ГЛАВА 2. НОРМИРОВАНИЕ ТРЕБОВАНИЙ К ШЕРОХОВАТОСТИ
ПОВЕРХНОСТИ И ГЕОМЕТРИЧЕСКИХ ДОПУСКОВ
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ И НОРМИРОВАНИЕ
Теоретическая часть к практическим занятиям 2.1
На поверхности детали после обработки остаются следы от кромок режущего инструмента в виде неровностей и гребешков, близко расположенных друг от друга. Шероховатостью поверхности называется совокупность неровностей с относительно малыми шагами, выделенная на базовой длине (l).
Нормирование шероховатости поверхности по ГОСТ 2789 выполнено с учетом рекомендаций международных стандартов.
Установлено (рис. 2.1) шесть параметров: три высотных (Rа; Rz; R max), два шаговых (Sm; S) и параметр относительной опорной длины профиля (tp) [1; 4, 11, 12].

Рис. 2.1. Профилограмма шероховатости поверхности
Характеристика параметров шероховатости:
Rа − среднее арифметическое отклонение профиля, мкм;
 , (1)
, (1)
где yi – расстояние между любой точкой профиля и средней линией m, cредняя линия имеет форму номинального профиля и проводится так, что в пределах базовой длины среднее квадратическое отклонение профиля до этой линии минимально;
n – количество рассматриваемых точек профиля на базовой длине.
Rz – высота неровностей профиля по 10-ти точкам, мкм;
 , (2)
, (2)
где Hi max; Hi min –высота наибольшего выступа и глубина наибольшей впадины, мкм;
Соотношение между Ra и Rz колеблется в пределах от 4 до 7 раз, Rz больше, чем Ra .
R max – наибольшая высота профиля − расстояние между линией выступов и линией впадин, мкм;
Sm – средний шаг неровностей профиля по средней линии в пределах базовой длины, мм;
 (3)
(3)
где n – количество шагов в пределах базовой длины;
Smi - шаг неровностей профиля по средней линии.
S – средний шаг местных выступов профиля (по вершинам) в пределах базовой длины, мкм;
 , (4)
, (4)
где n – количество шагов в пределах базовой длины;
Si - шаг местных выступов профиля.
tp – относительная опорная длина профиля:
 , (5)
, (5)
где p – уровень сечения профиля в % − это расстояние между линией выступов и линией, пересекающей профиль эквидистантно линии выступов; за 100% принимается R max;
bi – длина отрезка, отсекаемая на заданном уровне в материале, мм;
l – базовая длина, мм.
Направления неровностей обработки зависят от метода и технологии изготовления, влияют на работоспособность, износостойкость и долговечность изделия. Условные обозначения направления неровностей (табл. 2.1) указывают на чертеже при необходимости.
Выбор параметров производится в зависимости от эксплуатационных свойств поверхности. Предпочтительным принят параметр Ra - среднее арифметическое отклонение профиля, так как он определяет шероховатость по всем точкам профиля (табл. В.1).
Т а б л и ц а 2.1
Рис. 2.2. Место и порядок записи параметров шероховатости
В обозначении шероховатости применяют один из знаков:
 - основной знак, когда метод обработки поверхности чертежом не регламентируется;
- основной знак, когда метод обработки поверхности чертежом не регламентируется;
 - знак, соответствующий поверхности, полученной удалением слоя металла (точением, сверлением, фрезерованием,
- знак, соответствующий поверхности, полученной удалением слоя металла (точением, сверлением, фрезерованием,
шлифованием и т.д.);

- знак, соответствующий поверхности в состоянии поставки, без удаления слоя металла (литье, штамповка, поковка и т.д.).
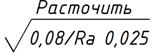
Согласно ГОСТ 2.309-73, с 01.01 05г. при задании параметров шероховатости:
• обязательно указывать символы (Ra, Rz, S, tp)перед их числовым значением;
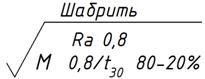
• все параметры записывать под полочкой. Под полочкой могут быть указаны: условные обозначения неровностей, базовая длина и все параметры шероховатости по строчкам, начиная с Ra;
• над полочкой указывают способ обработки и другие дополнительные требования (например, полировать);
• знак остальное ( ) для поверхностей, обрабатываемых с одинаковыми требованиями, указывать в верхнем правом углу чертежа, например,
) для поверхностей, обрабатываемых с одинаковыми требованиями, указывать в верхнем правом углу чертежа, например,  или
или 
• обработку поверхностей сложного контура – «кругом» указывать так:  ;
;
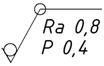
Знак шероховатости может указываться на контурной линии чертежа, на размерных линиях или на их продолжениях, на рамке допуска формы, на полках линий – выносок (рис.2.3, а).
При указании двух и более параметров шероховатости поверхности в обозначении шероховатости значения параметров записывают сверху вниз в следующем порядке (рис.2.3, б):
- параметры высоты неровностей профиля;
- параметры шага неровностей профиля;
- относительная опорная длина профиля.
При нормировании требований к шероховатости поверхности параметрами Ra,Rz, R max базовую длину в обозначении шероховатости не приводят, если она соответствует ГОСТ 2789 для выбранного значения параметра шероховатости (табл. В.1).


а) б)
Рис. 2.3. Примеры обозначения шероховатости:
а − возможное размещение знака шероховатости;
б − указание нескольких параметров
В данном примере указано (см. рис. 2.3, б):
· среднеарифметическое отклонение профиля Ra не более 0,1 мкм на базовой длине l = 0,25 мм (в обозначении базовая длина не указана, так как соответствует значению, определенному стандартом для данной высоты неровностей);
· средний шаг неровностей профиля Sm должен находиться в пределах от 0,063 до 0.040 мм на базовой длине l = 0,8 мм;
· относительная опорная длина профиля на 50%-ном уровне сечения должна находиться в пределах 80±10% на базовой длине l = 0,25 мм
Примеры задания требований к шероховатости поверхности:

означает
Ra ≤1.6 мкм, метод обработки поверхности чертежом не регламентируется;

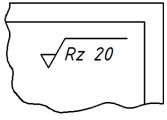
означает
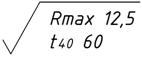
Rz ≤40 мкм, обработка резанием;

означает
Ra ≤12,5 мкм, поверхность без удаления слоя металла (литье, штамповка, поковка и т.д.).
Обозначение шероховатости поверхностей повторяющихся элементов изделия (отверстий, пазов, зубьев и т.д.), количество которых указано на чертеже, а также обозначение шероховатости одной и той же поверхности, независимо от числа изображений или поверхностей, имеющих одинаковую шероховатость и образующих контур, наносят один раз.
В правом верхнем углу чертежа указывают общие требования к поверхностям детали, варианты задания таких требований указаны на рис.2.4.



… а) б) в)
Рис.2.4. Варианты обозначения шероховатости в правом углу чертежа:
а −все поверхности имеют одинаковую шероховатость;
б − часть поверхностей имеет одинаковую шероховатость (остальные);
в − часть поверхностей по данному чертежу не обрабатывается(полочка не рисуется, параметры не указываются
Решение
1. Использован знак - метод обработки поверхности чертежом не регламентируется.
2. Направление неровностей не регламентируется, т.е соответствует методу обработки.
3. Шероховатость нормируется по:
· параметру Ra (среднее арифметическое отклонение профиля), значение которого не должно превышать 0,1 мкм;
· средний шаг неровностей профиля по средней линии Sm в пределах (0,063…0,040) мм;
· относительная опорная длина профиля tp, задан на уровне 50 % и должен составлять 80±10 %
4. Базовая длина l = 0,25 мм для Ra не указывается, т. к. ее числовое значение соответствует числовому значению параметра Ra (табл. В.1);
базовая длина l = 0,8 мм для Sm указана, базовая длина l =0,25 мм для tp указана, так как эти параметры на приборах профилометр - профилограф измеряются на больших базовых длинах.
Таблица 2.3
Варианты заданий к практическому занятию 2.1.
|
№
варианта
|
Обозначение
шероховатости поверхности
|
№
варианта
|
Обозначение
шероховатости поверхности
|
|
|
|
|
|
|
|
|
|

|
|
|

|
|
|
|
|

|
|
|
|
|
|
|
|
|
|

|
|
|
П р о д о л ж е н и е т а б л. 2.3
. 2.2. НОРМИРОВАНИЕ ОТКЛОНЕНИЙ ФОРМЫ ПОВЕРХНОСТИ
Рис. 2.5. Схема к определению отклонения формы поверхности
Реальная поверхность − это поверхность, ограничивающая тело и отделяющая его от окружающей среды. Отклонения формы оцениваются по всей поверхности (по всему профилю) или на нормируемом участке, если заданы площадь, длина или угол сектора, а в необходимых случаях и расположение его на поверхности. Если расположение участка не задано, то его считают любым в пределах всей поверхности или профиля.
Отсчет отклонений формы поверхности производится по нормали к прилегающей поверхности как наибольшее расстояние от точек реальной поверхности до прилегающей, которая рассматривается как номинальная.
Прилегающая поверхность – поверхность, имеющая форму номинальной поверхности, соприкасающаяся с реальной поверхностью и расположенная вне материала детали так, чтобы отклонение от неё наиболее удаленной точки реальной поверхности в пределах нормируемого участка имело минимальное значение. Отклонения формы профиля оцениваются аналогично – от прилегающей линии.
Допуск формы TF (Тф)− это наибольшее допускаемое значение отклонения формы.
Допуски формы могут быть:
- комплексными (плоскостность, цилиндричность, круглость, допуск формы заданного профиля)
- элементарными (выпуклость, вогнутость, овальность, огранка, конусообразность, седлообразность, бочкообразность).
Отклонение от круглости ∆кр − наибольшее расстояние от точек реального профиля до прилегающей окружности (рис.2.6).
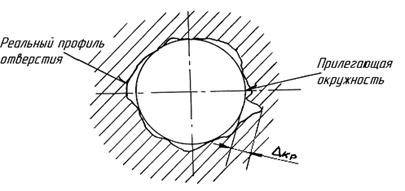
Рис. 2.6. Отклонение от круглости
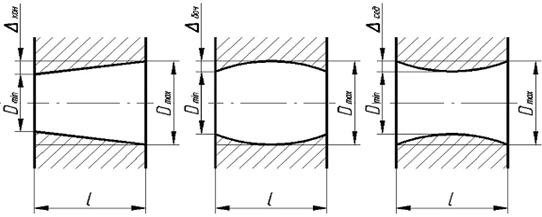
Основные виды частных отклонений профиля поперечного сечения цилиндрических поверхностей – овальность (рис. 2.7, а) и огранка (рис. 2.7, б). Частные отклонения профиля продольного сечения - конусообразность (рис. 2.8, а), бочкообразност ь (рис. 2.8, б), седлообразность (рис. 2.8, в). Для всех случаев отклонение формы определяется в радиусном выражении:
 (7)
(7)

а)б)
Рис. 2.7. Частные виды отклонений от круглости:
а – овальность; б - огранка
а) б) в)
Рис. 2.8. Частные виды отклонений формы профиля продольного
сечения: а – конусообразность, б – бочкообразность, в - седлообразность
Допуски формы поверхности назначаются только в том случае, если они по условиям эксплуатации изделия должны быть меньше допуска размера. Виды допусков формы и другие геометрические допуски представлены в табл.В.5. Наименование геометрического допуска состоит из слова «допуск» и геометрической характеристики элемента, нормируемой им, например «допуск прямолинейности». Исключение составляет допуск позиционирования, который в сложившейся практике имеет наименование «позиционный допуск».
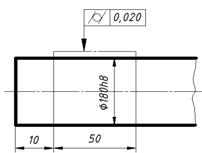
Пример выполнения практического занятия 2.2
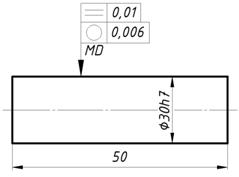
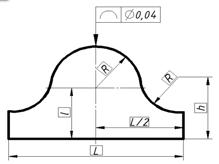
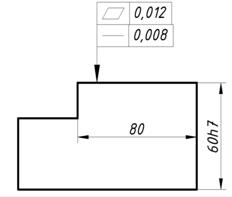
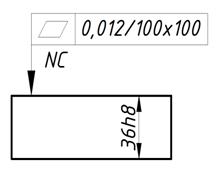
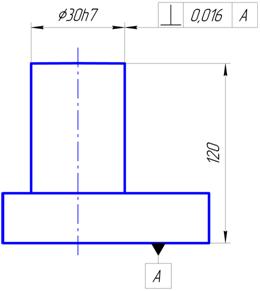
Задание: По заданному варианту расшифровать допуск формы поверхности, учитывая дополнительные знаки. Определить соответствие числового значения указанного допуска табличной величине, указать степень точности (табл.В.6 или В.7). Дана деталь, представленная на рис 2.10.

Рис. 2.10. Эскиз заданной детали
Размерные линии и рамка толще д.б.! и т.д. везде
Решение
1. Задан допуск плоскостности плоской поверхности с номинальным размером 20 мм, длиной 60 мм. Выпуклость не допускается, есть дополнительный знак NC.
2. Числовое значение допуска 4 мкм. Реальная плоскость должна находиться в пределах поля допуска, который представляет собой две параллельные плоскости, расположенные параллельно номинальной поверхности, на расстоянии равном значению допуска 0,004.
3. Числовое значение допуска по В.7 для номинального размера – длины 60 мм составляет 4 мкм.
4. Степень точности 5, числовые значения совпадают.
Таблица 2.7.
Варианты к практическому занятию 2.2
| №
вари-
анта
| Обозначение отклонений
формы поверхности
| №
вари-
анта
| Обозначение отклонений
формы поверхности
|
|
| 
|
| 
|
|
| 
|
| 
|
|
| 
|
| 
|
|
| 
|
| 
|
|
| 
|
| 
|
Продолжение табл. 2.7
Окончание табл. 2.7
В варианте 18 зачем соединительную линию рамки вводят внутрь поверхности? Можно снаружи указать на выносную линию.
Порядок выполнения практического занятия 2.3
(3 уровень сложности)
Ознакомиться с теоретической частью раздела. Получить задание (вариант) практической работы. Варианты заданий указаны в табл. А.1…А12. Это комплексная работа.
Задание. Назначить методом подобия параметры шероховатости и допуск формы на детали, входящие в соединение, для которого была выбрана посадка методом подобия в практическом занятии 1.4. Выполнить эскизы деталей и соединения по заданной посадке с указанием размеров смешенным способом, шероховатости и допуска формы.
1. Выбрать уровень относительной геометрической точности, исходя из условий эксплуатации изделия.
2. Назначить параметры шероховатости посадочных поверхностей Ra по экономической точности табл. В.2.
3. По табл.В.4 уточнить минимальное значение Ra в зависимости от рассматриваемого диаметра.
4. Назначить на посадочные поверхности степень точности для допуска формы по экономической точности табл.В.2.
5. Найти числовые значения допусков формы по табл. В.6
6. Выполнить эскизы деталей и сборочного соединения по выбранной посадке с указанием размеров смешенным способом, шероховатости и допуска формы.
Пример выполнения практического занятия 2.3
Задание: посадка косозубого зубчатого колеса 4 на шпиндель 6 выполнена по  . Назначить методом подобия параметры шероховатости и допуск формы на детали, входящие в соединение.
. Назначить методом подобия параметры шероховатости и допуск формы на детали, входящие в соединение.
Выполнить эскизы деталей и сборочного соединения по выбранной посадке с указанием размеров смешенным способом, шероховатости и допуска формы.
Исходные данные для соединения по D2 (рис. А. 12).
Решение
1. Выбираем уровень относительной геометрической точности А, так как шпиндель станка работает в нормальных условиях.
2. Шероховатость поверхности для уровня А и 7 квалитета по табл. В.3 может быть в следующих пределах Ra = 0,8…3,2, а для 6 квалитета – Ra = 0,4…1,6
3. По табл.В.4 уточняем по Ø65 Н 7 (+0,030) – Ra = 1,6;
для вала Ø65 js 6(± 0,0095) – Ra = 0,8;
4. Степень точности для допуска формы по экономической точности табл.В.2 для уровня А и 7 квалитета – 6, а для 6квалитета – 5 степень точности.
5. Числовые значения допусков формы по табл. В.6 соответственно будут:
Т ф = 10 мкм для Ø65 Н 7 (+0,030)
Т ф = 6 мкм для вала Ø65 js 6(± 0,0095).
6. На рис. 2.11 показаны эскизы деталей и соединения по 



Рис. 2.11. Соединение косозубого колеса и шпинделя:
а – колесо зубчатое; б – конец шпинделя; в – сборочный узел
Порядок выполнения практического занятия 2.4
(3 уровень сложности)
Ознакомиться с теоретической частью раздела. Получить задание (вариант) практической работы. Варианты заданий указаны в приложении табл. А.1…А12. Это комплексная работа.
Задание. Назначить расчетным методом параметры шероховатости и допуск формы на детали, входящие в соединение, для которого была выбрана посадка расчетным методом в практическом занятии 1.5. Выполнить эскизы деталей и сборочного соединения по выбранной посадке с указанием размеров смешенным способом, шероховатости и допуска формы.
1. Выбрать уровень относительной геометрической точности, исходя из условий эксплуатации изделия.
2. Рассчитать параметры шероховатости Ra посадочных поверхностей отверстия и вала.
2.1. По табл.2.2 для принятого уровня относительной геометрической точности определить коэффициент шероховатости Кr.
2.2. Рассчитать Ra по формуле 6.
2.3. Округлить расчетное значение до стандартного по табл.В.1.
3. Рассчитать допуск формы посадочных поверхностей отверстия и вала
3.1. Определить вид допуска формы, в зависимости от формы заданной поверхности.
3.2. По табл.2.2 для принятого уровня относительной геометрической точности найти коэффициент формы Кф.
3.3. Определить коэффициент жесткости конструкции детали К ж.
3.4. Рассчитать допуск формы по формуле 7:
3.5. Округлить расчетное значение до стандартного по табл. В.6 или В.7
4. Выполнить эскизы деталей и соединения для заданной посадки с указанием размеров смешенным способом, шероховатости и допуска формы.
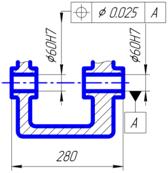
Пример выполнения практического занятия 2.4
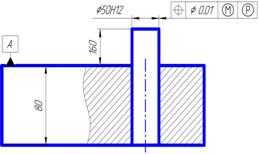
Задание: На обоих концах шпинделя установлены фрезы 11, периодически снимаемые для заточки или переналадки станка по посадке  .
.
Назначить расчетным методом параметры шероховатости и допуск формы на детали, входящие в соединение, для которого была выбрана посадка расчетным методом в практическом занятии 1.5. Выполнить эскизы деталей и соединения по выбранной посадке с указанием размеров смешенным способом, шероховатости и допуска формы.
Исходные данные для соединения по D3 (рис.А.12)
Решение
1. Выбираем уровень относительной геометрической точности В, так как шпиндель станка может работать при повышенных нагрузках, испытывая вибрации и удары.
2. Рассчитать параметры шероховатости Ra посадочных поверхностей отверстия  и вала
и вала  .
.
2.1. По табл.2.2 для уровня относительной геометрической точности В коэффициент шероховатости Кr = 0,025.
2.2. Рассчитать Ra по формуле 6.
Ra = 25 ∙ 0,025 = 0,625; Ra = 16 ∙ 0,025 = 0,4;
2.3. Округлить расчетное значение до стандартного по табл.В.1.
Ra = 0,8; Ra = 0,4
3. Рассчитать допуск формы посадочных поверхностей отверстия и вала .
3.1. Определить вид допуска формы, в зависимости от формы заданной поверхности. Для цилиндрических поверхностей может быть задан допуск цилиндричности, или допуски круглости и профиля продольногосечения. Выбираем допуск цилиндричности, контроль на координатно-измерительной машине.
3.2. По табл.2.2 для уровня относительной геометрической точности В найти коэффициент формы Кф. = 0,4
3.3. Определить жесткость конструкции детали К ж = 1
3.4. Рассчитать допуск формы по формуле 7:
Т ф = К ф Т = 0,2 ∙ 25 = 5; Т ф = К ф Т = 0,2 ∙ 16 = 3,2;
3.5. Округлить расчетное значение до стандартного по табл. В.6.
Т ф = 5 мкм, что соответствует 5 степени точности для
Т ф = 3 мкм, что соответствует 4 степени точности для  .
.
4.Эскизы деталей и соединения по показаны на рис. 2.12.
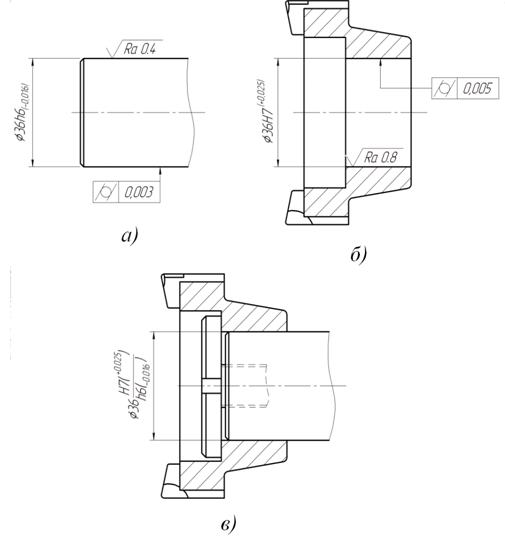
Рис 2.12. Соединение фрезы и шпинделя:
а – конец вала; б –фреза; в – сборочный узел
И БИЕНИЯ
Пример выполнения практического занятия 2.4
Задание: По заданному варианту табл. 2.11 расшифровать условные обозначения геометрических допусков данной детали.

Рис.2.15. Эскиз детали
Решение
1. Указан допуск месторасположения, допуск симметричности осей, задающих расположение поверхностей Б относительно оси отверстия А.
2. Числовое значение допуска 0,04 мм в диаметральном выражении (Т). Допуск симметричности задан для плоских поверхностей Б.
3. Базовым элементом выбрана ось отверстия А.
4. Дополнительных знаков нет.
Таблица 2.10
Примеры назначения степеней точности допусков расположения
| Квали-тет
размера
| Степень
точности
| Области применения
|
| 3¸4
| 1¸2
| Высокоточные детали прецизионных аппаратов и приборов. Направляющие прецизионных станков, шейки валов и шпиндели приборов и точных станков
|
| 4¸5
| 3¸4
| Ответственные детали особо точных машин. Шпиндели станков повышенной прочности, измерительных приборов, гидравлическая аппаратура. Направляющие станков высокой точности, приборов, приспособлений
|
| 6¸7
| 5¸6
| Точные машиностроительные детали. Посадочные поверхности валов под зубчатые колеса 5-6 степени, опорные шейки валов при n более 1000 об/мин. Направляющие поверхности станков нормальной точности, станочных приспособлений, рабочие поверхности измерительных инструментов. Торцы подшипников 5,4,2 классов. Заплечики валов и корпусов под подшипники, опорные торцы режущего инструмента, патронов, планшайб. Базовые торцы зубчатых колес
|
| 6¸8
9¸10
|
| Машиностроительные детали нормальной точности, посадочные поверхности валов и отверстий под зубчатые колеса 7-8 степени точности при числе оборотов менее 1000 об/мин. Рабочие поверхности кондукторов прессов. Торцы подшипников 0 и 6 классов, торцы крышек и заплечики под подшипники. Уплотнительные поверхности фланцев. Рабочие поверхности режущих инструментов. Базовые торцы зубчатых колес
|
| 11¸13
| 9¸10
| Детали пониженной точности, нежесткой конструкции. Детали сельскохозяйственных машин, подъемно-транспортных машин при малых скоростях вращения, детали в ручных передачах. Поверхности под прокладки, торцы крышек, свободные поверхности
|
| 12¸16
14¸17
| 11¸12
13¸16
| Поверхности низкой точности, неответственных деталей.
Поверхности низкой точности с общими допусками,
поверхности отливок, штамповок.
|
Таблица 2.11.
Варианты к практическому занятию 2.5.
| №
вари-анта
| Обозначение геометрических допусков
| №
вари-анта
| Обозначение геометрических допусков
|
|
| 
|
| 
|
|
| 
|
|

|
|
|

|
| 
|
|
| 
|
|

|
|
|
|
|
|
|
| 
|
| 
|
|
|

|
| 
|
|
|

|
| 
|
|
|
|
|

|
|
|
|
| Окончание табл. 2.10
|
|
| 
|
| 
|
|
|

|
| 
|
|
| 
|
| 
|
|
| 
|
| 
|
|
| 
|
| 
|
ПОЗИЦИОННЫЕ ДОПУСКИ, РАСЧЕТ
И УКАЗАНИЕ НА ЧЕРТЕЖАХ
Расположение осей отверстий под крепежные детали (болты, винты, шпильки, заклепки) может быть задано двумя способами:
– координатным, когда заданы предельные отклонения  L координирующих размеров;
L координирующих размеров;
– позиционным, когда заданы позиционные допуски в диаметральном выражении – Тр.
Позиционный допуск определяет номинальное расположение заданных элементов (осей отверстий). Поле допуска представляет собой цилиндр или сферу, в пределах которой может располагаться рассматриваемый элемент.
Координатный способ используется в единичном, мелкосерийном производстве, для неуказанных допусков расположения, а также в случаях, если требуется пригонка деталей, если заданы разные величины допусков по координатным направлениям, если число элементов в одной группе менее трех.
Позиционный способ более технологичный и используется в крупносерийном и массовом производстве.
Эти допуски могут быть зависимыми и независимыми (ГОСТ Р 50056-92).
Зависимый допуск имеет переменное значение и зависит от действительных размеров базового и рассматриваемого элементов. Зависимый допуск более технологичный.
Зависимыми могут быть следующие допуски расположения поверхностей: позиционные допуски, допуски соосности, симметричности, перпендикулярности, пересечение осей.
Зависимыми могут быть допуски формы: допуск прямолинейности оси и допуск плоскостности для плоскости симметрии.
 Зависимые допуски должны быть обозначены символом
Зависимые допуски должны быть обозначены символом  или текстом в технических требованиях (ГОСТ 2.308-2011).
или текстом в технических требованиях (ГОСТ 2.308-2011).
Независимый допуск имеет постоянное числовое значение для всех деталей и не зависит от их действительных размеров.
Независимые допуски используются для ответственных соединений, когда их величина определяется функциональным назначением детали.
Позиционные допуски наиболее часто используются для задания расположения осей отверстий под крепежные детали. При этом координирующие размеры указываются только номинальными значениями в квадратных рамках, так как на эти размеры не распространяется понятие «общий допуск» (рис.2.15).
Условия выбора зависимого допуска указаны в табл.2.12.
ГОСТ Р 53089-2008 устанавливает правила нанесения позиционных допусков. Позиционные допуски могут быть установлены для следующих геометрических элементов:
- точки (например, центра сферы);
- номинально прямой линии (например, оси отверстия или вала);
- номинально плоской поверхности (например, средней поверхности паза).
Основными элементами позиционного допуска являются: теоретически точные размеры, поля допусков и базы.
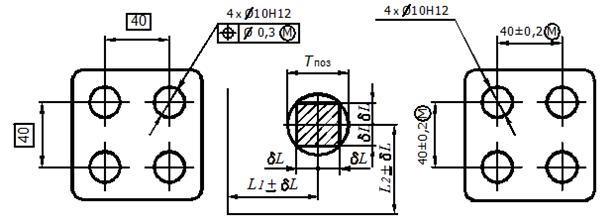
а) б) в)
Рис. 2.15. Допуски расположения для осей отверстий
под крепежные детали: а - позиционный допуск;
б – соотношение позиционного допуска и предельных отклонений
на координирующие размеры; в - предельные отклонения
На координирующие размеры
Основными элементами позиционного допуска являются: теоретически точные размеры, поля допусков и базы.
Шаблон полей допусков: Совокупность полей допусков, определяемая шаблоном теоретически точных размеров (введено впервые).
Теоретически точные размеры: линейные и/или угловые размеры, определяющие теоретически точное месторасположение геометрических элементов относительно друг друга и/или относительно баз. Теоретически точные размеры указывают без предельных отклонений и заключают в прямоугольные рамки. Согласно ГОСТ 2.308 они названы размеры, определяющие номинальное расположение.
Основное требование: позиционные допуски в совокупности с теоретически точными размерами определяют поля допусков, в пределах которых должны располагаться выявленные полные (поверхность, линия на поверхности) или выявленные производные (центральная точка, средняя линия, средняя поверхность) геометрические элементы. Поле допуска располагается симметрично относительнотеоретически точного месторасположения нормируемого элемента, задаваемого теоретически точными размерами (рис.2. 16).
ГОСТ Р 53442-2009 установил указывать на чертеже требования максимума материала знаком  , который два отдельных ограничения (допуск размера и геометрический допуск) рассматривает как одно комплексное требование.
, который два отдельных ограничения (допуск размера и геометрический допуск) рассматривает как одно комплексное требование.
Впервые понятия принцип максимума материала и предел максимума материала введены ГОСТ Р 50056-92.
По сущес