Уполаживание и террасирование склонов: Если глубина оврага более 5 м необходимо устройство берм. Варианты использования оврагов для градостроительных целей...
Сущность и назначение основных направлений по организации труда.
Задачи организации труда. Виды разделения труда. Виды кооперации труда. Многостаночное обслуживание: циклограмма многостаночного обслуживания, расчет количества обслуживаемых станков, времени цикла, простоя станков, коэффициента занятости рабочего.
Рабочее место и его организация. Типовые рекомендации по организации рабочего места станочника. Оптимальная интенсивность труда. Режим труда и отдыха, режим недели. Дисциплина труда.
Контрольные вопросы:
Задачи организации труда.
Виды разделения труда.
Виды кооперации труда.
Многостаночное обслуживание: циклограмма многостаночного обслуживания, расчет количества обслуживаемых станков, времени цикла, простоя станков, коэффициента занятости рабочего.
Рабочее место и его организация.
3.Темы рефератов и требования к ним.
Домашнее задание выполняется в виде реферата, который должен быть представлен в запланированный срок. Темы рефератов составлены по многовариантной системе. Выбор своего варианта определяется последней цифрой порядкового номера в шифре студента.
Реферат, выполненный не по своему варианту не зачитывается.
Домашняя работа оценивается дифференцированной оценкой, не зачтенные работы подлежат повторному выполнению.
Вариант № 1. «Организация поточного производства».
Вариант № 2. «Организация технического производства».
Вариант № 3. «Научная организация труда».
Вариант № 4. «Управление качеством продукции и организация технического контроля продукции».
Вариант № 5. «Организация инструментального хозяйства».
Вариант № 6. «Организация ремонта оборудования».
Вариант № 7. «Организация заработной платы».
Вариант № 8. «Научная организация труда».
Вариант № 9 «Сетевые методы планирования и управления».
Вариант № 10 «Комплексная подготовка производства».
Вариант № 11 «Производственная структура предприятия».
Вариант № 12 «Виды заготовок в машиностроительном производстве».
Реферат выполняется в объеме 10-15 страниц. Реферат должен быть написана на листах бумаги формата А4 (297 мм х 210 мм) черной пастой на одной стороне листа, напечатана на машинке или компьютере. При выполнении проекта на компьютере, для заголовков выбирают кегль №16, для основного текста №14, интервал=1,5, шрифт Times New Roman.
Все разделы реферата излагаются кратко, четко и аккуратно без сокращений, при необходимости, должны быть приложены схемы, таблицы, графики.
Лист «Содержание» должен иметь основную надпись с размерами 40 мм х 185 мм. На остальных листах основная надпись с размерами 15 мм х 185 мм. расстояние от рамки до основного текста должно составлять в начале строк не менее 5 мм., в конце строк не менее 3мм., от верхней или нижней строки текста не менее 15мм. Абзацы в тексте начинают отступом 15 – 17мм.
Текст реферата состоит из разделов, подразделов и пунктов. Разделы должны иметь порядковые номера в пределах всего документа, обозначенные арабскими цифрами с точкой. Подразделы должны иметь нумерацию в пределах каждого раздела. Номер подраздела состоит из номера раздела и подраздела, разделенных точкой. В конце номера подраздела должна ставиться точка. Разделы, как и подразделы могут состоять из пунктов. Наименование разделов записывают в виде заголовков прописными буквами. Наименование подразделов записывают в виде заголовков строчными буквами (кроме первой прописной). Переносы слов в заголовках не допускаются, точку в конце заголовка не ставят. Расстояние между заголовками и текстом должно быть 15мм.
Библиографический список
Издания в списке литературы приводятся в алфавитном порядке. Примеры оформления библиографического списка.
1. Дубицкий Г.М. Литниковые системы. – М.: Машгиз, 1962. – 256с.
2. Новиков И.И., Строганов Г.Б., Новиков А.И. Металловедение, термообработка и рентгенография: Учеб. для вузов. – М.: МИСИС. 1994. – 480с.
В конце работы ставится подпись студента.
На титульном листе пишутся наименование учебного заведения, специальность, наименование предмета, Ф.И.О., домашний адрес
Реферат высылается в техникум.
Методические указания по выполнению практических работ
по дисциплине «Машиностроительное производство»
для специальности 1201 «Технология машиностроения»
Предисловие.
Условия современного постоянно усложняющегося промышленного производства предъявляют повышенные требования к уровню экономической подготовки специалистов, вооружению их экономическими знаниями и навыками практического использования последних при решении экономических, организационных и плановых задач.
Цель пособия заключается в том, чтобы способствовать усвоению, закреплению и углублению знаний, полученных при изучении курса «Машиностроительное производство».
Предлагаемые в методическом пособии формулы, отражающие систему расчетов и устанавливающие определенную зависимость между некоторыми параметрами, а также приведенные методы проектирования по технико-экономическим показателям дают возможность сравнительно быстро и просто производить необходимые расчеты по оборудованию, рабочему составу, площадям и всему устройству цехов.
Практические занятия заключаются в решении по определенной методике и алгоритму на основе варьирования исходных данных комплексных задач или набору однородных по тематике задач, дополняющих и раскрывающих сущность теоретической проблемы или темы дисциплины.
Данное методическое пособие включает 9 практических работ, рассчитанных на 18 часов.
Все разделы практикума имеют единую структуру, т.е. включают формулировку цели, исходные теоретические положения, методические указания, исходные данные к расчетам, порядок их выполнения и требования к отчету.
В результате проведения курса практических работ студенты должны уметь:
· Определять длительность производственного цикла простых и сложных производственных процессов в зависимости от видов движения предметов труда.
· Осуществлять выбор рационального способа изготовления заготовок.
· Рассчитывать потребность в кадровых и других ресурсах производства.
· Организовать рабочее место.
Продолжительность большинства занятий составляет 2 академических часа.
Практическая работа №1
«Определение типа производства» (2 часа)
Цель работы: научиться определять тип производства
1. Содержание работы:
Предварительно определить тип производства.
Определить количество оборудования на каждую операцию и его загрузку.
Определить средний коэффициент загрузки оборудования участка.
Уточнить правильность выбора типа производства.
2. Данные для выполнения работы.
Вариант
Годовая программа выпуска
N [шт.]
Вес детали
Р [кг]
4,1 кг
5 кг
3 кг
2 кг
2,5 кг
2,8 кг
1,6 кг
1,4 кг
1,5 кг
1,2 кг
Таблица 1
3. Технологический маршрут изготовления детали «шестерня»
(чертеж прилагается)
№ операции
Наименование операции
Оборудование
Тшт.
Токарная автоматная
8 шпиндельный токарный п/автомат мод 1К282
1,1 мин.
Протяжная
Вертикально протяжной п/автомат мод 7Б64
0,4 мин.
Зубодолбежная
Зубодолбежный п/автомат мод 5110
0,9 мин.
Зубошевинговальная
Зубошевинговальный п/автомат мод 57028
1,8 мин.
Зубозакругляющая
Зубокругляющий п/автомат мод 5Е580
1,6 мин.
Электрохимическая
Электрохимический п/автомат мод 4408
0,7 мин.
Термическая
Установка ТВ4
0,8 мин.
Шлицекалибровочная
Гидравлический пресс
0,3 мин.
Зубообкатная
Зубообкатной с-к мод 7Б720
0,27 мин.
Моечная
Моечная машина ОСМ-1
0,7 мин.
Контрольная
Контрольный стол
Таблица 2
4. Таблица для предварительного определения типа производства
Тип производства
Количество обрабатываемых деталей
тяжелые
>500 кг
средние
50-500 кг
легкие
до 30 кг
Единичное
до 5 шт.
до 10 шт.
до 100 шт.
Мелкосерийное
5÷100 шт.
100-200 шт.
200÷500 шт.
Среднесерийное
100-300 шт.
300-500 шт.
500-5000 шт.
Крупносерийное
300-1000 шт.
1000-5000 шт.
5000-50000 шт.
Массовое
свыше
1000 шт.
свыше
5000 шт.
свыше
50000 шт.
Таблица 3
5. Порядок выполнения работы:
5.1. По приведенной таблице 3 предварительно определяется тип производства и такт выпуска
N – годовой выпуск;
4015 – годовой фонд времени работы оборудования час.
5.2. Изучив чертеж детали «шестерня» и предлагаемый маршрутный технологический процесс, определяется количество оборудования (рабочих мест) для каждой операции и коэффициент его загрузки
Ср – расчетное число станков на операцию;
Тшт(Тшт/к) – штучное (штучно-калькуляционное время) в мин.
τ – такт выпуска в мин.
Округляем расчетное число станков до ближайшего большего (Спринятое). Определяем коэффициент загрузки станков по операциям.
Срасчетное – расчетное число станков на операцию;
Спринятое – принятое число станков на эту же операцию.
5.3. Определение среднего коэффициента загрузки оборудования участка
- сумма коэффициента загрузки станков на всех операциях;
ΣСпринятое – общее количество станков на всех операциях.
5.4. Уточняется правильность выбора типа производства путем определения коэффициента закрепления операций
Qоп – количество операций в технологическом процессе;
QРМ – количество рабочих мест (количество станков);
если Кз.о.≤1 – производство массовое;
Кз.о>1 до10 - производство крупносерийное;
Кз.о.>10 до 20 – производство среднесерийное;
Кз.о.>20 – производство мелкосерийное.
Вывод: Окончательно принимается ________________________ тип производства
ПРАКТИЧЕСКое занятие №2
«Выбор метода получения заготовки». (2 часа)
Цель занятия: научиться выбирать наиболее рациональный метод получения заготовки для заданной детали.
Содержание занятия:
1. Определить стоимость получения заготовки для изготовления вала из проката.
2. Определить стоимость получения штампованной заготовки для изготовления вала.
3. Выбрать из 2-х рассмотренных вариантов получения заготовки наиболее целесообразный.
Данные для выполнения работы:
1. Рабочий чертеж детали.
1. НRCЭ 41…45.
2. Неуказанная шероховатость поверхностей Ra = 12,5 мкм.
3. *Размер для оправки.
2. Маршрутный технологический процесс изготовления вала:
005 – фрезерно-центровальная;
010 – токарная гидрокопировальная (черновая);
015 – токарная гидрокопировальная (чистовая);
020 – термическая ТВЧ;
025 – круглошлифовальная;
030 – моечная;
035 – контрольная.
3. Исходные данные для расчетов
Вариант
Годовая программа выпуска N [шт.]
Масса детали
G (кг.)
Удельный вес материала детали д (г/см3)
Линейные размеры детали
Припуски на обработку поверхностей детали по операциям в (мм.)
Стоимость 1 кг. проката в руб.
Стоимость 1 кг. штамповки в руб.
Стоимость 1 кг. отходов
L (мм.)
l (мм.)
1.
9,1
7,85
2·1,2
4,5
2,0
0,5
2,8
3,0
0,8
2.
9,35
7,85
2·1,2
4,5
2,0
0,5
2,8
3,0
0,8
3.
9,64
7,85
2·1,2
4,5
2,0
0,5
2,8
3,0
0,8
4.
10,3
7,85
2·1,2
4,5
2,0
0,5
2,8
3,0
0,8
5.
10,8
7,85
2·1,2
4,5
2,0
0,5
2,8
3,0
0,8
6.
11,5
7,85
2·1,2
4,5
2,0
0,5
2,8
3,0
0,8
7.
12,1
7,85
2·1,2
4,5
2,0
0,5
2,8
3,0
0,8
8.
12,6
7,85
2·1,2
4,5
2,0
0,5
2,8
3,0
0,8
Табл. 1
3. ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ:
Принимаем в качестве заготовки прокат.
3.1.1. Определяем суммарный припуск на обработку наружных диаметров вала Σ2а = 2а010 х 2а015 х 2а025
где 2а010 – припуск на механическую обработку на операцию 010;
2а015 – припуск на механическую обработку на операцию 015;
2а025 – припуск на механическую обработку на операцию 025;
Σ2а = 4,5 + 2,0 + 0,5 = 7 мм.
Определяем диаметр заготовки из проката
Дзаг = Дmaxвала + Σ2а (мм.)
Дmax = 80 мм. Σ2а – суммарный припуск на механическую обработку наружных диаметров вала.
Принимаем ближайший больший диаметр прутка по ГОСТ
Дпрутка = 90 мм. длиной l = 7000 мм.
Определяем длину штучной заготовки после разрезки прутка
Lзагот = Lд + 2а005 + l реза + 0,7 (мм.)
Lд – длина детали в мм.;
2а005 – припуск на обработку на операции 005;
lреза – ширина реза при разрезке прутка на дисковой пиле;
lреза = 2 мм.
0,7 – предельное отклонение длины детали (из рабочего чертежа).
Определяем объем штучной заготовки
[см3]
Дзаг – наружный диаметр заготовки в (см.);
Lзаг – длина штучной заготовки в (см.);
Определяем массу заготовки из проката
[кг]
Vзагот – объем штучной заготовки в см3;
g – удельный вес материала заготовки в г/см3.
Определяем количество штучных заготовок, получаемых из одного прутка
[шт.]
Lзагр – длина заготовки в мм.;
Lпр – длина прутка в мм. Lпр=7000 мм.;
lреза – ширина реза при разрезке;
lрез=2 мм.
Определяем остаток длины прутка после разрезки (не кратность)
Lостат. = Lпр – (Lзаг · n) (мм.)
Lпр – длина прутка Lпр=7000 мм.;
Lзаг – длина заготовки;
n – количество деталей из прутка.
Определяем объем остатка прутка
[см3]
Дзагот. – диаметр заготовки в см.
Lост. – длина остатка в см.
Определяем массу остатка
[кг.]
Vост – объем остатка в см3;
g – удельный вес материала в г/см3.
Определяем расход материала на 1 деталь
[кг.]
Gзаг. – вес заготовки в кг.;
Gост. – вес остатка прутка в кг.;
n – количество штучных заготовок, полученных из прутка.
Gматер.пр. – масса материала проката на 1 деталь в кг.;
Gдет. – масса детали в кг.;
Сотх. – стоимость 1 кг. отходов в руб.
Определяем стоимость штампованной заготовки
Определив расчетные размеры заготовки, вычерчиваем ее чертеж
1. НВ 241 … 245
2. Степень сложности заготовки С1
3. Группа стали М1
4. Точность изготовления I класс
5. Радиусы закруглений внешних углов R=4 мм
6. Штамповочные уклоны 5º
7. Допуск соосности поверхностей А, Б и В относительно базовой оси заготовки 1,6 мм
Определяем объем заготовки, для чего разбиваем ее на отдельные простые элементы с размерами по плюсовым допускам
см3
Д – диаметр меньшей шейки заготовки вала в мм.;
l – длина меньшей шейки заготовки вала в мм.
[см3]
Д – диаметр большей шейки заготовки вала в мм.;
l – длина большей шейки заготовки вала в мм.
Общий объем заготовки
Vобщ = V1 + V2 + V3 [см3]
Определяем массу заготовки
[кг]
g – удельный вес материала детали в г/см3;
Vобщ – объем детали.
Определяем расход материала на одну деталь с учетом технологических отходов (угар, облой) при горячей штамповке (отходы составляют 10% от массы заготовки).
Gматериала = Gзагот · 1,1 [кг]
Определяем коэффициент использования материала
Определяем коэффициент использования заготовки
Определяем стоимость штампованной заготовки
Сштамп.заг.=[(Сшт. · Gшт.) – (Gшт. – Gдет.) · Сотх.] руб.
Сшт. – стоимость 1 кг. штампованной заготовки (руб.);
Gшт – масса штампованной заготовки (кг.);
Gдет. – масса детали (кг.);
Сотх. – стоимость 1 кг. отходов (руб.).
Определяем экономию материала при использовании заготовки меньшей массы
Эм = (Gзаг.б. – Gзагот.м.) · N [кг.]
Gзаг.б. – масса заготовки большей массы [кг.];
Gзагот. м. – масса заготовки меньшей массы [кг.];
N – годовой выпуск в шт.
Определяем экономический эффект от применения заготовки меньшей стоимости
Эстоим. = (Сзагот.б. – Сзагот.м.) · N [руб.]
Сзаг.б. – заготовка большей стоимости;
Сзагот. м. – заготовка меньшей стоимости;
N – годовая программа выпуска.
ПРАКТИЧЕСКое занятие №3
«Расчет основных параметров поточной линии».(2часа)
Цель занятия: научиться определять основные параметры поточной линии для массового типа производства.
Содержание ЗАНЯТИЯ:
4. Определить такт выпуска продукции на поточной линии.
5. Определить темп поточной линии.
6. Определить количество рабочих мест (станков) по операциям.
7. Определить коэффициент загрузки станков по операциям.
8. Определить средний коэффициент загрузки оборудования на участке.
Данные для выполнения работы:
№ варианта
Годовая программа выпуска
в шт.
N
Действительный годовой фонд времени работы оборудования
в час.
Fд
Кол-во операций
Штучное время по операциям в мин.
Тшт.
Тшт.
Тшт.
Тшт.
Тшт.
85.000
2,6
5,2
7,8
2,1
1,8
90.000
7,2
4,8
2,5
6,9
2,1
95.000
6,9
4,6
2,3
1,8
9,2
100.000
2,2
6,6
4,4
7,2
2,05
125.000
5,1
3,4
6,8
1,1
1,27
150.000
1,4
5,6
4,2
2,83
1,3
175.000
1,21
3,7
4,8
2,42
1,05
200.000
1,11
4,05
3,35
2,25
0,8
225.000
0,8
1,63
2,27
3,26
0,92
250.000
0,65
1,31
2,61
2,01
1,82
Табл. 1
ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ
1. Определяем такт поточной линии
Фд – действительный годовой фонд времени работы оборудования в 2 смены в часах;
N – годовой выпуск продукции в шт.
2. Определяем темп поточной линии
τ – такт поточной линии в мин.
3. Определяем расчетное количество рабочих мест (станков) по операциям
Тшт – штучное время на операцию в мин.
τ – такт выпуска в мин.
Ср005 =; Ср010 =; Ср015 =; Ср020 =; Ср025 =
4. Определяем принятое количество рабочих мест (станков) по операциям Спринятое [шт.]
Принятое количество рабочих мест (станков) определяется путем округления расчетного числа до ближайшего большего целого числа.







 - сумма коэффициента загрузки станков на всех операциях;
- сумма коэффициента загрузки станков на всех операциях;
 Рабочий чертеж детали.
Рабочий чертеж детали. мм. длиной l = 7000 мм.
мм. длиной l = 7000 мм. [см3]
[см3] [кг]
[кг] [шт.]
[шт.] [см3]
[см3] [кг.]
[кг.] [кг.]
[кг.]

 Определив расчетные размеры заготовки, вычерчиваем ее чертеж
Определив расчетные размеры заготовки, вычерчиваем ее чертеж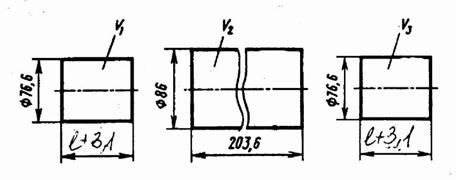
 см3
см3 [см3]
[см3]
 [кг]
[кг]








 [квт/час]
[квт/час]



