Колебаний
Диагностирование гидравлических гасителей колебаний пассажирских тележек производят методами гармонических или затухающих колебаний [9, 27].
Для задания гасителю гармонических колебаний наиболее часто применяют стенд конструкции ПКБ ЦВ, стенды типа СГ ИК-05 (предприятие – разработчик ПГУПС) и «Энга» (предприятие – изготовитель ООО НПЦ «Лада»).
Схема стенда конструкции ПКБ ЦВ представлена на рис. 1.15. В станине стенда располагается редуктор 3, соединяющий электродвигатель 1 и маховик 2 через фрикционную муфту 12 с эксцентриковым механизмом 11. На станине шарнирно укреплена плита 6 с поворотным устройством 4. Испытываемый гаситель устанавливается в зажимы стенда 7 и 10. Верхний зажим через листовую рессору 8 соединен с регистрирующим механизмом, а к нижнему зажиму крепится планшет 9. При работе стенда электродвигатель 1 приводит нижний зажим и планшет в гармоническое движение с частотой 1 Гц и амплитудой до 30 мм.
Пропорционально сопротивлению гасителя деформируется рессора 8 и поворачивается стрела регистрирующего устройства с карандашом на конце относительно планшета 9.
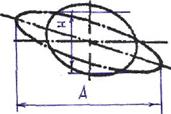
На бланке планшета записывается рабочая диаграмма, по длине и ширине которой рассчитывается параметр сил сопротивления гидравлического гасителя β.
 , (1.6)
, (1.6)
где А – длина индикаторной диаграммы, м;
m – масштаб записывающего устройства, Н/м;
n – число двойных ходов поршня гидравлического гасителя колебаний, 1/с;
Н – ширина индикаторной диаграммы, м.
По форме диаграммы определяются возможные дефекты (табл. 1.4). В таблице пунктиром изображены рабочие диаграммы исправного гасителя, а курсивом (сплошной линией) – неисправного.
Схема стенда гармонических испытаний гидравлических гасителей конструкции ПГУПС (Петербургский государственный университет путей сообщения) приведена на рис. 1.16.
Составная рама 4, состоящая из двух полос и приваренного внизу кольца, может поворачиваться вокруг буксы 8 и закрепляться тремя болтами к столбам опоры 10 в положения 0, 40, 80º к вертикали. Верхняя часть рамы крепится к нижней раме четырьмя болтами по заданной основной базе установки гасителей длиной 450 мм. Гаситель 1 крепится вдоль граней рамы верхним 2 и нижним 6 рычагами с помощью пневмозажима конусами втулок его головок.
Таблица 1.4
Виды неисправностей и формы диаграмм при испытаниях
гасителей колебаний методом гармонических колебаний
| Вид неисправности
| Форма диаграмм
| Способ устранения неисправности
|
| Увеличенный зазор между штоком и направляющей, не плотности в уплотнительных кольцах, износ поршневых колец. Механические деформации посадочных поверхностей дисков и седел.
| 
| Заменить или отремонтировать направляющую, уплотнительные кольца, поршневое кольцо. Посадочные поверхности дисков и седел притереть.
|
| Повышенная вязкость рабочей жидкости. Засорение дроссельных отверстий клапанов.
| 
| Масло слить, промыть гаситель, залить свежее масло. Прочистить дроссельные отверстия.
|
| Зазор в соединении цилиндра с корпусом нижнего клапана. Неплотное прилегание диска к седлу нижнего клапана (засорение или износ).
| 
| Заменить уплотнительное кольцо цилиндра. Гаситель промыть, посадочные места диска и седла притереть.
|
Продолжение табл. 1.4
| Вид неисправности
| Форма диаграмм
| Способ устранения неисправности
|
| Открутилась гайка корпуса, износ втулок в головках гасителя.
| 
| Подтянуть и застопорить гайку корпуса. Заменить втулки в головках.
|
| Мало масла в гасителе. Не работают клапаны. Повышенный зазор между штоками и направляющей.
| 
| Проверить сальники и уплотнительные кольца, неисправные заменить. Залить масло до нормы. Проверить работу клапанов, зазор в направляющей.
|
| Задиры на поршне и цилиндре, перекос поршня в цилиндре и штока в направляющей втулке, неправильная установка гасителя на стенде.
| 
| Проверить состояние поверхностей поршня, цилиндра, направляющей, неисправные детали отремонтировать или заменить. Установить гаситель на стенде без перекосов.
|
| Заклинивание поршня в цилиндре или штока в направляющей. Неправильная сборка гасителя.
| 
| Проверить состояние поверхностей поршня, штока, цилиндра, направляющей. Проверить качество сборки.
|
| Не затянута пружина предохранительного клапана.
| 
| Отрегулировать затяжку пружины предохранительного клапана.
|
| | | | |
Продолжение табл. 1.4
| Вид
неисправности
| Форма диаграмм
| Способ устранения
неисправности
|
| Мало масла в гасителе. Неисправен нижний клапан.
| 
| Проверить исправность сальников и уплотнительных колец, нижний клапан. Добавить масло.
|
| Засорение или неисправности верхнего клапана. Износ или излом поршневого кольца.
| 
| Клапан промыть, неровности посадочных мест притереть. Поршневое кольцо заменить.
|
Нижний рычаг 6 приводится в гармоническое угловое движение от электродвигателя (ЭД) 12 посредством клиноременной передачи 11 и эксцентрикового механизма 7. При частоте вращения вала ЭД 480/975 об/мин, скорости вращения эксцентрикового вала 8,8/17,5 с–1, рабочем эксцентриситете е = 7,75 мм задаются рабочие амплитуды скорости осей рычага 6,8 /13,5с–1 (в числителе даны амплитуды дроссельного режима испытания гидрогасителей для выявления параметров сопротивления и дефектов, а в знаменателе – клапанного режима для выявления уровня и качества ограничения усилия предохранительными клапанами).
В верхнем рычаге 2 монтируется торсион записывающего (регистрирующего) механизма 3 со штангой – трубкой 5 и карандашом на конце. От оси нижнего рычага 6 посредством тяги приводится в возвратно-поступательное движение вдоль рамы планшет 9 с бланком или лентой. Угловые движения штанги 5 с торсионом 3 верхнего рычага и линейные движения планшета 9 с осью нижнего рычага 6 воспроизводят карандашом на ленте рабочую диаграмму.
В стенде предусмотрена смена базы гидрогасителя (36, 40, 45 см), смена торсиона. Опора 10 стенда и лапы ЭД крепятся к плите 50×120×2 см, а последняя – к фундаменту шпильками (анкерами) через четыре шпалы 13. Предусмотрена также регулировка натяжения текстропных ремней. Для прокачки гидрогасителя 1 в верхнем рычаге 2 предусмотрен стопор. Стенд снабжен графопостроителем характеристик для электронного определения работоспособности гидрогасителя.
Октябрьским электровагоноремонтным заводом в Санкт-Петербурге (ОЭВРЗ) модернизирована конструкция стенда ПГУПС. Для определения параметра сопротивления гидравлический гаситель устанавливают и крепят конусными зажимами на стенде под углом, соответствующим его рабочему положению в рессорном подвешивании тележки. При этом кожух гасителя отсоединяется от верхней головки гасителя и опускается вниз.
При испытании в течение 1 мин производится прокачка гасителя (регистрирующее устройство выключается) и проверяется наличие (отсутствие) утечек масла в узлах уплотнения гасителя (между штоком поршня и корпусом, верхней манжетой и обоймой). При отсутствии утечек включается регистрирующее устройство и на бланке планшета (рис. 1.17) записывается рабочая индикаторная диаграмма гидравлического гасителя колебаний (рис. 1.18). По длине и ширине этой диаграммы определяется параметр сопротивления гасителя, а по её форме – возможные неисправности (дефекты) гидравлического гасителя.
Параметр сопротивления гидравлического гасителя колебаний при наличии индикаторной диаграммы можно определить по формуле
 , (1.7)
, (1.7)
где k – коэффициент линеаризации, равный 0,85–1,0;
ℓ, h – соответственно длина и ширина индикаторной диаграммы, мм;
Мр – масштаб регистрирующего устройства, Н/мм;
n – частота колебаний ползуна, Гц.
На рис. 1.18 размер 2 е означает ширину индикаторной диаграммы при медленном повороте маховика стенда (площадь этой диаграммы характеризует работу сил трения в подвижных соединениях гидравлического гасителя колебаний).
Стенд ООО НПЦ «Лада» (рис. 1.19) предназначен для испытания методом гармонических колебаний гидравлических гасителей колебаний типа КВЗ-ЛИИЖТ под углами установки гасителя от 0 до 90 градусов с построением рабочей диаграммы (координаты «усилие – перемещение») или скоростной характеристики (координаты «усилие – скорость»).
Стенд состоит из исполнительного модуля и пульта управления. Исполнительный модуль состоит из основания и остова портального типа. В нижней части остова размещены: мотор-редуктор силового привода, мотор-редуктор угла поворота, датчик хода, датчик угла поворота, блок управления и питания, кривошипно-шатунный механизм, устройство крепления нижней проушины (головки) испытуемого гасителя. В верхней части находится: устройство крепления верхней проушины гидрогасителя и силоизмерительное устройство. Пульт управления состоит из: стола специального, системного блока компьютера, монитора, клавиатуры управления, печатающего устройства и платы сбора информации.
Стенд работает следующим образом. С помощью клавиатуры управления запускается процесс испытания гасителя. При этом включается электродвигатель привода наклона стенда, а затем двигатель силового привода. Силовой привод приводит в движение нижнюю часть испытываемого гасителя с определенной частотой и амплитудой. Перемещение ползуна фиксируется датчиком хода, а усилия сопротивления гасителя передаются силоизмерительному устройству. Информация с датчика хода и деформация силоизмерительного устройства преобразуется в электрические сигналы, которые даются на соответствующие входы плат сбора информации. После соответствующих преобразований на мониторе отображается информация о результатах испытания гасителя.
В случае соответствия гасителя требованиям эксплуатации печать протокола испытаний происходит в автоматическом режиме.
Программой предусмотрена принудительная печать (при необходимости) протокола испытаний гасителя с любым заключением о годности гасителя.
В соответствии с приказом Федерального агентства по техническому регулированию и метрологии от 15.12.2004 г. № 106 – ст. разработано новое поколение стендов семейства СИЛ-02 с учетом требований национального стандарта РФ ГОСТ 52279-2004 «Демпферы гидравлические рельсового подвижного состава», введенного в действие с 07 января 2005 г. Стенды СИЛ-02, изготовленные на основе стенда «Энга», предназначены для испытания гидравлических демпферов, устанавливаемых в центральном и буксовом подвешивании всех видов подвижного состава, а стенды СИЛ-02-01 – для испытания гидравлических гасителей колебаний пассажирских вагонов – электропоездов метрополитена, локомотивов ВЛ-80,85, ЧМЭЗ, ЧС7, ЧС8 и т.д.
Эти стенды обеспечивают:
– испытание демпферов на дроссельном и клапанном автоматическом режимах (рис. 1.20);
– построение семейства рабочих диаграмм (координаты усилие–перемещение) демпфера (рис. 1.21);
В координатах усилие–перемещение
– построение скоростной характеристики (координаты усилие–скорость) демпфера по семейству рабочих диаграмм (рис. 1.22);
– контроль температуры демпфера и построение его температурной характеристики (в автоматическом режиме) (рис. 1.23 и 1.24);
– вывод на экран монитора протокола испытаний с отображением рабочих диаграмм, значений усилий сопротивления отбоя и сжатия, соответствующих каждой скоростному режиму, сведений о работе привода, даты и времени, номера демпфера, ФИО оператора;
– выдачу заключений о соответствии демпфера требованиям технических условий завода-изготовителя;
– контроль закона воздействия силового привода (рис. 1.25);
– хранение в памяти протоколов испытании;
– печать протоколов испытаний.
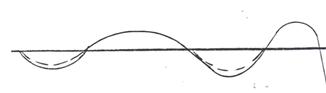
Оценку работоспособности гидрогасителей можно осуществлять методом затухающих колебаний на специальном стенде, воспроизводящем начальное амплитудное воздействие на колебательную систему с одной степенью свободы. Стенд прост по конструкции и не требует специального привода.
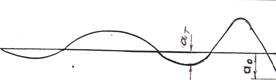
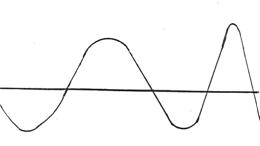
К стойке стенда шарнирно крепится рычаг с грузом на свободном конце. Записывающее устройство снабжено карандашом, соединенным с рычагом, и подвижным планшетом с грузиком. Исходное положение планшета определяется фиксатором. При силовом воздействии на рычаг, опускаемый до ограничителя, задается начальная амплитуда а 0 затухающих колебаний. При этом планшет, освобожденный от фиксатора, перемещается под действием силы тяжести грузика в направляющих, а карандаш записывает на планшете виброграмму затухающих колебаний системы (табл. 1.5).
Таблица 1.5
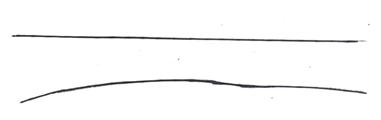
Формы виброграмм гидрогасителя: исправного
и с дефектами
| Форма виброграммы
исправного гасителя
|
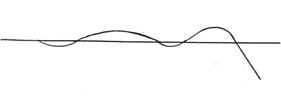
| Гидрогаситель развивает чрезмерно большие силы сопротивления: засорены дроссельные отверстия клапанов, повышена вязкость жидкости, чрезмерно прижат сальник к штоку.
|
| Гидрогаситель развивает малые силы сопротивления: недостаточный объем жидкости, повышенный износ штока и направляющей, пониженная вязкость жидкости
|

| Зазоры в узлах крепления, изношены резиновые втулки в головках,
не затянута гайка корпуса.
|
Продолжение табл. 1.5
| Ослаблен клапан в днище, преждевременно
открывается разгрузочное устройство
|

| Ослаблен клапан в поршне, преждевременно
открывается разгрузочное устройство
|
| Заклинило гаситель
|
По полученной записи и амплитуде а т конца периода колебаний определяют параметр сопротивления
 , кН · с/м (1.8)
, кН · с/м (1.8)
где k – расчетный сомножитель, имеющий постоянную величину для стенда, определяемый соотношением:
k =  , (1.9)
, (1.9)
где С, Ι0 – параметры жесткости пружины и инертности рычага с грузом;
ℓ0 – расстояние между осями шарнира и опоры рычага.
Технологический процесс диагностирования гасителей состоит из следующих технологических операций:
1. Установить гаситель на стенд.
2. Нажимая на ручки рычага с грузом, прокачать гидрогаситель 6–8 раз.
3. Прикрепить к планшету бумагу. Бумага к планшету должна быть плотно прижата магнитными державками.
4.Установить карандаш в фиксатор (он должен прижиматься к бумаге на планшете, но не препятствовать перемещению планшета под действием силы тяжести подвеса).
5. Установить планшет в исходное положение. Фиксатор зафиксирует планшет.
6. Нажать руками плавно на рукоятки груза до упора рычага в ограничитель и резко отпустить рычаг с грузом. Рычаг с грузом совершает свободные колебания. При первом перемещении его вверх толкатель, установленный на рычаге, должен поднять фиксатор планшета. При перемещении планшета под действием силы тяжести подвеса на бумаге карандашом записывается виброграмма свободных колебаний рычага с грузом. Испытания проводятся 3 раза.
7. Определить техническое состояние и работоспособность гасителя.
По записанной виброграмме и табл. 1.5 определяют техническое состояние гасителя, для чего замеряют амплитуду колебаний после первого периода «а т», по табл. 1.6 определяют параметр сопротивления гасителя. Если форма виброграммы соответствует нормальному виду (см. табл. 1.5), а параметр сопротивления находится в расчетных пределах (90–120 кНс/м при деповском ремонте и 75–125 кНс/м при ТО-3), то гаситель признается годным к эксплуатации.
8. Занести виброграмму с параметром сопротивления в журнал отремонтированных гасителей.
Таблица 1.6
Значения параметров сопротивлений гасителей колебаний
(при исходной амплитуде а 0 = 31 мм)
| а т, мм
|
| 4,5
|
| 5,5
|
| 6,5
| 6,7
|
| 7,5
|
| 8,3
| 8,5
|
| 9,5
|
| β, кН·с/м
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| а т, мм
|
| 10,5
|
| 11,5
|
| 12,5
|
| 13,5
|
| 14,5
|
|
| 16,5
|
|
| β, кН·с/м
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| а т, мм
| 17,5
|
| 18,5
|
| 19,5
|
| 20,5
|
| 21,5
|
| 22,5
|
| 23,5
|
| β, кН·с/м
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Для оценки надежности, технического состояния гидравлических гасителей колебаний в экстремальных условиях (неравномерное, пульсирующее давление масла, действие поперечных сил, различные варианты сопряжения контактирующих поверхностей) проводятся стендовые ресурсные испытания. Стенд, представленный на рис. 1.26, состоит из двух коромысел 2, регулирующей тяги 3, поворотной тяги 4, регулирующей шайбы 5, электродвигателя 6, рамы 7, редуктора 8, эксцентрика 9, двух подвижных шарниров 10.
Испытываемый гаситель устанавливается на стенд под таким же углом, как в эксплуатации. Ресурсные испытания проводятся при нагрузках и частотах, превышающих на 20–40 % наибольшие эксплуатационные значения этих параметров, при скоростях движения до 200 км/ч, при различных температурных и аэродинамических условиях эксплуатации, при воздействии сильной ветровой нагрузки, осадков в виде снега, пыли, камнепадов, при эксплуатации на путях со сложным профилем и т.д. Ресурсные испытания гидравлических гасителей проводят на заводах – изготовителях, предусматривают форсированный режим эксплуатации, а испытания после капитальных и деповских ремонтов должны дать представление об уровне ремонтопригодности гасителей и качества проведенных ремонтных работ.
Диагностирование дизелей
Дизель рефрижераторного подвижного состава, как объект диагностирования представляет собой сложную систему. Износ деталей основных механизмов (кривошипно-шатунного и газораспределительного) влияет на рабочий процесс, вызывает недопустимое увеличение зазоров в сопряжениях.
В наиболее тяжелых условиях работают детали шатунно-поршневой группы (ШПГ). По мере изнашивания гильз, канавок поршней, постепенной потери упругости поршневых колец прорыв газов в картер резко увеличивается. При предельном износе деталей ЦПГ количество прорывающегося в картер газов увеличивается в 3–4 раза, что влечет за собой усиленное сгорание масла. Изнашивание маслосъемных колец приводит к большому расходу картерного масла на угар.
Одним из основных критериев оценки состояния цилиндропоршневой группы (ЦПГ) являются зазоры в замках компрессионных колец.
Потерю работоспособности ЦПГ устанавливают по косвенным диагностическим параметрам:
– недопустимой длительности пуска дизеля;
– угару масла;
– количеству прорывающихся в картер газов.
Под воздействием больших знакопеременных нагрузок работают детали кривошипно-шатунного механизма. Основной параметр, влияющий на работоспособность сопряжений коленчатого вала с шатунными и коренными вкладышами, – радиальный зазор. С его увеличением нарушаются условия жидкостного трения, возрастают динамические нагрузки. Давление в магистрали дизеля снижается, так как облегчается протекание масла через увеличенные зазоры подшипников коленчатого вала. При этом ухудшается смазка гильз цилиндров, поршней, колец.
Зазоры в коренных и шатунных подшипниках коленчатого вала, между поршневым пальцем и втулкой головки шатуна, тепловой зазор в клапанном механизме диагностируются по структурным параметрам, по герметичности сопряжений, контролируемых по давлению в системе смазки.
Перемещение деталей на величину зазора в контролируемом сопряжении осуществляется с помощью компрессорно-вакуумных установок.
В процессе эксплуатации дизеля изнашиваются и все трущиеся пары механизма газораспределения. Вследствие износа рабочих фасок клапанов и гнёзд головок цилиндров, недопустимого уменьшения теплового зазора между стержнем клапана и бойком коромысла нарушается плотность прилегания клапанов к гнездам, снижается компрессия в цилиндрах, а при протекании через неплотности газов фаски клапанов быстро обгорают. При указанных неисправностях наблюдаются трудный пуск дизеля, перебои в работе цилиндров, дымность выхлопа.
Таким образом, оценить техническое состояние дизеля возможно:
– по герметичности рабочих объемов;
– по функциональным параметрам сборочных единиц;
– по структурным параметрам.
Для диагностирования дизеля используются следующие технические средства (из опыта работы Дорожной лаборатории диагностики депо Предпортовая Октябрьской железной дороги):
– пневмодиагностическое устройство (ПДУ), состоящее из компрессорно-вакуумной установки (КВУ), расходомеров, дифференциального тягонапоромера, прибора для определения технического состояния ЦПГ, приспособления с индикатором часового типа для замера зазора между поршневым пальцем и втулкой головки шатуна, приспособления для замера осевого разбега в опорно-упорном подшипнике коленчатого вала;
– вспомогательные приспособления (запорно-распределительная плита, полуавтоматический пульт управления, манометры, газосчетчики).
На рис. 1.27 приведена схема подключения механических средств технической диагностики к дизелю 4 NVД-21.
Ниже приведены технические характеристики наиболее важных узлов пневмо-диагностического устройства.
Техническая характеристика компрессорно-вакуумной установки:
| Рабочее давление, МПа
| 0,65
|
| Рабочий вакуум, МПа
| 0,075
|
| Мощность электродвигателя, кВт
| 4,0
|
| Производительность компрессора, м3 /ч
| 30,0
|
| Объем рабочего баллона, л
| 78,0
|
| Габариты, мм
| 1200×850×1600
|
Техническая характеристика дифференциального тягонапоромера ДТНИПКр:
| Класс точности
| 2,5
|
| Пределы измерений, мм вод. ст
| (200–400)
|
| Прибор работает при температуре от О до 60 ºС и относительной влажности до 100 % при температуре 50 °С.
|
Техническая характеристика прибора К-69М:
| Предел и единица измерения утечки воздуха, %
| от 0 до 100
|
| Абсолютная погрешность измерения в диапазоне 30–80 % утечек, %
|
|
| Расчетное рабочее давление воздуха, поддерживаемое редуктором, МПа
| 0,16
|
| Максимальный расход воздуха, не более, м3 /ч
| 2,5
|
Техническая характеристика барабанного газосчетчика
(с жидкостным затвором) типа, ГСБ-400
| Класс точности, %
|
|
| Цена наименьшего деления шкалы, дм3
| 0,02
|
| Номинальный расход газа, проходящего через
счетчик, м/ч
|
0,4
|
| Рабочее давление измеряемых газов не более,
мм вод. ст.
|
|
| Рабочая температура газа и окружающей среды, °С
| 10–35
|
| Масса газосчётчика, кг
| 6,6
|
Диагностика дизелей производится в два этапа:
– по функциональным параметрам;
– по элементному диагностированию отдельных узлов (локальная диагностика).
При функциональной диагностике определяют общее состояние цилиндропоршневой группы по расходу газов, прорывающихся в картер дизеля. Расход газов измеряют на «Информативном» режиме: дизель работает на «холостом» ходу при 750 об/мин, температуре охлаждающей воды в пределах 60–65 ºС. Расходомер подключают к сапуну дизеля вместо вентиляционного уравнительного патрубка. Если прорыв газов в картер составляет 30 л/мин и более, то выявляют неисправный цилиндр или группу цилиндров – источник прорыва газов.
Оценку состояния кривошипно-шатунного механизма производят по величине давления смазочного масла в конце масляной магистрали. «Информативный» режим дизеля обеспечивается постепенным заворачиванием редукционного клапана до получения в системе давления не ниже 0,5 МПа. Если при полностью нагруженном клапане давление в системе ниже 0,5 МПа, то проверяют исправность узлов системы, устраняют неисправности и после сборки повторяют контроль. Если после сборки давление в системе смазки ниже 0,5 МПа, то дизель полностью разбирается с выемкой коленчатого вала для осмотра и ремонта (при необходимости – замены).
Общее состояние дизеля оценивается методом прослушивания. Уровень шумов и стуков определяют с помощью наушников электронного малогабаритного стетоскопа (ЭМС), а уровень вибрации – по шкале прибора – индикатора ЭМС. С помощью пьезоэлектрических датчиков, устанавливаемых в различные точки дизеля, и по показаниям ЭМС определяют неисправные узлы.
Локальную диагностику осуществляют при неработающих дизелях. При этом проверяют:
– герметичность камеры сгорания;
– степень износа отдельных цилиндров;
– плотность посадки рабочих клапанов и зазоры в верхних и нижних подшипниках шатунов.
Диагностическая информация поступает в информационный блок. Документы разделяют на два уровня:
– диагностические карты (рис. 1.28);
– сводные данные по результатам диагностирования дизелей и сводные карты микрометража, проводимые на каждом 10-м дизеле инструментальными методами.
В настоящее время для оценки технического состояния механических, электромеханических устройств широко используются виброакустические методы и технические средства. Известны диагностические комплексы (третье поколение их выпущено в 2000 году) «Прогноз-1» Центра внедрения новой техники и технологий «Транспорт» г. Омск и «Вектор-2000» производства ООО «Ассоциации ВАСТ» в г. Санкт-Петербурге. Эти комплексы нашли применение в практике локомотивного хозяйства при диагностировании механических и электрических систем локомотивов (колесно-моторных и колесно-редукторных блоков, подшипников качения и скольжения, валов (роторов), соединительных муфт, шестерен, обмоток и коллекторов электрических машин). При этом обнаруживаются и идентифицируются дефекты, возникающие во вращающихся узлах на этапах сборки, монтажа и эксплуатации.
В механических системах на разной стадии развития дефектов используются разные методы вибрационной диагностики. В первую очередь это касается частотных диапазонов контролируемой вибрации, в которых наиболее отчетливо выявляются зарождающиеся, развитые и аварийно-опасные дефекты. Жизненный цикл любого элемента (узла) в механическом оборудовании можно разделить на четыре основных этапа – приработки, бездефектной эксплуатации, развития одиночных дефектов и деградации (ускоренного развития цепочек дефектов).
На первом этапе идет приработка элементов в составе машины, и выявляются только скрытые дефекты изготовления. Снизить их количество можно, повышая качество пооперационного и выходного контроля. На втором этапе в условиях бездефектной эксплуатации машины происходит только естественный износ ее элементов. На третьем этапе появляются отдельные дефекты, многие из которых в процессе дальнейшей работы могут уменьшаться и даже исчезать (наклеп или выкрашивание металла с поверхности качения, которые впоследствии в результате «холодной накатки» могут загладиться, а поверхностный прочный слой металла – восстановиться). Но именно на этом этапе, если требуется долгосрочный прогноз состояния узла, необходимо обнаруживать зарождающиеся дефекты. И, наконец, четвертый этап характеризуется быстрым развитием цепочки дефектов, порождающих друг друга. В конце этого этапа происходит отказ узла и машины в целом.
Обнаружить последний этап жизненного цикла узла (машины) и предупредить его отказ – это задача систем защитного мониторинга (системы аварийной защиты) машины.
Существует несколько правил, использование которых позволяет оптимальным образом создавать и использовать системы мониторинга и диагностики технических систем. Первые три правила – общие для всех видов технической диагностики – выглядят следующим образом:
а) система защитного мониторинга (аварийной защиты) должна использовать каналы непрерывного измерения всех контролируемых величин и принимать решение об остановке машины в считанные доли секунды, система защитного мониторинга должна строиться на базе данных измерений низкочастотной вибрации машины, для возбуждения которой нужны значительные колебательные силы, сопровождающие появление развитых дефектов;
б) система глубокой диагностики и долгосрочного прогноза состояния должна обеспечивать обнаружение всех потенциально опасных дефектов на стадии зарождения и идентифицировать вид каждого дефекта; так как разные дефекты имеют разную скорость развития, системы глубокой диагностики должны обеспечивать обнаружение зарождающихся дефектов в первую очередь по высокочастотной вибрации, для возбуждения которой в ближней к дефекту зоне не нужны значительные колебательные силы;
в) при невозможности обнаружения каких либо видов дефектов задолго до аварийной остановки машины особо важные объекты диагностики следует контролировать обоими видами систем.
Первый эффективный метод диагностики механических систем по высокочастотной вибрации был запатентован шведскими специалистами в 1968 году (Патент США № 3482663). Это так называемый метод «ударных импульсов», основанный на обнаружении вибрации, возбуждаемой одиночными микроударами, возникающими в результате разрыва масляной пленки в подшипниках качения. В дальнейшем он получил развитие и в методе «акустической эмиссии», обеспечивающем регистрацию одиночных и групповых микроударов, возникающих в процессе образования микротрещин в нагруженных конструкциях.
Второй эффективный метод диагностики механических систем по высокочастотной вибрации предложили в 1979 году разработчики «ВЕКТОР-2000» (авторское свидетельство № 868416), работавшие в те годы в судостроительной промышленности. Метод получил название «метод огибающей», а основан он на анализе колебаний мощности высокочастотной вибрации (шума), возбуждаемой силами механического, гидродинамического или аэродинамического трения.
В диагностических комплексах «Вектор-2000» и «Прогноз-1» использован метод огибающей, а параллельно со спектром огибающей высокочастотной вибрации измеряется спектр низкочастотной и среднечастотной вибрации узлов колёсно-редукторных блоков. Анализ спектров среднечастотной вибрации является наиболее эффективным методом определения величины средних дефектов, так как на средних частотах вибрация дефектных узлов наиболее сильно отличается от вибрации бездефектных узлов в тех случаях, когда дефекты становятся необратимыми и создают колебательные силы, недостаточные для возбуждения вибрации всей машины, но уже достаточные для возбуждения заметной вибрации дефектного узла.
Дефекты механических передач, в частности зубчатых колес и зацеплений, можно разделить на следующие основные группы:
– дефекты отдельных зубьев шестерни (сколы, трещины, отсутствие зуба);
– дефекты зацепления зубьев (увеличение или уменьшение зазора, бой шестерен, осевой сдвиг и т.п.);
– дефекты вала (бой вала с шестерней, радиальный сдвиг вала в опорах вращения и т.п.).
Практически все из указанных групп дефектов обнаруживаются на начальной стадии развития по высокочастотной вибрации подшипников зубчатой передачи. Основным признаком дефектов является появление динамических нагрузок (в том числе ударных), на подшипники передачи с частотами, характеризующим вид каждого из дефектов на каждой из шестерен зубчатой передачи. По изменению свойств сил трения в подшипниках передачи не только обнаруживается, но и конкретизируется вид дефекта. Величина развитых дефектов определяется по росту уровня и параметра модуляции соответствующих составляющих низкочастотной вибрации передачи в целом.






