эксплуатационной документацией. В CALS-системах предусмотрены хранение, обработка и передача информации в компьютерных средах, оперативный доступ к данным в нужное время и в нужном месте.
CALS - Computer Aided Logistic Support - компьютерная поддержка процесса поставок или Continuous Acquisition and Life Cycle Support - непрерывные поставки и информационная поддержка жизненного цикла продукции. Первая часть - Continuous Acqusition (непрерывные поставки) означает непрерывность информационного взаимодействия с заказчиком в ходе формирования заказа, процесса поставки и т.д. Вторая часть - Life Cycle Support (поддержка жизненного цикла изделия) - означает системность подхода к информационной поддержке всех процессов жизненного цикла изделия, в том числе, процессов эксплуатации, обслуживания, ремонта и утилизации и т.д. Русскоязычное наименование этой концепции и стратегии - ИПИ (Информационная Поддержка жизненного цикла Изделий) или КСПИ (компьютерное сопровождение и поддержка изделий).
Задачей CALS является преобразование ЖЦ изделия в высокоавтоматизированный процесс путем информатизации и реструктуризации (реинжиниринга[2]) входящих в него бизнес-процессов. Средством достижения этой задачи является применение современных информационных и телекоммуникационных технологий (ИКТ). CALS символизирует две основные идеи, реализующие задачу CALS. Первая часть термина «CALS» (Continuous Acquisition) означает постоянное повышение эффективности (развитие) как самого изделия, так и процессов взаимодействия между поставщиком и потребителем изделия в течение его ЖЦ. Вторая часть термина «CALS» (Life cycle Support) обозначает путь такого развития: внедрение новых информационных и организационных технологий разработки изделия, например, параллельного проектирования или междисциплинарных рабочих групп. Это приводит к увеличению инвестиций на этапах создания и модернизации изделия, позволяет более полно учесть потребности заказчика и условия эксплуатации, что, в свою очередь, ведет за собой снижение затрат на этапах эксплуатации и обслуживания изделия и, в конечном итоге, сокращение затрат на весь ЖЦ изделия.
Применение CALS-технологий позволяет существенно сократить объёмы проектных работ, так как описания многих составных частей оборудования, машин и систем, проектировавшихся ранее, хранятся в унифицированных форматах данных сетевых серверов, доступных’ любому пользователю технологий CALS. Существенно облегчается решение проблем ремонтопригодности, интеграции продукции в различного рода системы и среды, адаптации к меняющимся условиям эксплуатации, специализации проектных организаций и т.п.
CALS-технологии подразумевают использование различных CAD/ CAM/CAE/PDM-систем. Отдельные модули этих систем в рамках одного предприятия позволяют осуществлять управление проектом (PDM-системы), инженерные расчёты, анализ, моделирование и оптимизацию проектных решений (CAE-системы), двух- и трёхмерное проектирование деталей и сборочных единиц (CAD-системы), разработку технологических процессов, синтез управляющих программ для технологического оборудования с ЧПУ, моделирование процессов обработки, в том числе построение траекторий относительного движения инструмента и заготовки в процессе обработки, расчёт норм времени обработки (САМ-системы).
Внедрение CALS-технологии - сложная, многоплановая и комплексная проблема, в которой одно из ключевых мест принадлежит стандартизации. Нормативная база в области CALS-технологий должна, в частности, обеспечивать:
· регламентацию непрерывной компьютеризированной поддержки жизненного цикла создания и экспорта сложной наукоёмкой продукции с учётом требований международных и зарубежных стандартов;
· формирование стандартизованного комплекса технологий работы с данными, включая данные о самом продукте, процессах его создания и среде;
· создание, внедрение и эксплуатацию типовых программно-аппаратных средств;
· интеграцию информационных систем различных уровней и видов, систем САПР и АСУП на основе применения технологии открытых систем и методов функциональной стандартизации.
В России работы по внедрению и стандартизации CALS-технологий находятся на начальном этапе.
Ядро ИПИ[3] (CALS) - технологий составляет интегрированная информационная среда (ИИС). ИИС представляет собой хранилище данных, существующее в сетевой компьютерной системе, охватывающей все службы и подразделения предприятия, связанные с процессами жизненного цикла (ЖЦ) изделий. В ИИС действует единая система правил представления, хранения и обмена информацией. В соответствии с этими правилами в ИИС протекают информационные процессы, сопровождающие и поддерживающие ЖЦ изделия на всех его этапах.
Как минимум, ИИС должна включать в свой состав две базы данных: общую базу данных об изделии (изделиях) (ОБДИ) и общую базу данных о предприятии (ОБДП).
С ОБДИ связаны все процессы на всех стадиях ЖЦ. ОБДИ обеспечивает информационное обслуживание и поддержку деятельности:
· заказчиков (владельцев) изделия;
· разработчиков (конструкторов), технологов, управленческого и производственного персонала предприятия - изготовителя;
· эксплуатационного и ремонтного персонала заказчика и специализированных служб.
ОБДП[4] имеет информационные связи с процессами технологической и организационно - экономической подготовки производства и собственно производством (включая процессы отгрузки и транспортировки готовой продукции). При реализации процессов, охватывающих ЖЦ продукции, в качестве исходных данных используется информация, содержащаяся в ИИС, а информационные объекты (ИО), порождаемые в ходе процессов, возвращаются в ИИС для хранения и последующего использования в других процессах. Каждый ИО обладает набором характеристик, описывающих свойства реального физического объекта. Каждый ИО идентифицируется уникальным кодом и может быть извлечён из ОБД для выполнения действий с ним. Кроме ИО, относящихся (прямо или косвенно) к изделиям, в ИИСсодержится информация о предприятии: о производственной управленческой структуре, о технологическом и вспомогательном оборудовании, о персонале, финансах и т.д. Вся совокупность этих данных образует ОБДП, которая, в свою очередь, состоит из нескольких разделов, например, «Экономика и финансы», «Внешние связи предприятия», «Производство и технология», «Система качества» и др. При необходимости из ИИС могут быть извлечены разнообразные документы, необходимые для функционирования предприятия.
Основные аспекты, определяющие эффективность применения CALS-технологий:
· компьютерная автоматизация, позволяющая повысить производительность основных процессов и операций создания информации;
· информационная интеграция процессов, обеспечивающая совместное и многократное использование одних и тех же данных. Интеграция достигается минимизацией числа и сложности вспомогательных процессов и операций, связанных с поиском, преобразованием ипередачей информации. Одним из инструментов интеграции является стандартизация способов и технологий представления данных с тем чтобы результаты предшествующего процесса могли быть использованы для последующих процессов с минимальными преобразованиями;
· переход к безбумажной организации процессов и применение новых моделей их организации.
Из этих аспектов можно выделить конкретные факторы, непосредственно влияющие на экономические показатели производства, применяющего CALS-технологии:
· сокращение затрат и трудоёмкости процессов технической подготовки и освоения производства новых изделий;
· сокращение календарных сроков вывода новых конкурентоспособных изделий на рынок;
· сокращение доли брака и затрат, связанных с внесением изменений в конструкцию;
· увеличение объёмов продаж изделий, снабжённых электронной технической документацией (в частности, эксплуатационной), в соответствии с требованиями международных стандартов;
· сокращение затрат на эксплуатацию, обслуживание и ремонты изделий, которые для сложной наукоёмкой продукции подчас равны или превышают затраты на её закупку.
Всю деятельность, связанную с CALS-технологиями, можно разделить на четыре сферы.
· внедрение CALS-технологий на предприятиях;
· использование CALS-технологий при разработке и производстве продукции;
· разработка программных средств, реализующих CALS-технологии;
· управление качеством продукции на основе CALS-технологий.
Разработка программных средств, реализующих CALS-технологии, предполагает создание специализированного программного обеспечения (ПО), реализующего концепцию представления всей информации об изделии в электронном виде. Сюда относятся все программные продукты, используемые при разработке, производстве и эксплуатации продукции: САПР различного уровня, системы управления данными об изделии (PDM-системы), программы инженерных расчётов, системы подготовки эксплуатационной документации и т.д.
CALS-технологии могут применяться в промышленности только при выполнении следующих необходимых условий:
· наличия современных вычислительных средств и современной сетевой инфраструктуры (передачи данных);
· придания легитимного статуса электронной проектной, производственной, технологической, эксплуатационной и иной технической документации;
· реорганизации традиционных процессов проектирования, производства, сбыта, эксплуатации, утилизации изделий с целью их адаптации к условиям полной информатизации и безбумажных технологий;
· создании системы стандартов, дополняющих и замещающих традиционные ЕСКД, ЕСТД, ЕСПД, с целью адаптации промышленности к функционированию в условиях современных ИТ, единого информационного пространства и информационной рабочей среды;
· наличия на рынке промышленных ИТ и ИС, соответствующих требованиям стандартов CALS.
Основой CALS-технологий являются автоматизированные информационные системы (АИС) - компьютерные системы автоматизации проведения научно-исследовательских и опытно-конструкторских работ, конструкторской и технологической подготовки производства.
В зависимости от организации информационных процессов,АИСделятся на два больших класса: (автоматизированные системы научных исследований (АСНИ), САПР, экспертные системы (ЭС) и др.). По целевому назначению АИСклассифицируются на:
· бухгалтерские (accounting information system - AIS);
· административные (management information system - MIS); осуществляют сбор и обработку всех данных, необходимых для планирования, обслуживания, проверки, оценки и управления деятельностью организации;
· информационные системы руководителей (ИСР, или executive information system - EIS) принимают данные из многих источников, объединяют и делают их доступными в удобном диалоговом формате;
· склады данных (data warehouses) - это база данных, хранящая всю информацию, касающуюся деятельности компании. Все прикладные программы компании могут обращаться к ней с различными запросами;
· системы автоматизированного проектирования (САПР, или CAD/CAE - computer assisted design/engeneering);
· автоматизированные системы управления производством(АСУП, или САМ - computer assisted manufacturing) представляют из себя комплекс аппаратных и программных средств, участвующих в производстве. К ним относятся станки с ЧПУ, робототехнические комплексы и т.д. Совместно с САПР, такие системы в некоторых случаях дают возможность стереть грань между разработкой и производством.
· системы поддержки решений (СПР, или decision support systems - DSS) позволяют пользователю изучать альтернативы, задавать вопросы типа «что будет, если», оперировать изменяющимися условиями и принимать решения в непредвиденных ситуациях. Кроме базы данных, такие системы содержат базу моделей и имеют диалоговые средства, позволяющие применять эти модели, как бы «проигрывая» имеющиеся данные на модели с целью узнать, какие последствия вызовет то или иное решение. Чтобы облегчить применение моделей, СПР очень часто посвящаются узкой предметной области. Для работы с СПР достаточно владеть графическим интерфейсом и знать область применения;
· экспертные системы (ЭС, или expert system - ES) содержат знания и опыт одного или более специалистов в определённой предметной области. ЭС, кроме базы данных, содержит базу знаний (фактов и правил логического вывода), которая моделирует познания эксперта в какой-то предметной области. Подсистема логического вывода призвана отвечать на вопросы пользователей, а подсистема объяснений предназначена для ответа на вопросы, как был получен тот или иной вывод. Чаще всего такие системы применяются для того, чтобы «расширить» сферу деятельности ведущих специалистов фирмы или «привлечь» эксперта со стороны;
· системы конечного пользователя (СКП, или end user system - ЕUS) разрабатываются пользователями, чтобы удовлетворить свои собственные нужды в поиске информации, личной производительности и разработке приложений.
По структуре АИС можно разделить на две части: функциональную и обеспечивающую. Функциональная часть обеспечивает реализацию определённых функций управления. К функциональным подсистемам относятся: техническая подготовка производства; подготовка оперативного управления; подготовка материального снабжения; подготовка сбыта и реализации готовой продукции; подготовка управления кадрами; подготовка управления бухучётом, отдел кадров.Обеспечивающие подсистемыделятся на:
· программное обеспечение,
· информационное обеспечение (совокупность массивов информации, которые записаны на машинные носители, систем кодирования информации первичных и вторичных документов, схем, описаний, технологий обработки данных, инструкций, которые обеспечивают отображение производства и позволяют принимать управленческое решение);
· техническое обеспечение (совокупность технических средств по сбору, регистрации, передачи, обработки информации и технической, документации, позволяющие эксплуатировать эти технические средства);
· организационное обеспечение (совокупность технических документов, регламентирующих функционирование системы в целом, а также поведение человека в рамках этой системы);математическое обеспечение ;
· лингвистическое обеспечение (использование словарей, определений, позволяющее идентифицировать различные элементы системы).
Системы САПР: CAD/CAM/CAE
Жизненный цикл промышленных изделий включает ряд этапов, начиная от зарождения идеи нового продукта до утилизации по окончании срока его использования (рисунок 3).

Рисунок 3.
На всех этапах жизненного цикла изделий имеются свои целевые установки. Достижение поставленных целей на современных предприятиях, выпускающих сложные промышленные изделия, оказывается невозможным без широкого использования АИС. Специфика задач, решаемых на различных этапах жизненного цикла изделий, обусловливает разнообразие применяемых АИС. Автоматизация проектирования осуществляется САПР. Принято выделять в САПР машиностроительных отраслей промышленности системы функционального, конструкторского и технологического проектирования.
Первые из них называют системами расчётов и инженерного анализа или системами CAE (Computer Aided Engineering).
Системы конструкторского проектирования называют системами CAD (Computer Aided Design).
Проектирование технологических процессов составляет часть технологической подготовки производства и выполняется в системах САМ (Computer Aided Manufacturing).
Функции координации работы систем CAE/CAD/CAM, управления проектными данными и проектированием возложены на систему управления проектными данными PDM (Product Data Management).
Уже на стадии проектирования требуются услуги системы управления цепочками поставок (SCM - Supply Chain Management), иногда называемой системой Component Supplier Management (CSM). На этапе производства эта система управляет поставками необходимых материалов и комплектующих.
Информационная поддержка этапа производства продукции осуществляется автоматизированными системами управления предприятием (АСУП) и автоматизированными системами управления технологическими процессами (АСУТП). К АСУП относятся системы планирования и управления предприятием ERP (Enterprise Resource Planning), планирования производства и требований к материалам MRP-2 (Manufacturing Requirement Planning), производственная исполнительная система MES (Manufacturing Execution Systems), а также SCM и система управления взаимоотношениями с заказчиками CRM (Customer Requirement Management).
Структура САПР.
САПР состоит из подсистем, которые делят на проектирующие и обслуживающие.
Проектирующие подсистемы непосредственно выполняют проектные процедуры (подсистемы геометрического трёхмерного моделирования механических объектов, изготовления конструкторской документации и т.д.).
Обслуживающие подсистемы обеспечивают функционирование проектирующих подсистем, их совокупность часто называют системной средой (или оболочкой) САПР. Типичными обслуживающими подсистемами являются подсистемы управления проектными данными, подсистемы разработки и сопровождения программного обеспечения CASE (Computer Aided Software Engineering), обучающие подсистемы для освоения пользователями технологий, реализованных в САПР.
Классификацию САПР осуществляют по ряду признаков, например по приложению, целевому назначению, масштабам (комплексности решаемых задач), характеру базовой подсистемы - ядра САПР.
По масштабам различают отдельные программно-методические комплексы (ПМК) САПР, например: комплекс анализа прочности механических изделий в соответствии с методом конечных элементов (МКЭ) или комплекс анализа электронных схем; системы ПМК; системы с уникальными архитектурами не только программного (software), но и технического (hardware) обеспечений.
По це
|
|
|

Типы сооружений для обработки осадков: Септиками называются сооружения, в которых одновременно происходят осветление сточной жидкости...
Состав сооружений: решетки и песколовки: Решетки – это первое устройство в схеме очистных сооружений. Они представляют...

История развития хранилищ для нефти: Первые склады нефти появились в XVII веке. Они представляли собой землянные ямы-амбара глубиной 4…5 м...

История создания датчика движения: Первый прибор для обнаружения движения был изобретен немецким физиком Генрихом Герцем...
© cyberpedia.su 2017-2026 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!

