Судоремонтные предприятия
Предприятия, проводящие ремонт судов и их оборудования, называют судоремонтными предприятиями. Они выполняют ремонтные работы, обеспечивающие нормальное техническое состояние судов в период эксплуатации.
В зависимости от категории ремонта и типа судов, а также от устройства и оборудования цехов судоремонтные предприятия делятся на судоремонтные заводы, судоремонтные мастерские и ремонтно-эксплуатационные базы. Особое место занимают суда-мастерские.
Каждое судоремонтное предприятие представляет собой комплекс промышленных сооружении и оборудования. Оно должно иметь необходимую территорию, акваторию водного района основные и вспомогательные цехи, судоподъемные сооружения, энергетическое, складское и транспортное хозяйство и др.
На территории предприятия располагаются все промышленные сооружения. Территория должна иметь достаточную причальную линию для расстановки судов и размещения производственных, заготовительных и вспомогательных цехов.
К группе производственных цехов относятся: механический, слесарно-монтажный, корпусно-котельный, деревообрабатывающий, электроремонтный, трубомедницкий, судоподъемный, малярно-такелажный. В группу заготовительных цехов входят литейный, кузнечный и лесопильный. К группе вспомогательных цехов относятся инструментальный и ремонтный.
Производственные цехи выполняют работы непосредственно по ремонту флота, обрабатывают заготовки и полуфабрикаты, которые поступают из заготовительных цехов. Детали механизмов и при необходимости новые изделия изготовляют в механическом цехе. Слесарные работы по пригонке, сборке, регулировке н опрессовке деталей, узлов или механизмов производят в слесарно-монтажном цехе. Работы по ремонту корпусов судов и паровых котлов выполняет корпусно-котельный цех. Ремонт и изготовление деревянных частей корпуса и надстройки, мебели и оборудования производит деревообрабатывающий цех. Ремонт судового электро и радиооборудования выполняют в электроремонтном цехе. В трубомедницком цехе ремонтируют судовые трубопроводы и подшипники. Подъем судов для ремонта на слип, в доки или па берег обеспечивает судоподъемный цех.
Из заготовительных цехов литейный обеспечивает изготовление литья, кузнечный - изготовление поковок, а лесопильный цех производит распиловку круглого леса и его сушку,
Вспомогательные цехи обеспечивают нормальную производственную деятельность основных и заготовительных цехов.
Эллинг - это береговое сооружение, состоящее из наклонной береговой площадки, рельсовых путей на ней, частично уходящих в воду, и тележек, передвигающихся по рельсам. После подъема на эллинг судно не может быть перемещено вдоль береговой полосы.
В отличие от эллинга, слип позволяет не только поднимать судно из воды, но и перемещать его вдоль берега по уложенным для этого рельсовым путям. Слип используют для одновременного подъема и ремонта нескольких судов. По наклонным рельсовым путям электролебедки поднимают суда, переводят их на самоходные тележки и перемещают вдоль берега. - '
Плавучий док - это сооружение, позволяющее производить вертикальный подъем и опускание судов. Плавучесть и подъемная сила дока достигаются с помощью балластных и сухих отсеков. Для подъема судна балластные отсеки заполняют водой и док затопляют. Судно вводят внутрь дока и устанавливают над затопленными понтонами. Насосами откачивают воду из отсеков понтонов, док всплывает, а поднимаемое судно садится на кильблоки дока и вместе с ним всплывает.
Сухой док - береговое сооружение, представляющее собой котлован прямоугольной формы, отделяемый от акватории водонепроницаемыми воротами. Через кингстоны вода заполняет док. Открывают ворота в док, вводят судно, ворота закрывают. Воду из дока откачивают, и судно садится на заранее подготовленные кильблоки и клетки.
Наиболее крупные предприятия — судоремонтные заводы. Они имеют полный комплекс оборудования основных и вспомогательных Цехов, механизированные, устройства для подъема судов на берег и демонтажа их на плаву у причала завода и выполняют работы по большому ремонту судов.
Судоремонтные мастерские не имеют механизированных устройств для подъема судов нас берег и располагают достаточно развитыми цехами лишь одной из трех основных групп (корпусной, деревообделочной или механической), входящих в общий комплекс судоремонтного предприятия. Поэтому судоремонтные мастерские используются преимущественно для малого ремонта грузовых судов.
Ремонтно-эксплуатационные базы флота представляют собой хозрасчетные транспортно-промышленные предприятия, специализирующиеся по видам ремонта судов.
Быстрый рост морского, промыслового и речного транспорта вызывает необходимость в применении подвижных судоремонтных баз — судов-мастерских. Мастерские общего назначения используют для ремонта корпуса и механизмов крупных, средних и мелких судов, а также судов специального назначения. Специализированные плавучие мастерские служат для ремонта отдельных видов оборудования: главных двигателей, специальных устройств, средств связи и радиолокации.
Плавучие: мастерские представляют собой несамоходные или тихоходные суда (скоростью 7-9 уз), имеющие собственную электростанцию для работы оборудования, все необходимые производственные цехи и технологическое оборудование, а также жилые, служебные и складские помещения.
ЛЕКЦИЯ №3
ОСНОВНЫЕ ПОЛОЖЕНИЯ ТЕХНОЛОГИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВА
1. Разработка технологической документации для планирования
и подготовки производства
Судомонтажные, как и все другие судовые работы, проходят технологическую подготовку. Задача технологической подготовки производства сводится к своевременной и полной разработке технологической документации, а также к проектированию и изготовлению технологической оснастки.
Разработка технологической документации для строительства новых судов производится в два этапа: в ЦКБ (Центральное конструкторское бюро) с участием технологов судостроительного завода на стадии разработки технического проекта судна и на заводе по мере выпуска рабочих чертежей.
На стадии технического проектирования разрабатывают основные положения по технологии постройки судна, которые определяют: метод постройки корпуса и разбивку его на секции и блоки; разбивку на технологические этапы и комплекты; составление ведомости кооперированных поставок и вновь проектируемых механизмов и оборудования; перечень механизмов, поставляемых в агрегатированном виде; проектные нормы расхода материалов и полуфабрикатов; схемы или способы погрузки и выгрузки (при ремонте) механизмов и др.
В период выпуска рабочих чертежей технологи завода, исходя из производственных возможностей и специализации цехов, распределяют работы между ними, устанавливая в производственных нарядах на работу или других документах перечень и последовательность операций, их трудоемкость. Определяют также удельное значение (долю участия) каждого цеха в общем объеме работ по судну.
Для управления, планирования и организации производства отдел главного технолога завода разрабатывает ряд графиков, основные из которых — технологический, генеральный и график подготовки производства.
Технологический график — основной документ, определяющий все этапы строительства судна. Он содержит общие указания по строительству судна, схему разбивки корпуса на секции, рабочую схему формирования корпуса, таблицу удельных значений и распределения трудоемкости между цехами, перечень работ по этапам постройки, таблицу участия в постройке рабочих по цехам и специальностям, ведомость контрагентских поставок комплектующего оборудования, таблицу платежных этапов.
Генеральный график постройки составляют для головного судна, когда его строительство связано с большой организационно-технической подготовкой. В нем укрупненно определяют все основные этапы, мероприятия и сроки подготовки и постройки судна. Назначают сроки конструкторской, технологической и организационно-технической подготовки производства, а также сроки обеспечения материалами и комплектующим оборудованием. Генеральный график определяет сроки закладки судна, спуска на воду, испытания и сдачи его заказчику.
График подготовки производства разрабатывается тогда, когда судостроительному заводу поручено строительство новой серии судов. В графике перечисляют следующие этапы подготовки производства:
- конструкторский — определение сроков поставки технической документации и рабочих чертежей;
- технологический — разработка технологической документации, освоение новых видов оснастки, приспособлений, инструмента;
- опытные работы - отработка отдельных головных образцов оборудования, механизмов, арматуры;
- макетирование — изготовление в натурном виде или масштабе отсеков, наиболее насыщенных механизмами и трубопроводами;
- материально-техническая подготовка — установление номенклатуры, сроков поставок материалов и оборудования;
- организационно-технический — создание новых участков производства, подготовка стапелей и мест стоянки судна на плаву;
- строительство и ввод в эксплуатацию новых производственных мощностей, новых зданий и сооружений, нового кранового оборудования и транспортных средств, технологического оборудования для новых производственных участков и др.
2. Основные виды технологической планово-учетной документации, применяемой в судостроении и судоремонте
В ходе планово-технологической подготовки на основании нормативных документов или инструкций разрабатываются типовые технологические процессы для таких видов работ, как изготовление труб для различных систем, монтаж арматуры и приводов к ней, монтаж систем и трубопроводов, вспомогательных механизмов и др.
Работа каждого предприятия характеризуется производственным процессом, охватывающим как методы изготовления и обработки, сборки и монтажа механизмов, так и методы контроля качества, транспортировку материалов и изделий, хранение продукции, операции по кооперированным поставкам и т. д. Частью производственного процесса, непосредственно связанной с изменением свойств материалов, формы и размеров деталей и их взаимного расположения, является технологический процесс.
В технологическом процессе подробно перечисляют операции и последовательность их выполнения, указывают пооперационную трудоемкость, технологическую оснастку, а также требования, предъявляемые к качеству выполнения отдельных операций и к монтажу механического оборудования в целом.
Технологический процесс монтажа должен удовлетворять требованиям новой техники по механизации трудоемких операций. Однако при механизации технологического процесса следует всегда исходить из экономической целесообразности. Предусматривая технологическую оснастку в проектируемом технологическом процессе, нужно учитывать ее стоимость и окупаемость.
Четкая система производственного планирования и учета, а также материально-технического снабжения при серийной постройке судов достигается созданием необходимой планово-учетной документации, к которой относятся: таблица платежных этапов, ведомости технологических комплектов, комплектации изделий для цехов верфи, изделий, поставляемых цехами машиностроения, подетальных норм, специфицированных норм расхода материалов, график поставки контрагентского оборудования.
Применяемая в настоящее время конструкторско-технологическая и планово-учетная документация при ремонте серийных судов весьма разнообразна и многочисленна; на каждом судоремонтном заводе разрабатывается документация применительно к конкретным условиям. Основная рабочая документация — это типовая ремонтная ведомость (ТРВ), ведомость специфицированных норм расхода материалов и ведомость комплекта поставляемых, изделий.
Типовая ремонтная ведомость разрабатывается заблаговременно до постановки судна в ремонт. Основанием для разработки ТРВ служат ремонтные ведомости заказчика, опыт предыдущих ремонтов, изучение износов машин и механизмов и судна в целом. Обычно ТРВ содержит номер технологического комплекта, номер сборочного или монтажного чертежа или технических условий (ТУ); перечень работ по механизму (по отдельным его узлам). В ведомости указывают также цех-исполнитель, специальность рабочих, трудоемкость, расценки, марку, размеры, единицу измерения и количество материала.
Ведомость специфицированных норм расхода материалов составляется на основании ТРВ для каждого вида ремонта по каждому механизму и содержит подробную характеристику потребного материала, общую норму его расхода, разбивку ее по цехам, стоимость единицы материала и общую стоимость.
Ведомость комплекта поставляемых изделий также составляется на основании ТРВ для каждого вида ремонта по каждому механизму. Она содержит название и характеристику каждого изделия, количество изделий на ремонтируемую единицу, стоимость единицы изделия и общую, указания завода-поставщика.
Все три ведомости дают возможность определить объем работ по каждому виду ремонта и заблаговременно заказать необходимые материалы, арматуру, приборы и другие изделия для ремонта механизма.
ЛЕКЦИЯ №5
Виды ремонта судов
Под ремонтом судна подразумевают работы, выполняемые для устранения неисправностей и повреждений его корпуса, механизмов, судовых устройств и систем с целью поддержания их в нормальном для эксплуатации техническом состоянии и предупреждения преждевременного износа оборудования.
В зависимости от причин дефектов и объема требуемых работ ремонт судов разделяют на планово-предупредительный (ППР), восстановительный, аварийный и поддерживающий. Под планово-предупредительным ремонтом судов понимают такую систему ремонта, при которой каждое судно после определенного периода эксплуатации независимо от своего технического состояния подвергается заранее установленному виду (категории) ремонта.
Для судна в целом системой ППР предусмотрено две категории ремонта - малый и большой.
Малый ремонт судна проводят через два года. Его цель — обеспечить исправное техническое состояние судна на эксплуатационный период до следующего планового ремонта. Работы по малому ремонту выполняют как в заводских условиях, так и без вывода судна из эксплуатации. Они включают очистку и окраску корпуса, устранение неплотностей, мелких повреждений и деформаций отдельных элементов и т. п. Малый ремонт не исключает также работ капитального характера — в частности, замену отдельных механизмов, узлов и элементов судна, если продолжительность их ремонта в цеховых условиях меньше времени, необходимого для ремонта непосредственно на судне.
Большой ремонт является периодическим ремонтом, выполняемым в сроки, установленные «Положением о ремонте судов» Министерства морского флота. При большом ремонте производят работы по восстановлению технико-эксплуатационных характеристик и поддержанию исправного технического состояния судна до следующего планового ремонта. Период между двумя большими ремонтами составляет, как правило, 6-8 лет. Большой ремонт включает капитальный ремонт, а также необходимый текущий ремонт механизмов, узлов и элементов судна. На это время судно выводят из эксплуатации.
Системой ППР для отдельных механизмов, комплектов, узлов и элементов судна установлены две категории ремонта: текущий и капитальный.
В задачу текущего ремонта судовых механизмов входит устранение мелких дефектов. Он включает разборку механизмов и машинного оборудования, пригонку отдельных деталей и узлов, проверку и восстановление монтажных зазоров и т. д.
Капитальный ремонт механизмов или отдельных узлов, предусматривает восстановление их технико-эксплуатационных характеристик. В период этого ремонта можно производить замену изношенных механизмов и устройств новыми стандартными механизмами и устройствами с более высокими технико-экономическими и эксплуатационными показателями.
Иногда при ремонте ряда изделий выполняют некоторый объем промежуточных работ, частично входящих в текущий и частично в капитальный. Поэтому введена категория промежуточного ремонта, названного средним ремонтом.
Введение среднего ремонта целесообразно для тех изделий, ремонт которых может быть выполнен непосредственно силами судоремонтного предприятия.
В межремонтные сроки действует система планово-предупредительных осмотров (ППО) и периодических освидетельствований органами технического надзора, что позволяет своевременно выявить дефекты и принять срочные меры для их устранения, чтобы предупредить поломку или аварию механизма, а также накопить данные для составления ремонтной документации.
Помимо рассмотренных выше видов планово-предупредительного ремонта, в ряде случаев необходимо проведение внеплановых восстановительного, аварийного и поддерживающего ремонтов.
ЛЕКЦИЯ №6
И СУДОРЕМОНТНЫХ РАБОТАХ
ЛЕКЦИЯ № 10
И долговечности деталей
Важнейшим фактором, определяющим срок службы и износостойкость деталей механизмов, является физическое состояние их поверхностного слоя, зависящее от физико-механических свойств материала, шероховатости поверхности, способов обработки и нанесения покрытий.
Точностью обработки называют степень соответствия геометрической формы и размеров изготовленной детали геометрической форме и размерам, указанным в чертеже. В результате нарушения технологического процесса при обработке деталей и их износа при эксплуатации возможны искажения геометрических поверхностей. В поперечном сечении могут возникать овальность (эллиптичность) — отклонение, при котором диаметры в поперечном сечении в различных направлениях неодинаковы, и огранность - многогранное сечение, контур которого вписывается в окружность. В продольном сечении могут быть бочкообразность - непрямолинейность образующих, при которой диаметры поперечных сечений возрастают от краев к середине; вогнутость - непрямолинейность образующих, при которой диаметры поперечного сечения увеличиваются от середины к краям; и конусность - непараллельность образующих в продольном сечении. Чтобы оценивать величину. допустимых отклонений, ГОСТ устанавливает 11 классов точности.
1-й класс характеризует обработку деталей измерительного инструмента, топливной аппаратуры и др.; 2-й класс - обработку шеек валов, деталей топливных и масляных насосов; 3-й класс - обработку рабочих поверхностей втулок цилиндров и поршней; 4-й класс - обработку деталей двигателей и вспомогательных механизмов. Остальные классы определяют более грубую обработку.
Шероховатость (чистоту обработки) поверхности характеризуют 14 классами, которые разделены на три группы. Первая группа: 1-4-й классы (грубо обработанные поверхности); вторая группа: 5-12-й классы; третья группа: 13-14-й классы.
Чтобы повысить точность и улучшить шероховатость деталей судовых механизмов, применяют различные способы тонкой и доводочной обработки. К ним относят тонкое точение, тонкое шлифование, хонингование, отделочное шлифование (суперфиниш), притирку и другие.
Высокоточным процессом отделки поверхностей является притирка. Она позволяет получить чистоту поверхности от 11 до 14-го класса и точность выше 1-го класса. Притирку производят вручную на плоских притирах (плитах, дисках и т. п.) или на станке с закреплением притира в цанговом патроне, навернутом на шпиндель станка. Притиры изготовляют в виде пробок, разрезных колец или брусков. Перечисленные методы обеспечивают получение точных размеров деталей и высокое качество обработки сопрягаемых поверхностей, повышая их износостойкость и долговечность.
Основные причины сокращения эксплуатационного срока и долговечности деталей машин - износ поверхности и коррозия металла. Для повышения сопротивляемости деталей износу необходимо, чтобы их поверхностный слой был прочным, хорошо противостоял усталостным напряжениям, отличался способностью хорошо удерживать смазку, а также чтобы обеспечено было наивыгоднейшее соотношение твердости поверхностей сопрягаемых трущихся пар.
Для упрочнения и повышения износостойкости деталей судовых механизмов применяют следующие методы обработки:
- механический - получение поверхностного наклепа специальными инструментами (обработка наружных и внутренних поверхностей деталей шариками или роликами, вставленными в специальные оправки; дробеструйный метод и т. д.);
- термический и химико-термический — обычная закалка изакалка токами высокой частоты (т. в. ч.), отпуск, отжиг, нормализация, цементация, обработка деталей холодом и др.;
- гальванический - нанесение тонкого слоя более прочного металла на поверхность детали электролизом.
Для предохранения металла деталей от коррозии применяют металлические и неметаллические покрытия. Металлические покрытия — защита детали от коррозии нанесением тонкого слоя металла, стойкого к воздействию данной эксплуатационной среды. Неметаллические покрытия — краски, лаки, смазка, эмали, смолы, резина, пластмассы и т. д. Выбор вида неметаллического покрытия поверхности детали зависит от условий ее эксплуатации в узле, узла в механизме, а также от характера воздействия окружающей среды.
ЛЕКЦИЯ №11
Подготовка монтажных баз
Качество монтажа судового механического оборудования и его трудоемкость в значительной мере определяются правильным выбором монтажных баз и способами их подготовки.
При монтаже судового механического оборудования рассматривают две координатные системы: неподвижную и подвижную. Первая непосредственно связана с корпусными конструкциями и включает в себя диаметральную (ДП) и основную (ОП) плоскости судна (см. рис.1). Во вторую входят поверхности, принадлежащие монтируемому механизму. Таким образом, задачей базирования судового механического оборудования является совмещение подвижной координатной системы с неподвижной.
Монтажной базой называется совокупность поверхностей, линий и точек, определяющих положение механизма на судне. Различают общую и местную монтажные базы. Общая монтажная база - совокупность поверхностей, линий и точек, относящихся к корпусным конструкциям: ДП, ОП, опорная поверхность фундамента, теоретические линии судна, центровые риски фундамента, плазовые точки на переборках.
Местная монтажная база - совокупность поверхностей, линий и точек, относящихся к устанавливаемому механизму: опорная поверхность механизма, его центровые риски, определяющие оси валов и т. д.
Подготовка монтажной базы включает в себя следующие операции: проверку положения фундамента на основе технических требований отраслевой нормали на установку механизма; контроль конструкции фундамента; обработку опорной поверхности фундамента; ее консервацию и закрытие предохранительными щитами, если установка механизма по каким-либо причинам откладывается; снятие щитов и расконсервация поверхности при продолжении работ по монтажу.
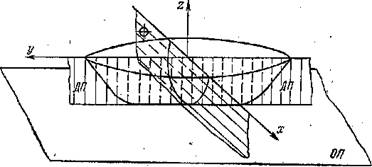
Рис. 1. Основные плоскости судна
Трудоемкость подготовки монтажной базы в значительной мере зависит от типа компенсирующего звена и способа монтажа. Больший экономический эффект дает применение агрегатного метода монтажа оборудования, при котором большой объем работ переносится со строящегося судна в цех и отпадает необходимость применения переносных станков и последующей слесарной обработки поверхности. Когда этот метод применить невозможно, обработку фундамента механизируют, используя переносные фрезерные станки различных типов, пневматические шлифовальные машинки, механические шаберы.
Корпус судна в процессе постройки не остается статичным и основная линия его постоянно претерпевает изменения, которые происходят от перераспределения внутренних напряжений, связанных со сборочно-сварочными и погрузочными работами. В связи с тем, что процесс монтажа главных механизмов и движительной установки довольно продолжителен, до начала работ должны быть выполнены следующие условия:
- в районе МКО, по верхнюю палубу включительно, должны быть закончены сборочно-сварочные работы;
- бортовые и днищевые цистерны в районе МКО испытаны и сданы ОТК и заказчику;
- в МКО, независимо от сроков монтажа, должны быть погружены и установлены максимально близко к штатным местам все тяжеловесные и громоздкие механизмы и конструкции;
- до начала монтажа и ежедневно в процессе его необходимо контролировать положение корпуса на построечном месте;
- внутри фундамента должны быть уложены участки трубопроводов;
- кабель в МКО должен быть затянут и закреплен;
- нерабочие поверхности фундамента должны быть, очищены и окрашены согласно окрасочной ведомости.
Базирование оборудования
Базирование судового механического оборудования - важный этап монтажа. От его точности зависит качество работы всей энергетической установки в целом и отдельных ее агрегатов, а также сохранение положения центра тяжести судна близким к расчетному, что улучшает условия его балластировки. На трудоемкость базирования влияют назначение механизма, его конструкция и условия взаимодействия с другими механизмами. Базирование состоит из большого числа операций с применением сложного оптического и другого оборудования и заключается в совмещении центровых рисок механизма и рисок фундамента (совмещение местной и общей судовой монтажных баз).
Для практического выполнения базирования необходимо материализовать теоретические, линии и точки, что достигается нанесением на переборках МКО или других помещений судна плазовых точек исходя из данных плазовой книги. Если вблизи механизма переборки отсутствуют, то плазовые точки материализуют установкой мишеней на массивных стойках-шергенях, которые должны устанавливаться строго на шпангоутах судна, так как плазовые данные даются по шпангоутам. В период подготовки монтажной базы и в других случаях возникает необходимость материализовать теоретические линии (теоретические оси валопровода, промежуточного вала грузового насоса и т. п.). Для этого по соответствующим плазовым точкам в переборках сверлят отверстия диаметром до 3 мм и с помощью натяжного устройства натягивают струну (стальную проволоку диаметром 0,5—1 мм).
Центровка механизмов, строго обязанных с координатами судна, может быть выполнена различными способами: оптическим, с применением стрел и лазерного луча.
Крепление оборудования
Крепление судовых механизмов имеет существенные отличия от крепления стационарно устанавливаемых механизмов в производственных помещениях. На неподвижность судовых механизмов помимо реакций их рабочих усилий влияют сдвигающие усилия при качке судна, а также деформации фундаментов, неизбежные при эксплуатации судна. Для усиления надежности и ударостойкости судовых механизмов в их крепление кроме обычных болтовых соединений (рис. 2.27, а) вводят призонные (рис. 2.27, б). Для повышения технологичности соединений призонные болты выполняют с пологой конусностью 1:500 (рис. 2.27,в), что снижает трудоемкость их установки и демонтажа.
Вопросам жесткости болтовых соединений для судовых механизмов уделяется большое внимание. Основная трудность расчетного определения жесткости стыков, связана с нелинейной зависимостью деформации от сжимающей нагрузки и рядом других факторов, которые нелегко учесть. Учет податливости болтового соединения позволяет уменьшить его жесткость. С результатами этих же расчетов связан вывод о нецелесообразности установки призонных болтов по концам фундамента, так как они, как более жесткие, будут принимать на себя наибольшую часть касательных напряжений.
Кроме того, при закреплении механизмов, испытывающих большие сдвигающие усилия (брашпили, рулевые машины и др.) вводят жесткие боковые упоры (рис. 2.27, в). Устанавливая неответственные вспомогательные механизмы небольшой массы целесообразно применять штифты (рис. 2.27,г).


Технология установки призонных и простых болтов различна. Работы по установке призонных болтов производят в следующей последовательности: сверление технологических отверстий с припуском на развертывание; развертывание отверстий комплектом разверток; подрезка отверстий; посадка болтов и сборка деталей соединения (шайбы, гайки, детали заземления); предварительная затяжка гаек; окончательное обжатие гаек.
В случае использования простых болтов необходимо осуществить; сверление отверстий диаметром, указанным в установочном чертеже (подрезку отверстий); сборку соединения; предварительную затяжку гаек; окончательное обжатие гаек.
Сверление отверстий в подавляющем большинстве случаев приходится выполнять непосредственно на судне. Для этой цели успешно применяют пневматические сверлильные машинки типа ИП-1011, РС-32, РМС-60М и другие, а также переносные сверлильные, станки с электромагнитным креплением типа СПС-50.
Наиболее трудоемка разметка отверстий, которую стараются выполнить по отверстиям в лапах механизма. В этом случае для сверления необходимо снять механизм. Избежать этого удается применением универсальных кондукторов, шаблонов, макет-кондукторов.
Точность расположения осей отверстий после сверления их в фундаменте пневматической машинкой по разметке с применением универсального кондуктора составляет 0,3 мм. Отверстия для монтажных единиц, имеющих большие допуски на установку (вспомогательные механизмы), стараются выполнить в цехах предприятия на стационарном оборудовании до постановки фундаментов на судне.
Развертывание отверстий производят непосредственно на судне, так как оно выполняется совместно на всех стягиваемых элементах. Отверстия под призонные болты должны быть обработаны по 6-7 квалитету и иметь шероховатость Rz <0,63 мкм. Стержень болта обрабатывают по замерам с места по последней чистовой развертке. Диаметр стержня должен обеспечивать гарантированный натяг 10-15 мкм. Развертывание выполняют за несколько проходов.
Подрезка отверстий необходима для обеспечения плотного прилегания гаек и головок болтов к стягиваемым поверхностям. Ее выполняют специальной облицовочной зенковкой, установленной в приспособление.
Установка призонных болтов производится двумя способами: запрессовкой ударами свинцовой или красномедной киянки или с предварительным охлаждением болта до температуры: –150 - –190 °С. В первом случае неизбежны задиры и уменьшение натяга, так как при запрессовке происходит смятие и срез микронеровностей болта и отверстия. Второй способ более технологичен и обеспечивает расчетный натяг в соединении.
Болты охлаждают в ванне, куда из сосуда Дьюара заливают жидкий азот, имеющий температуру кипения -195,6 °С. Температуру охлаждения болта можно определить по формуле t2=t1+(∆+i)/αd, где t1 - температура помещения; ∆ - требуемый натяг в соединении; i - технологический зазор для установки болта; α - коэффициент линейного сжатия материала болта; d - диаметр болта при температуре помещения. На практике температуру контролируют по времени охлаждения болта. Температура -100 °С достигается примерно за 5 с, -190 °С за 12 с при расчете на 1 мм диаметра болта.
Охлажденные болты захватывают щипцами и быстро ставят в отверстия, поверхность которых смазана солидолом. В результате увеличения диаметра болта при его нагревании до температуры помещения, обеспечивается требуемый натяг в соединении.
Сборка резьбового соединения предусматривает обеспечение:
- расчетного усилия затяжки. Неправильная затяжка приводит к раскрытию стыка или перегрузке болта. Примерно 25 % всех аварий происходит в результате неправильной сборки резьбовых соединений;
- плотного прилегания головок болтов и гаек к соединяемым поверхностям. Так, при отклонении оси болта от перпендикулярности на 30° напряжение в теле болта увеличивается в два раза;
- равномерности затяжки гаек;
- стопорения гаек от самопроизвольной отдачи.
Существуют различные способы контроля затяжки болтов:
а) По усилию на ключе. При монтаже ответственных соединений применяют ключи с регулируемым крутящим моментом;
б) По углу поворота гайки. После заворачивания от руки ключом стандартной длины гайку дополнительно доворачивают на угол 30—45°, для чего используют кусок трубы, увеличивающий плечо, или производят легкие удары кувалдой по ключу. Погрешность усилия затяжки при этом способе велика 18—20 %;
в) Комбинированный, предусматривающий предварительную затяжку на 20-30 % Fз по усилию на тарированном ключе, а остальные 70-80 % обеспечиваются по углу поворота. Погрешность в этом случае не превышает 4-6 %.
В процессе эксплуатации механизмов неизбежно самоотвинчивание гаек в узлах крепления. Механизм самоотвинчивания основан на законе, определяющем трение двух взаимодействующих твердых тел. Вибрационное нагружение вдоль оси болта вызывает раздельное движение поверхностей резьбы болта и гайки, а также элементов стыка. Причиной этого является утонение стержня болта и расширение гайки, вызванное осевым нагружением. Для предупреждения этого явления применяют различные способы стопорения.
При установке стопорных шайб необходимо обеспечить плотное прилегание отгибаемых элементов к граням гайки и торцевой поверхности механизма. Выбор способа стопорения гаек зависит от величины и характера эксплуатационных нагрузок. В особо ответственных случаях устанавливают корончатые гайки со шплинтами.
Электрифицированные механизмы необходимо устанавливать с заземлением электродвигателя на корпус судна для обеспечения требований техники безопасности по защитному заземлению механизмов от короткого замыкания. Заземление выполняют красномедной лентой или гибкими многопроволочными перемычками. Площадь поперечного сечения перемычки выбирают в зависимости от мощности электродвигателя, рода тока и величины напряжения. Одним концом перемычку заземления крепят болтом к корпусу электродвигателя, а другим — к торцевой поверхности планки, пригнанной и приваренной по месту к судовому фундаменту.
Контроль качества монтажа
Контроль качества монтажа сводится к проверке правильности расположения оборудования на судне, сравнению деформаций смонтированных механизмов со стендовыми и проверке соответствующих узлов крепления требованиям чертежа, отраслевых нормалей и Регистра.
Существующие методы оценки качества монтажа делятся на две группы: без разборки и с разборкой агрегатов. Первая - более технологична и менее трудоемка.
В связи с переходом к индустриальным методам постройки судов и повышением требований к точности монтажа механического оборудования, его координирования в зональных блоках и модулях расширяется применение лазерных измерительных систем. Они компактны, просты в обслуживании, обеспечивают высокую точность контроля на расстояниях 50 м и более и применяются для контроля плоскостности и прямолинейности, соосности, расположения осей и поверхностей, контроля линейных размеров.
Широко применяется метод контрол





