

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Топ:
Отражение на счетах бухгалтерского учета процесса приобретения: Процесс заготовления представляет систему экономических событий, включающих приобретение организацией у поставщиков сырья...
Процедура выполнения команд. Рабочий цикл процессора: Функционирование процессора в основном состоит из повторяющихся рабочих циклов, каждый из которых соответствует...
Особенности труда и отдыха в условиях низких температур: К работам при низких температурах на открытом воздухе и в не отапливаемых помещениях допускаются лица не моложе 18 лет, прошедшие...
Интересное:
Наиболее распространенные виды рака: Раковая опухоль — это самостоятельное новообразование, которое может возникнуть и от повышенного давления...
Лечение прогрессирующих форм рака: Одним из наиболее важных достижений экспериментальной химиотерапии опухолей, начатой в 60-х и реализованной в 70-х годах, является...
Уполаживание и террасирование склонов: Если глубина оврага более 5 м необходимо устройство берм. Варианты использования оврагов для градостроительных целей...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
Числовые значения геометрических допусков по степеням точности по ГОСТ 24643 приведены в табл. В.6 и В.7. Числовые значения допусков расположения поверхности могут быть определены расчетным методом и методом подобия (применяется чаще) по экономической точности (табл.2.10) или по табл. В.2 для биения.
Расчетный метод определения допусков расположения используется только в следующих случаях:
– расчет допусков параллельности и симметричности боковых сторон шпоночного паза; допуск параллельности равен 0,5 от допуска на ширину паза, а допуск симметричности равен удвоенному допуску на ширину паза,(который назначается по 9 квалитету (пример рассмотрен в пп. 3.1);
– расчет допусков параллельности или пересечения осей в корпусах редукторов, если заданы требования к зубчатой передачи.
Порядок выполнения практического задания 2.5
(1 уровень сложности)
Ознакомиться с теоретической частью раздела. Получить задание (вариант) практической работы.
Задание: По заданному варианту табл. 2. 11 расшифровать условные обозначения геометрических допусков данной детали.
1. Указать группу и наименование допуска.
2. Определить числовое значение допуска;
3. Характеризовать поверхность или другой элемент, для которого задается указанный допуск
4. Характеризовать базовую поверхность или другой элемент, относительно которой задан допуск.
5. Расшифровать дополнительные знаки.
Пример выполнения практического занятия 2.4
Задание: По заданному варианту табл. 2.11 расшифровать условные обозначения геометрических допусков данной детали.

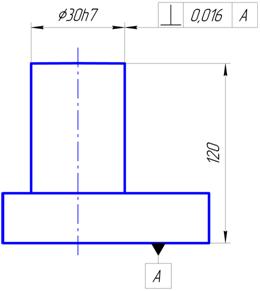
Рис.2.15. Эскиз детали
Решение
1. Указан допуск месторасположения, допуск симметричности осей, задающих расположение поверхностей Б относительно оси отверстия А.
|
|
2. Числовое значение допуска 0,04 мм в диаметральном выражении (Т). Допуск симметричности задан для плоских поверхностей Б.
3. Базовым элементом выбрана ось отверстия А.
4. Дополнительных знаков нет.
Таблица 2.10
Примеры назначения степеней точности допусков расположения
| Квали-тет размера | Степень точности | Области применения |
| 3¸4 | 1¸2 | Высокоточные детали прецизионных аппаратов и приборов. Направляющие прецизионных станков, шейки валов и шпиндели приборов и точных станков |
| 4¸5 | 3¸4 | Ответственные детали особо точных машин. Шпиндели станков повышенной прочности, измерительных приборов, гидравлическая аппаратура. Направляющие станков высокой точности, приборов, приспособлений |
| 6¸7 | 5¸6 | Точные машиностроительные детали. Посадочные поверхности валов под зубчатые колеса 5-6 степени, опорные шейки валов при n более 1000 об/мин. Направляющие поверхности станков нормальной точности, станочных приспособлений, рабочие поверхности измерительных инструментов. Торцы подшипников 5,4,2 классов. Заплечики валов и корпусов под подшипники, опорные торцы режущего инструмента, патронов, планшайб. Базовые торцы зубчатых колес |
| 6¸8 9¸10 | Машиностроительные детали нормальной точности, посадочные поверхности валов и отверстий под зубчатые колеса 7-8 степени точности при числе оборотов менее 1000 об/мин. Рабочие поверхности кондукторов прессов. Торцы подшипников 0 и 6 классов, торцы крышек и заплечики под подшипники. Уплотнительные поверхности фланцев. Рабочие поверхности режущих инструментов. Базовые торцы зубчатых колес | |
| 11¸13 | 9¸10 | Детали пониженной точности, нежесткой конструкции. Детали сельскохозяйственных машин, подъемно-транспортных машин при малых скоростях вращения, детали в ручных передачах. Поверхности под прокладки, торцы крышек, свободные поверхности |
| 12¸16 14¸17 | 11¸12 13¸16 | Поверхности низкой точности, неответственных деталей. Поверхности низкой точности с общими допусками, поверхности отливок, штамповок. |
|
|
Таблица 2.11.
Варианты к практическому занятию 2.5.
| № вари-анта | Обозначение геометрических допусков | № вари-анта | Обозначение геометрических допусков |

| 
| ||
|

| ||

| 
| ||

|

| ||

| 
| ||

| 
| ||

| 
| ||
|

| ||
| Окончание табл. 2.10 | |||

| 
| ||

| 
| ||

| 
| ||

| 
| ||
| 
|
ПОЗИЦИОННЫЕ ДОПУСКИ, РАСЧЕТ
И УКАЗАНИЕ НА ЧЕРТЕЖАХ
Расположение осей отверстий под крепежные детали (болты, винты, шпильки, заклепки) может быть задано двумя способами:
– координатным, когда заданы предельные отклонения  L координирующих размеров;
L координирующих размеров;
– позиционным, когда заданы позиционные допуски в диаметральном выражении – Тр.
Позиционный допуск определяет номинальное расположение заданных элементов (осей отверстий). Поле допуска представляет собой цилиндр или сферу, в пределах которой может располагаться рассматриваемый элемент.
Координатный способ используется в единичном, мелкосерийном производстве, для неуказанных допусков расположения, а также в случаях, если требуется пригонка деталей, если заданы разные величины допусков по координатным направлениям, если число элементов в одной группе менее трех.
Позиционный способ более технологичный и используется в крупносерийном и массовом производстве.
Эти допуски могут быть зависимыми и независимыми (ГОСТ Р 50056-92).
Зависимый допуск имеет переменное значение и зависит от действительных размеров базового и рассматриваемого элементов. Зависимый допуск более технологичный.
Зависимыми могут быть следующие допуски расположения поверхностей: позиционные допуски, допуски соосности, симметричности, перпендикулярности, пересечение осей.
Зависимыми могут быть допуски формы: допуск прямолинейности оси и допуск плоскостности для плоскости симметрии.
 Зависимые допуски должны быть обозначены символом
Зависимые допуски должны быть обозначены символом  или текстом в технических требованиях (ГОСТ 2.308-2011).
или текстом в технических требованиях (ГОСТ 2.308-2011).
|
|
Независимый допуск имеет постоянное числовое значение для всех деталей и не зависит от их действительных размеров.
Независимые допуски используются для ответственных соединений, когда их величина определяется функциональным назначением детали.
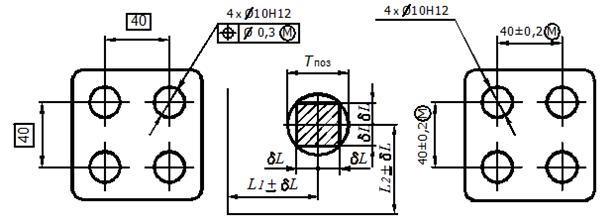
Позиционные допуски наиболее часто используются для задания расположения осей отверстий под крепежные детали. При этом координирующие размеры указываются только номинальными значениями в квадратных рамках, так как на эти размеры не распространяется понятие «общий допуск» (рис.2.15).
Условия выбора зависимого допуска указаны в табл.2.12.
ГОСТ Р 53089-2008 устанавливает правила нанесения позиционных допусков. Позиционные допуски могут быть установлены для следующих геометрических элементов:
- точки (например, центра сферы);
- номинально прямой линии (например, оси отверстия или вала);
- номинально плоской поверхности (например, средней поверхности паза).
Основными элементами позиционного допуска являются: теоретически точные размеры, поля допусков и базы.
а) б) в)
Рис. 2.15. Допуски расположения для осей отверстий
под крепежные детали: а - позиционный допуск;
б – соотношение позиционного допуска и предельных отклонений
на координирующие размеры; в - предельные отклонения
На координирующие размеры
Основными элементами позиционного допуска являются: теоретически точные размеры, поля допусков и базы.
Шаблон полей допусков: Совокупность полей допусков, определяемая шаблоном теоретически точных размеров (введено впервые).
Теоретически точные размеры: линейные и/или угловые размеры, определяющие теоретически точное месторасположение геометрических элементов относительно друг друга и/или относительно баз. Теоретически точные размеры указывают без предельных отклонений и заключают в прямоугольные рамки. Согласно ГОСТ 2.308 они названы размеры, определяющие номинальное расположение.
Основное требование: позиционные допуски в совокупности с теоретически точными размерами определяют поля допусков, в пределах которых должны располагаться выявленные полные (поверхность, линия на поверхности) или выявленные производные (центральная точка, средняя линия, средняя поверхность) геометрические элементы. Поле допуска располагается симметрично относительнотеоретически точного месторасположения нормируемого элемента, задаваемого теоретически точными размерами (рис.2. 16).
|
|
ГОСТ Р 53442-2009 установил указывать на чертеже требования максимума материала знаком  , который два отдельных ограничения (допуск размера и геометрический допуск) рассматривает как одно комплексное требование.
, который два отдельных ограничения (допуск размера и геометрический допуск) рассматривает как одно комплексное требование.
Впервые понятия принцип максимума материала и предел максимума материала введены ГОСТ Р 50056-92.
По существу и способу обозначения символом  принцип максимума материала соответствует понятию и способам обозначения зависимых допусков формы и расположения по ГОСТ 24642 и ГОСТ 2.308, так записано в стандарте 92 года.
принцип максимума материала соответствует понятию и способам обозначения зависимых допусков формы и расположения по ГОСТ 24642 и ГОСТ 2.308, так записано в стандарте 92 года.
Таблица2.12
|
|
|

Особенности сооружения опор в сложных условиях: Сооружение ВЛ в районах с суровыми климатическими и тяжелыми геологическими условиями...

Эмиссия газов от очистных сооружений канализации: В последние годы внимание мирового сообщества сосредоточено на экологических проблемах...

История создания датчика движения: Первый прибор для обнаружения движения был изобретен немецким физиком Генрихом Герцем...

Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ - конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!