3.2.1 Приспособление зажимное
Станочным приспособлением в машиностроении называют дополнительные устройства к металлорежущим станкам, применяемые для установки и закрепления деталей, обрабатываемых на металлорежущий станках. Выбор станочных приспособлений зависит от формы, габаритных размеров и технических требований, предъявленных к обрабатываемым деталям, а также от типа производства и программы выпуска изделий.
Содержание установа: Подрезать торец, выдерживая размер 12. Расточить отверстие, выдерживая размер 9 и 7, проточить канавку, выдерживая размер 7 и 6, 9 и 8,свелить отверстие, выдерживая размер 16 (8 отв.) и 5, точить фаски.
Результаты разработки эскиза заготовки, поступившей на выполняемую операцию.
Разработка принципиальной схемы. Разработка схемы установки.

Рисунок 3.11 - Теоретическая схема установки (СхУ)
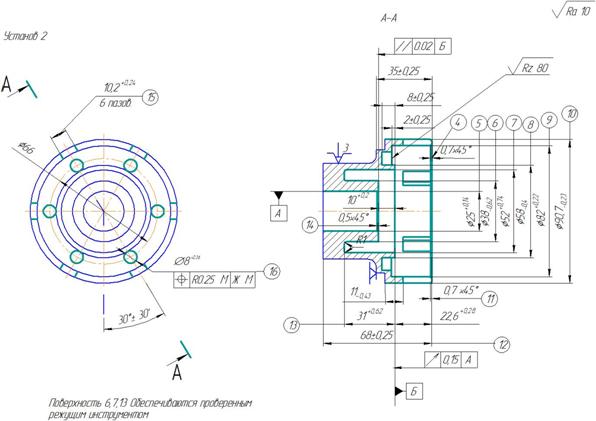
Рисунок 3.12– Эскиз заготовки, поступающей на операцию
Данная простановка опор дает двухзначное решение.
1 вариант:

Рисунок 3.13- Теоретическая схема базирования
Основная база – установочная (опорные точки 1,2,3);
Вспомогательная база – направляющая (опорные точки 4,5).
Обеспечивает допуск торцевого биения наружных и внутренних поверхностей относительно базовой поверхности Б.

Рисунок 3.14 - Лишение заготовки 5 степеней свободы
2 вариант:

Рисунок 3.15 - Теоретическая схема базирования
Основная база – двойная направляющая (опорные точки 1,2,3,4). Вспомогательная – опорная база (точка 5).
Обеспечивает допуск радиального биения внутренних и наружных поверхностей.
Рисунок 3.16 - Лишение заготовок 5 степеней свободы
Выбираю 1 вариант базирования, так как он обеспечивает наиболее точное выполнение размеров при обработке.
Рисунок 3.17 - Схема установочных элементов (Сх.УЭ)
Разработка схемы ЗУ.
Рисунок 3.18 - Теоретическая схема закрепления (Сх.З)
Закрепление заготовки происходит зажимом со сферической формой контактной поверхности. Направление действия силы – по поверхности А.

Рисунок 3.19 - Схема закрепления
Дополнительных устройств нет, поэтому переходим к разработке принципиальной схемы станочного приспособления
Разработка принципиальной схемы станочного приспособления

Рисунок 3.20 - Принципиальная схема СП
Анализ принципиальной схемы станочного приспособления показывает следующее:
1. В представленной схеме полностью реализованы ограничения, выявленные в этапе I анализа технологической операции.
2. Предусмотрены возможности для свободной установки и снятия заготовки.
3. Нет препятствия для свободного подвода СОЖ и отвода стружки.
4. Принципиальная схема может быть принята за основу будущей конструкции СП.
Определение условий закрепления заготовки.
Определение теоретической силы W.
Определение лимитирующего силового параметра.
Операция состоит из сверления, зенкования, растачивания и прорезания канавки, подрезки торца. Получение канавки будет лимитирующим параметром, так как создает наибольшую силу резания, стремящуюся повернуть заготовку.

Рисунок 3.21- Силы и момент резания
Pz – составляющая силы резания, стремящаяся повернуть заготовку.
Py – составляющая силы резания, прижимающая резец к заготовке.
Мкр – момент, поворачивающий заготовку.
Сила Рх отсутствует, сила Ру = (0,4…0,5)Рz, следовательно, лимитирующей силой (наибольшей по величине) является сила Рz. В точке наиболее удаленной от центра вращения детали создается наибольший крутящий момент, старающийся повернуть заготовку.
Допущения: Ру = 0.
Разработка расчетной схемы
Определим условие сдвига заготовки при обработке. Лимитирующая сила Рz создает крутящий момент сдвига заготовки ∑Мсдв.

Рисунок 3.22 - Условие сдвига (поворота) заготовки.
Определим условие удержания заготовки при обработке.
При закреплении заготовки создаются силы (W и N), стремящиеся ее удержать в неизменном положении. Примем что распределение этих сил точечное.

Рисунок 3.23 - Условие удержания заготовки

Рисунок 3.24- Расчетная схема сил, удерживающих заготовку
Закрепление заготовки осуществляется силой W. В процессе обработки возникают силы трения в этих точках, которые создают момент ΣМуд.
В соответствии с расчетной схемой условие равновесия заготовки при обработке записывается следующим образом:
ΣМуд = К·ΣМсдв, (3.57)
где ΣМуд = fтр·R.
Мсдв = Рz·L. (3.58)
Тогда преобразовав получим:
W = K·Рz·L/ fтр·R. (3.59)
где fтр– коэффициент трения; fтр = 0,35;
R= 116мм.
L = 86мм.
Определение параметров, входящих в расчетное уравнение. К – коэффициент надежности закрепления. Установим его значение.
К = К0·К1·К2·К3·К4·К5·К6, (3.60)
где К0 – коэффициент, учитывающий гарантированный запас надежности закрепления; К0=1,5;
К1 – коэффициент, учитывающий затупление РИ; К1 = 1,0;
К2 – коэффициент, учитывающий увеличение сил резания из-за колебаний припусков на заготовки; К2 = 1,2;
К3 – коэффициент, учитывающий изменение сил резания при обработке прерывистых поверхностей; К3 = 1,0;
К4 – коэффициент, учитывающий непостоянство сил при закреплении, К4 = 1,0;
К5 – коэффициент, учитывающий непостоянство сил ЗУ с ручным приводом, К5 = 1,0;
К6 – коэффициент, учитывающий неопределенность мест контакта плоских базовых поверхностей Зг с плоскими поверхностями УЭ; К6 = 1,5;
К = 1,5·1,0·1,2·1,0·1,0·1,0·1,5 = 2,7;
Расчет конкретных значений силы W:
W =  Н.
Н.
Определение параметров зажимного устройства.
Разработка расчетной схемы.
Расчетными параметрами являются тяговое усилие Q и диаметр гидроцилиндра.
Определение расчетных уравнений.
Запишем уравнение силового замыкания:
Q = W/i×h; (3.70)
где i - передаточное отношение клинового механизма.
 , (3.71)
, (3.71)
где α – угол наклона клина, α = 20°.
φ1 – угол трения, учитывающий потери от силы трения Fтр.
 .
.
 .
.
где η = 0,85 – коэффициент полезного действия гидроцилиндра;
Гидроцилиндр должен развить тяговое усилие Q равное:
 , (3.72)
, (3.72)
где qж – давление гидроцилиндра;
d – диаметр штока.
Откуда и получаем зависимость для определения расчетного диаметра:
 . (3.73)
. (3.73)
Определение конкретных значений параметров, входящих в расчетные уравнения.
Давление гидроцилиндра qж = 5,0 МПа.
Коэффициент полезного действия η = 0,85.
Передаточное отношение i = 1,2.
Расчет и выбор конкретных значений параметров зажимного устройства.
Определяем приблизительное значение диаметра D, приняв d = 0:
 мм.
мм.
Учитывая, что диаметр D должен увеличиться из-за уменьшения рабочей площади под диаметром штока d, примем стандартное значение D = 40 мм. и d = 14 мм.
Уточняем диаметр гидроцилиндра
 мм.
мм.
Расчет точности обработки
Результат определения лимитирующего параметра точности
Анализ технологического эскиза показал, что от конструкции станочного приспособления зависит выполнение двух технических требований: допуск торцевого биения и допуск радиального биения. По величине они одинаковы (Т = 0,1), поэтому примем допущение, что лимитирующим параметром является допуск радиального биения, так как его сложнее выполнить.
Результаты разработки расчетной схемы.

Рисунок 3.25 – Расчетная схема для определения основных параметров обработки
Определение расчетного уравнения.
Для решения этой задачи воспользуемся уравнением для расчета суммарной погрешности обработки вероятностным методом:
DS =√ Dтп2+Dуп2+Dрп2+Dнп2, (3.74)
где Δ4 = Δт.п. – технологическая погрешность;
Δ1+Δ2 = Δн.п. – погрешность пространственного расположения установочной поверхности к опорной.
Dрп = 0, так как погрешность расположения резца влияет только на выполнение диаметрального размера и форму канавки.
Dтп = К1×Dмо+Dс+Dи+Dизм; (3.75)
Dуп =√ Dбп2+Dзп2+Dип2, (3.76)
где Dзп – сила закрепления Зг (так как сила закрепления Зг в направлении параметра точности не действует), то Dзп = 0;
Dип – так ее величина учтена при расчете допуска на измерение предельных размеров УЭ, то Dип = 0;
Δ3 = Δб.п. – погрешность базирования – отклонение фактического достижения положения оси заготовки от требуемого – оси опорной поверхности.
Определение параметров входящих в расчетное уравнение
Dмо = 0, так как выполнение заданного на эскизе технического требования практически не зависит от метода обработки.
Dс = 0,015 мм – точность станка;
Dи = 0, погрешность изготовления и износа режущего инструмента не влияет на радиальное биение.
Dизм = 0,1Т = 0,1×0,1 = 0,01мм.
Dтп = 0+0,015+0+0,01 = 0,025мм.
Dбп = 0,245, определена с учетом эскиза Зг, поступающей на операцию. Принята посадка с гарантированным зазором ø232 Н7/h6;
Величина погрешности равна максимальному зазору между отверстием приспособления и посадочным диаметром заготовки.
Dбп = 0,046+0,029 = 0,075,

Рисунок 3.26 - Схема допусков на посадку
Dуп =√ 0,0752+02+02 = 0,075 мм;
Dнп = 0,25Т = 0,2∙0,1 = 0,025мм.
DS = √0,042+0,0752+0+0,0252 = 0,089мм.
3.2.2 Приспособление сверлильное
Включив вводный автомат 1, при этом должны загореться сигнальные лампы 2. Нажать кнопку 9,10, если вращение шпинделя окажется не правильным(шпиндель вращается в противоположную сторону необходимого вращения режущих инструментов), остановить станок нажатием кнопки 7, включить вводный автомат 1 и и произвести смену фаз подвода питания на вводном автомате 1. При правильном вращении шпинделя нажать кнопку 7 и остановить станок.
Становить режущий инструмент согласно чертежу и инструментальной наладке. В ручную повернуть планшайбу поворотного делительного стола на 360 градусов и проверить, чтобы при повороте выступающие элементы зажимных приспособлений не затрагивали режущий инструмент, при необходимости провести силовые агрегаты назад.
Нажать кнопку 10, проверить работу каждой силовой головки, путем ручного включения подачи пиноли, причем, если силовая головка установлена на приводной плите, то вначале нужно подать силовую головку вперед, переключив тумблер расположенный на корпусе плиты, а потом включить подачу пиноли.
При работе станка в режиме “Работа”:переключатель 11 установить в положение Р, нажать поочередно кнопку 5 на пульте управления кнопку 6. Произойдет поворот планшайбы поворотного делительного стола и после его фиксации, движение режущего инструмента. При обработки контрольной заготовки; переключатель 1 перевести в “Н”, установить на загрузочной позиции заготовку, нажать кнопку 6 “ВРАЩЕНИЕ”, нажать кнопку 6.
В ручную включить подачу режущего инструмента первой операционной станции, затем поочередно поворачивать планшайбу делительного поворотного стола и в ручную включать подачу режущего инструмента каждой последующей операционной станции, произвести полную обработку контрольной заготовки.
При этом зажимное устройство приспособления работает следующим образом, сжатый воздух передается в пневмоцилиндр 1, перемещаясь внутри его поршень, своей направляющей конусной частью, давит на ролик, который в свою очередь, перемещаясь толкает палец, прижимая чашку пятой 7 к базовой поверхности, которая служит база с шестью отверстиями.








