Установка замедленного коксования: Чем выше температура и ниже давление, тем место разрыва углеродной цепи всё больше смещается к её концу и значительно возрастает...
Берегоукрепление оползневых склонов: На прибрежных склонах основной причиной развития оползневых процессов является подмыв водами рек естественных склонов...
Компания НЛМК - одна из лидирующих мировых производителей стали, входящая в число крупнейших металлургических компаний России.
НЛМК занимает третье место в России среди предприятий по производству стали и проката. Основные производственные мощности комбината находятся в Липецке, в центре европейской части России. Они расположены в 350 км от ОАО «Стойленский ГОК», являющегося основным поставщиком железорудного сырья, а также в пределах 1 500 км от ключевых потребителей продукции в России, в непосредственной близости от основных транспортных магистралей. НЛМК. Производственные мощности Компании считаются одними из самых технологически оснащенных в стране.
Поставки железорудного концентрата на Новолипецкий комбинат осуществляются с предприятий, расположенных в радиусе 350 км от Липецка.
Рис. 1 «Поставщики сырья НЛМК»
Производственные мощности НЛМК расположены в непосредственной близости от основных регионов потребления стали - в центре Европейской части России и Поволжье. Географическая близость к портам Балтийского и Черного морей, а также к основным российским потребителям, большинство из которых находятся в пределах 1500 км от Липецка, играет большую роль в снижении транспортных расходов. В непосредственной близости от предприятия находится крупнейшее в мире железорудное месторождение - Курская магнитная аномалия.
Компания производит широкий спектр металлопродукции, занимает лидирующие позиции в России по производству электротехнических сталей, проката, имеет обширную географию поставок и развитую клиентскую базу.
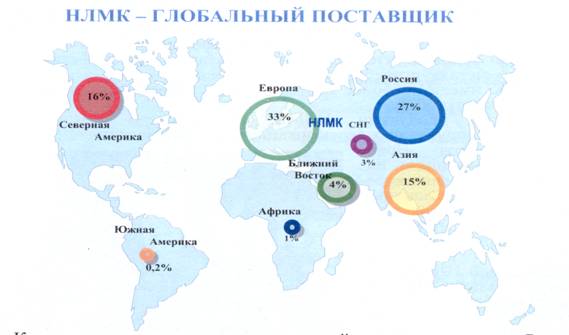
Рис.2 «НЛМК – глобальный поставщик»
Компания является одним из крупнейших экспортеров в России. Продукция НЛМК поставляется более чем в 70 стран. Европа, Азия, Америка и Ближний Восток - основные рынки сбыта ОАО "НЛМК". Компания входит в первую тройку поставщиков товарных слябов на мировом рынке, ее доля составляет около 14%. А с пуском в работу специализированного цеха по производству электротехнического проката (ПДС) компания стала крупнейшим в Европе производителем электротехнических марок стали. Традиционные партнеры комбината ценят стабильность, поэтому уверены в НЛМК. Новые клиенты ориентируются на надежность и высокое качество продукции Новолипецкого металлургического комбината..
Основными видами продукции являются: передельный чугун, стальные полуфабрикаты (слябы), горячекатаный прокат, холоднокатаный прокат, электротехническая сталь (динамная и трансформаторная), а также прокат с оцинкованным и полимерным покрытиями. Продукция Компании применяется в строительстве, автомобилестроении, судостроении, при производстве металлических конструкций и в других областях промышленности.
В условиях жесткой конкуренции постоянное совершенствование производства определяет экономическую эффективность работы предприятия и его место на рынке. По степени интеграции производства, по уровню технической оснащенности комбинат является одним из мировых лидеров. Впервые в мире на НЛМК в одном технологическом процессе были соединены выплавка стали в большегрузных конвертерах с последующей разливкой ее через УНРС
НЛМК представляет собой вертикально-интегрированную группу, контролирующую всю производственно-сбытовую цепочку - от добычи сырья до доставки готовой конечным потребителям.
В настоящее время НЛМК - быстрорастущая Компания со сбалансированной стратегией развития.
Основной стратегией НЛМК является стремление к увеличению акционерной стоимости и последовательному снижению влияния отраслевых рисков. Реализация поставленных целей осуществляется за счет модернизации производства, увеличения выпуска стали проката, приобретения и развития новых активов, улучшения качества и расширение ассортимента продукции, повышения энергетической и экологической эффективности, освоения новых рынков, оптимизации структуры управления.
В представленной отчетной работе рассматривается обзор структуры предприятия, технологическая цепочка, а также процесс самого производства.
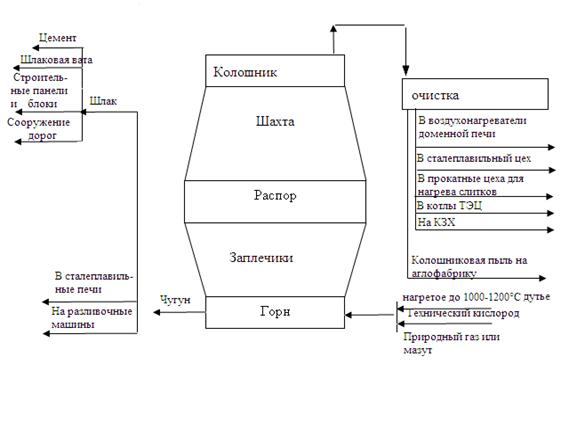
Доменное производство
Доменное производство начало свою деятельность с 1934 года. В настоящее время в состав доменного производства входят два доменных цеха: доменный цех № 1, имеющий в своем составе четыре доменных печи № 2,3, 4, 5 и доменный цех № 2 – в составе две доменные печи № 6, 7.
ДЦ – 2 (шестая доменная печь). Комплекс доменной печи был пущен 6 ноября 1978 г. Она производит передельный чугун для кислородно-конвертерных цехов. Чугун выплавляется из смеси отсеянного от мелочи офлюсованного агломерата и окатышей с ГОКов, с добавлением флюса конвертерного шлака местного производства. Твердое топливо – кокс с коксохима, подачи дутья осуществляется с помощью электровоздуходувных машин в ТЭЦ. Концентрация кислорода до 30 %. Нагрев до температуры 13000 0С осуществляется в воздухонагревателях (4 шт.). Для очистки колошникового газа от пыли есть пылеуловитель (грубая очистка) и газоочистка (тонкая очистка).
Участок шихтоподачи представляет собой приемное устройство и здание бункерной эстакады. Приемное устройство двух путное, а выгрузка материалов производится в подземные бункера. Бункерная эстакада надземная, двух рядная (один – кокс и добавки, второй – агломерат и окатыши). Выдача материалов из бункеров на конвейер осуществляется отдельными порциями, располагающимися на ленте конвейера в определенной последовательности, согласно программе загрузки печи. Загрузка печи осуществляется с помощью бесконусного загрузочного устройства.
Размеры печи: объем 3200 м3, высота 35 600 мм.
Доменная печь имеет 32 воздушные фурмы и 4 чугунные летки, расположенных на одном уровне. Разливки чугуна осуществляется в ковши емкостью 140 т. Для переработки шлака предусмотрены 2 устройства придоменной грануляции.
Мощность печи по шлаку 1 млн. т. в год, по чугуну – 2,6 млн. т. Время плавки 8 часов от загрузки до выхода металла.
Для печи предусмотрен ремонт раз в полгода (3-5 суток).
На рис.3 представлена схема доменного производства.
Флюс
Топливо
Железная руда
Измельчение, Дробление, Дробление,
обогащение, сортировка, сортировка.
коксование, отжиг,
сортировка на КЗХ. обогащение,
усреднение,
офлюсование,
окускование.
Отсев мелких отсев мелких фракций
фракций перед перед загрузкой в печь.
загрузкой в печь
Рис.4 «Схема доменного производства».
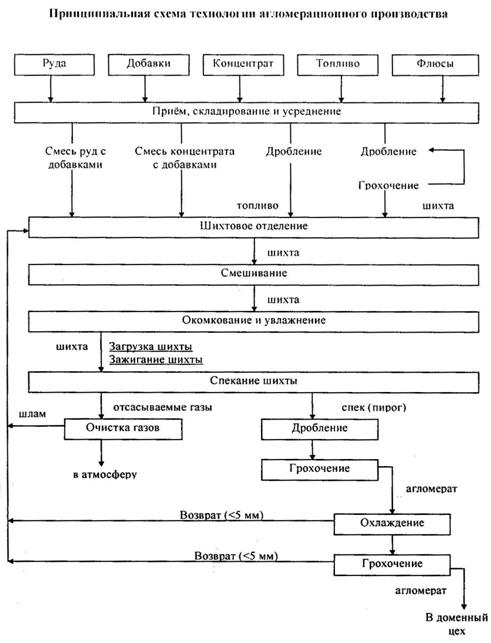
Производство агломерата
Агломерационное производство – это комплекс производственных структур подразделений по реализации различных технологических операций и процессов, объединенных одной общей задачей – получением агломерата с определенными параметрами по качеству и стоимости. Процесс включает агломерацию (спекание) сырьевых материалов - железорудного концентрата, железосодержащих отходов и флюсов.
Агломерат – это твердый кусковой продукт, образующийся в результате спекания агломерационной шихты и выделения из спека путем дробления и грохочения. Исходным сырьем для производства агломерата являются: железная руда, концентраты и железосодержащие отходы металлургического производства: шламы собственного производства, доменный и сталеплавильный, колошниковая пыль и окалина.
Цель агломерации состоит в окусковании пылеватых руд, колошниковой пыли и отчасти концентратов обогащения руд. При загрузке этих видов сырья в доменную печь без предварительного окускования значительная часть пылеватых материалов выносится из печи газами. Оставшаяся часть создает в печи весьма плотный столб шихты с минимальной газопроницаемостью. Интенсивность доменной плавки резко снижается, ход печи делается неустойчивым. В ходе агломерации из шихты могут быть удалены многие вредные примеси, в том числе и сера. Эта сторона процесса может в отдельных случаях считаться наиболее важной, так как переработка сернистой руды в доменной печи связана с ухудшением технико-экономических показателей плавки. Оказывается выгодным дробить кусковатую сернистую руду и вновь подвергать ее окускованию путем агломерации, удаляя при этом из руды большую часть серы.
Агломерация – это процесс укрупнения исходного сырья – рудных материалов, с целью окускования для оптимизации последующего доменного процесса. Агломерат – сырьё для доменной печи, производимое из железорудных концентратов. Топливо, используемое для производства агломерата, – мелкая фракция кокса. Для создания флюсов добавляют доломит и известняк. Отходы перерабатываются повторно (окалина, брикеты шлама, колошниковая пыль и т.д.). Доставка сырья происходит в полувагонах. В качестве сырья на НЛМК используются железная руда и концентраты, поступающие с рудников Стойленского и Лебединского ГОКов, а также местные известняки, доломиты, марганцевая руда.
В состав агломерационного производства ОАО «НЛМК» входят 2 агломерационных цеха, в каждом находятся по 2 агломерационных машины. Производительная мощность агломерационного производства – 14,7 млн. тонн/год агломерата.
На территории фабрики есть 5 технологических цехов:
1) Цех шихтоподготовки №1. Основная задача: выгрузить и заложить на склады каждый вид сырья отдельно друг от друга, выгрузка механизирована. Вагон поступает в ротор и переворачивается (на фабрике работают 4 роттерных вагоноопрокидывателя). Система конвейеров подаёт сырьё на склады. Т.к. концентрат влажный, то зимой в гаражах размораживания сжигается природный газ, для размораживания.
2) Цех шихтоподготовки №2. Основная задача: подать из складов сырьё, топливо и флюсы и измельчить до размеров до 3 мм. Сырьё дробят дробилками и на ленточных конвейерах подают в агломерационные цеха. Следует заметить, что эффективность агломерационного процесса значительно снижается при спекании чрезмерно мелких концентратов, если они не подвергнуты предварительному окомкованию.
Производство динамной стали
Для обеспечения потребителей электромашиностроения электротехнической изотропной (динамной) сталью в 1986 г. на Комбинате ввели в эксплуатацию специализированный цех проката динамной стали (ПДС). С его вводом комбинат стал самым крупным в Европе предприятием по производству электротехнической стали. Технология холодной прокатки динамной стали включает в себя следующие операции.
Исходной заготовкой служит горячекатаный подкат толщиной 2,0-2,5 мм и шириной 1020-1230 мм. Технологический цикл производства холоднокатаного проката в ПДС предусматривает подготовку горячекатаных полос с инспекцией качества поверхностей и подогрев рулонов высоколегированных сталей перед подготовкой. При обработке металла на агрегате подготовки производится обрезка передних и задних концов полос, вырезка дефектных участков и укрупнение рулонов.
Затем, металл (в первую очередь с высоким содержанием кремния) подвергается термообработке в агрегате нормализации при температуре до 1050°С для улучшения магнитных свойств готовой стали. При производстве некоторых марок стали термообработка горячекатаного подката может не проводиться. Далее металл задается в непрерывный агрегат травления в соляной кислоте, где с поверхности полос удаляется окалина, которая была образована на поверхности полос при горячей прокатке.
После травления металл прокатывается на непрерывном 4-х клетевом стане 1400 холодной прокатки на толщину 0,35 - 1,0 мм.
После холодной прокатки полосы, смотанные в рулоны, проходят обработку в агрегатах подготовки холоднокатаных рулонов, где производится обрезка передних и задних утолщенных концов полос.
Затем металл направляется на обработку в агрегаты непрерывного отжига с печами-тандем (печь с двумя раздельными камерами выдержки), где подвергается очистке, обезжириванию, термической обработке с использованием комбинированных обезуглероживающе-рекристаллизационных отжигов в азото-водородной атмосфере при температурах до 1050°С, с последующим нанесением электроизоляционных покрытий, обладающих термостойкостью, маслостойкостью, хладостойкостью и улучшающих штампуемость металла.
Далее рулоны готовой стали подвергаются роспуску и обрезке кромок на агрегатах продольной резки на размеры в соответствии с заказами потребителей. После порезки готовая продукция упаковывается и отгружается потребителям.
Электротехническая изотропная (динамная) сталь может поставляться без электроизоляционных покрытий, а также с органическими и полуорганическими покрытиями на основе лаков отечественного и зарубежного производства.
Холоднокатаная динамная сталь, произведенная на Комбинате, используется для производства статоров и роторов электродвигателей и генераторов различной мощности, балластных трансформаторов и другого электрооборудования. Производимая динамная сталь подразделяется на различные группы легирования, от нелегированной, не содержащей кремния стали до высоколегированной динамной стали с содержанием кремния более 3%; от стали, произведенной по технологии «полный процесс» до стали по технологии «полупроцесс». Ширина динамной стали - до 1200 мм, толщина - от 0,27мм до 1,00 мм. На НЛМК производится электротехническая сталь-полуфабрикат, с гарантией и без гарантии магнитных свойств, только на экспорт. А также рядовые марки стали и марки с более низкими удельными потерями, динамные стали различных групп легирования с механическими свойствами регламентированными российскими и зарубежными стандартами и стали, имеющие комплекс механических свойств (твердость, отношение предела текучести к пределу прочности) необходимые для изготовления изделий на высокоскоростных беззазорных штампах. На Комбинате начали опытное производство электротехнической динамной стали с высокой магнитной проницаемостью для сердечников с высоким КПД.
Фасонолитейный цех
Назначение ФЛЦ – производство ремонтного, стального, чугунного и цветного литья для нужд комбината и сторонних родственных предприятий. Характер производства единичное и мелкосерийное производство. Развес отливок от 1 кг до 50 т. Кроме этого в цехе изготавливается художественное литье. Так, большинство памятников, установленных в Липецке и области, отливалось в этом цехе, конкретно, памятник Петру I, установленный на одноименной площади у кинотеатра «Октябрь».
Цех состоит из нескольких отделений, описание некоторых из них последует ниже.
Смесеприготовительное отделение. В смесеприготовительном отделении установлены трое смешивающих бегунов модели 15107 производительностью 12 т/ час каждые и пара смешивающих бегунов модели 1А12 производительностью 3,5 т/час. На данном участке происходит приготовление формовочных и стержневых смесей, которые затем по ленточным транспортерам передаются в бункеры – накопители формовочного отделения. Формовочная смесь состоит из наполнителя – формовочный песок и связующего – жидкое стекло, формовочная глина или синтетические смолы. В соответствии с тем, какое применяется связующее, формовочные смеси подразделяются на жидкостекольные, песчано-глинистые и смоляные.
Плавильное отделение. На данном участке производится широкий ассортимент марок сталей и сплавов. Это низко- и среднеуглеродистые, низко- и высоколегированные марки сталей, предназначенных для изготовления отливок, а также конструкционные и инструментальные марки сталей, предназначенных для изготовления поковок. Кроме этого в незначительных объемах производится бронзовое литье.
Основное плавильное оборудование – это две дуговые сталеплавильные печи ДСП- 25 емкостью 25 т каждая, одна дуговая сталеплавильная печь с выкатным подом 5Мт емкостью 5 т и две индукционные печи ИСТ 025 емкостью 250 кг каждая. Тип футеровки на всех печах – основной.
Термообрубное отделение. В термообрубном отделении происходит окончательная очистка литья, его обрубка, обрезка, термообработка и сдача ОТК готовой продукции. Выбитые отливки с выбивных решеток поступают в дробеметные камеры, для удаления остатков формовочной смеси и пригара. Для этих целей в цехе установлены две дробеметные камеры, одна проходного типа, другая с поворотным выкатным столом, предназначенных для очистки литься среднего развеса. Для очистки мелкого литья в цехе установлен дробеметный галтовочный барабан с объемом рабочей камеры 1,7 м3. Кроме этого, для удаления у отливок пригара в труднодоступных местах в цехе установлен галтовочный барабан объемом 10 м3. Принцип очистки литья в дробькамерах заключается в следующем: в рабочем пространстве камеры – в нижней, средней и верхней частях установлены три вала, на которых крепятся лопатки из износостойкого материала. При вращении валов, на лопатки, по специальным каналам подается чугунная дробь, которая затем, получая ускорение, попадает на поверхность отливки и удаляет с нее формовочную смесь и пригар. Заливы и просечки металла удаляются с поверхности отливки и удаляет с помощью огневой резки и пневматических отбойных молотков. Далее обрубленные и очищенные отливки подвергаются термической обработке. Целью термообработки является снятие литейных напряжений в отливке, улучшение микроструктуры металла и придание ему специальных механических свойств. Для этих целей в цехе установлены четыре закалочные печи с выкатным подом, и закалочный бак с водой емкостью 46 м3, в которых в основной производятся закалка марганцовистого литья. На участке также установлена термическая печь №5 с площадью пода 72 м2, предназначенная для высоко- и низкотемпературного отпуска отливок и крупногабаритных сварных стальных конструкций. Цех имеет возможность производить все виды термической обработки деталей и конструкций.
Конверторный цех № 2
Сталь, по сравнению с чугуном, содержит значительно меньше углерода (до 2%). Она мягче, податливее, её легче обрабатывать. Металлурги научились легировать сталь, то есть «сдабривать» её различными добавками и придавать ей разнообразные свойства, изменяя в каждом конкретном случае условия ведения технологического процесса. Если, например, в сталь добавить немного титана (Тi), легкого и прочного металла, а затем хром (Сг) и никель (Ni), то получим сталь твердую, пластичную и коррозионностойкую (нержавеющая сталь). Легирующими добавками также служат - вольфрам (W), кобальт (Со), молибден (МЬ),ванадий (V), цирконий (Zг) др. Большинство этих добавок вводят в сталь в виде готовых сплавов с железом, которые называются ферросплавами. Некоторые из них выплавляются в ферросплавном цехе комбината (ФСЦ)
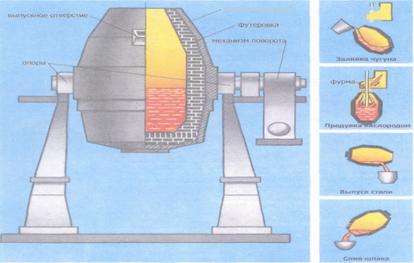
Принципиальная схема кислородного конвертера
Для выплавки стали, на комбинате используются кислородные конвертеры, представляющие собой емкости грушевидной формы, футерованные внутри стойким огнеупорным кирпичом. В Кц №1 установлено 3 конвертера емкостью по 160 т каждый, в Кц №2 - 2 конвертера емкостью по 300 т.
В общем виде процесс производства стали можно представить как ряд операций, задачей которых является удаление примесей из чугуна. Если производство чугуна с точки зрения химиков процесс восстановительный, то передел чугуна и металлического лома в сталь - окислительный.
Технология кислородно-конвертерного процесса выплавки стали основана на удалении (окислении) примесей (углерода, кремния, марганца, фосфора и серы) за счет вдувания в жидкий чугун через вертикальную водоохлаждаемую фурму технически чистого кислорода и перевода этих примесей в шлак или газовую фазу.
В качестве шлакообразующих материалов используется металлургическая известь, доломит и плавиковый шпат. Эти материалы, реагируя с примесями, связывают их в прочные соединения, которые не растворяются в стали, а всплывают в шлак.
Заливка жидкого чугуна.
Технология производства стали включает последовательное выполнение следующих операций:
1. Загрузка металлического лома в конвертер в количестве 18-22 % от всей металлической шихты плавки.
2. Заливка жидкого чугуна в конвертер.
3. Продувка металла в конвертере техническим кислородом.
4. Измерение температуры и отбор проб металла и шлака после окончания продувки.
5. Выпуск плавки из конвертера в сталеразливочный ковш с присадкой науглероживателя и раскислителей (ферросплавов, обеспечивающих получение расплава с химическим составом, близким к среднему составу для данной марки стали).
6. Обработка расплава аргоном в сталеразливочном ковше (внепечная обработка) производится для усреднения и корректировки химического состава и температуры.
Весь цикл получения одной плавки жидкой стали таким способом составляет от 40 до 60 минут.
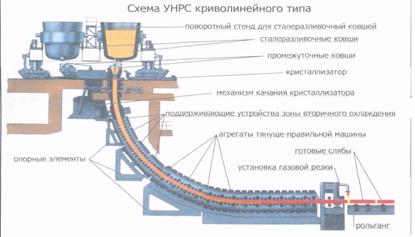
Производство слябов осуществляется путем разливки жидкой стали на установках непрерывной разливки стали (УНРС).
Установка непрерывной разливки стали агрегат, который позволяет разливать жидкий металл в твердые заготовки заданного сечения - прямоугольного (слябы), квадратного (блюмы), круглого или профилированного (круг, тавр, двутавр и тд.). Кц №1 оснащен 6 установками вертикального типа, высотой 42 м (16 м над землей, 27 м под землей). В Кц №2 такими установками уже не пользуются. Но большее значение имеют установки непрерывной разливки стали криволинейного типа. Схема данной установки приведена ниже.
Резка слябов.
Когда слиток полностью затвердел и выпрямлен в горизонтальное положение, он попадает на установку газовой резки, где специальные резаки смесью природного газа и кислорода разрезают его на куски заданных размеров. Отрезанные слябы при помощи роликового конвейера (рольганга) подаются на склад, где проходят контроль качества, и обработку, обеспечивающую удаление выявленных дефектов. Затем слябы отгружают в листопрокатный цех №3 или в полувагоны для отправки сторонним потребителям.
В состав оборудования Кц №2 входят четыре УНРС криволинейного типа и одна - радиального типа. Для разливки металла применяют сталеразливочные ковши емкостью 180 и 350 т и промежуточные ковши емкостью 10, 23, 30 и 50 т.
Сталеплавильное производство ОАО «НЛМК» состоит из двух кислородно-конвертерных цехов - Кц №1 и Кц №2 производительностью порядка 3,8 и 5,5 млн. т литых слябов в год соответственно.
Копровый цех
Вторичные черные металлы являются важнейшим сырьем для металлургии. Основными источниками вторичных черных металлов являются, как известно, отходы собственного металлургического производства, отходы металлообработки и амортизационный лом. Количество собственных (оборотных) металлоотходов на металлургических предприятиях зависит от объема выплавки и уровня использования непрерывной разливки стали. Это количество непрерывно снижается.
В условиях роста загрязненности оборотного лома и возможного дефицита особое значение приобретает разработка и совершенствование промышленных способов очистки и подготовки металлолома на всех отечественных ломоперерабатывающих предприятиях.
С увеличением доли качественных сталей (электротехнических, трубной, автолистовой, особонизкоуглеродистой и др.) с повышенными требованиями по содержанию примесей в общем объеме производства ОАО “Ново-Липецкий металлургический комбинат” возрастают требования к качеству шихтовых материалов, в том числе лома.
Качество лома характеризуется тремя основными параметрами:
• содержанием железа металлического;
• содержанием серы, легирующих и цветных металлов (в первую очередь таких, как хром, никель, медь, олово, молибден) и неметаллических примесей;
• насыпной плотностью и максимальными размерами куска.
• Качество товарного лома, поступающего в копровый цех ОАО “НЛМК”, регламентируется требованиями ГОСТа 2787-75 “Металлы черные вторичные” и договорами на поставку металлолома.
• За девять месяцев прошлого года в копровый цех поступило 809,2 тыс. тонн товарного лома, средняя насыпная плотность которого составила 0,53 t/m3. Доля габаритного лома видов (1А-3А) составила 59,8%, доля лома, требующего переработки с помощью газовой резки (3А2, 5А и железнодорожного лома), – 27,9%, пакетов и брикетов – 2,9%, лома для пакетирования – около 1%. Кроме того, в копровый цех поступило 49,99 тыс. тонн (6,2%) горячебрикетированного железа (ГБЖ) производства АО “Лебединский ГОК”, качество которого регламентируется ТУ 0726-003-000186803-98.
От цехов комбината в копровый цех поступило 432,7 тыс. тонн оборотного металлолома, основную часть которого составили обрезь углеродистая – 44,8%, обрезь электротехнических сталей – 14,2%, скрап – 28,5%. Большая часть обрези представляла собой легковесный лом и требовала переработки методом пакетирования.
Поступивший в копровый цех металлолом, в зависимости от вида, подвергался переработке с помощью пакетирования, газовой резки, копрового и взрывного дробления и сортировки. Всего за девять месяцев 2011 года переработано 995,2 тыс. тонн лома, из них с помощью сортировки – 45,6%, с помощью газовой резки – 34,2%, с помощью пакетирования – 12,7%.
Переработанный металлический лом, предназначенный для использования в качестве металлошихты в сталеплавильных цехах, подразделяется на 1-й, 2-й и 3-й сорта:
– 1-й сорт – обрезь слябов, металлические отходы прокатных цехов, листовые стальные отходы с автозаводов, а также стальной скрап конвертерных цехов;
– 2-й сорт – рельсы, металлоконструкции, лом сельскохозяйственных машин, автомобилей, железнодорожных вагонов без силовых агрегатов и деталей привода, пакеты собственного производства и пакеты из чистых легковесных стальных отходов (Вид 8А);
– 3-й сорт – брикеты из стальной стружки (Вид 6А и 7А), пакеты из легковесных стальных отходов и лома, (Вид 9А и 10А), стальные канаты и проволока, чугунный скрап после копрового и взрывного дробления.
Первый сорт лома или смесь первого и второго сортов используется в сталеплавильных цехах в качестве металлошихты для выплавки качественных сталей, второй сорт – для выплавки сталей рядового сортамента. Третий сорт лома как самостоятельный вид металлошихты не используется и служит для подшихтовки при выплавке сталей рядового сортамента.
Таким образом, основными видами товарного лома, поступившего в копровый цех являются габаритный и негабаритный металлолом для газовой резки, основными видами оборотного лома – обрезь углеродистая, скрап и обрезь электротехнических марок стали. Исходя из этого основные виды переработки, в ходе которых можно повышать насыпную плотность лома и удалять примеси цветных металлов и неметаллических материалов, – сортировка, газовая резка, пакетирование и копровое дробление. Использование металлического лома 1-го сорта обеспечивает получение качественной стали с заведомо низкими массовыми долями цветных элементов.
Важной проблемой для копрового цеха ОАО “НЛМК” является переработка непрерывно растущего количества амортизационного легковесного лома. Одним из реальных путей решения этой проблемы представляется приобретение и установка современных гидравлических ножниц с предварительным уплотнением (подпрессовкой) перерабатываемого лома. Очистка порезанного на ножницах металлического лома от неметаллических примесей может производиться с помощью установленных за ножницами виброплощадки или вращающегося барабана.
Переработка легковесного амортизационного лома с помощью ножничной резки позволит снизить долю применения ручного труда и повысить качество металлошихты за счет увеличения насыпного веса лотков.
Ферросплавный цех
Производит ферросилиций (65%). Примеси – алюминий и титан.
3 сорта ферросилиция: 1 – й (алюминия 0,5%, титана 0,5%),
2 – й (алюминия 0,7%, титана 0,5%),
3 – й (алюминия 1,2%, титана 0,5%),
есть ещё 4 – й сорт с содержанием алюминия до 2,5%.
Данный продукт применяется в электросталеплавильном цехе и кислородно-конвертерном цехе №2.
Это производство очень энергоёмкое. Для него необходим рудо восстанавливающий способ в открытых печах (3 печи).
В данном цехе также производят ферротитан, сварочные флюсы, борсодержащие сплавы (данное предприятие единственное производит этот продукт). 1 см3 бора поглощает количество радиации, испускаемое 10 – 15 см3 радия, эти сплавы самые дорогие. Наш комбинат поставлял эти сплавы на место ликвидации аварии Чернобыльской АЭС. Здесь же производят ацетилен, в виде баллонов, внутри которых находится пористая масса и ацетон, куда потом закачивают ацетилен.
Компоненты шихты приходят в вагонах и выгружаются на шихтовый двор. Здесь кокс дробят дробилками, а потом просевают. Все компоненты разделены между собой, чтобы было удобнее производить дозировку для получения шихты необходимого состава. Одним из компонентов шихты является стальная стружка. Также применяется древесная стружка, необходимая для того, чтобы разрыхлять колошник печи. На территории цеха есть газоочистка, в которой вода уносит в отстойники отходы производства, но она эффективна только на 65%. Вскоре здесь хотят построить сухую газоочистку. Вообще цех стандартизирует немецкая фирма «Зергюф», что приводит к постоянному улучшению качества работы цеха.
Далее шихта поступает в машинный зал. Здесь есть 4 дымоотсоса. По тракту шихтоподачи компоненты проходят в бункер, а затем развозятся по дозировочным площадкам. Дозируют, начиная с самого лёгкого компонента, чтобы легче было перемешивать шихту. На этом участке расположены печи мощностью по 10,5 МВт. В печь опускается 3 электрода при температуре 150 0С, и шихта начинает плавиться. В смену цех потребляет приблизительно 75 кВТ часов электроэнергии, поэтому в цехе есть электрический режим. Все элементы печи водоохлаждаемые. Печь в основном обслуживает 3 человека.
Через лётку готовый продукт по желобу попадает в изложницу, где он остывает, а после его подают на разбивочную машину. Далее в измельченном виде продукт попадает в бункера хранения. Этот цех единственный получает ферросилиций такого высокого качества с первого передела.
В алюминотермическом отделении производят дорогостоящие плавки с получением борсодержащих сплавов.
Заключение
Новолипецкий металлургический комбинат – это визитная карточка города Липецка, который по праву называют Городом Металлургов.
ОАО «НЛМК», сегодня занимает позицию быстрорастущей компании со сбалансированной стратегией развития. Основной стратегией НЛМК является стремление к увеличению акционерной стоимости и последовательному снижению влияния отраслевых рисков. Реализация поставленных целей осуществляется за счет модернизации производства, увеличения выпуска сталепрокатной продукции, приобретения и развития новых активов, улучшения качества и расширение ассортимента продукции, повышения энергетической и экологической эффективности, освоения новых рынков, оптимизации структуры управления.
Стабильно развивающийся, постоянно обновляющий свое производство, комбинат вносит наибольший вклад в промышленность страны, и по праву входит в тройку лидирующих металлургических производителей, известные по всему миру, такие как ОАО «ММК» и ОАО «Северсталь». Такие позиции ОАО «НЛМК» достигло, благодаря своей четкой управленческой деятельности, рациональному использованию ресурсов, которое является самым низкозатратным, и как следствие, имеет высокий уровень капиталоотдачи.
Все эти конкурентоспособные преимущества позволяют предприятию играть активные роли не только на Российском рынке, но и на мировой арене.
В ОАО «НЛМК» для оптимизации ресурсов в настоящее время действует полтикика в области ресурсосбережения. В соотвествии с данной политикой ОАО «НЛМК» стремится к обеспечению производства продукции заданного качества и объема с минимальными затратами, в том числе путем внедрения ресурсосберегающих мероприятий, оборудования и технологий.
Несмотря на планируемое увеличение производтва на период до 2015 год, ожидается дальнейшее снижение негативного воздействия комбината на окружающую среду.
Решения природоохранных задач обеспечиваются за счет:
· Вывода из эксплуатации устаревших и физически изношенных производств;
· Модернизации действующего оборудования с учетом экологических требований;
· Строительства современных агрегатов с совершенной природоохранной составляющей по системам очистки.
В 2009 году ОАО «НЛМК» первым среди крупных российских предприятий перешло на полностью закрытый цикл водоснабжения и прекратило сбросы сточных промышленных вод.
НЛМК является основным налогоплательщиком в регионе и развивает корпоративную культуру, осуществляя социальную поддержку сотрудников. Ежегодно НЛМК строит около 30 000 кв. м жилья для своих работников в Липецке. В последние 4 года заработная плата работников НЛМК повышалась на 25-30% ежегодно. Медицинский комплекс НЛМК на сегодняшний день является одним из самых крупных и хорошо оснащенных в регионе, Новолипецкий комбинат поддерживает спортивные организации, созданный Компанией фонд пенсионного обеспечения НПФ «Социальное Развитие» является 25-ым по величине активов в России. НЛМК также поддерживает образовательные инициативы, предоставляя стипендии студентам ВУЗов.
Приложения
Приложение 1
Стратегия в действии
План действий
Ожидаемые результаты
· Увеличение объемов выплавки стали более чем на 40%;
· Модернизация сталеплавильных мощностей;
· Улучшение качества и технических характеристик стали и, как следствие, увеличение объемов производства стали, используемой в отраслях, предъявляющих высокие требования к качеству стальной продукции;
· Рост прибыли за счет использования низкозатратной производственной платформы в России;
· Статус одного из наиболее низкозатратных производителей стали в мире и, как следствие, высокий уровень отдачи на капитал;
· Расширение присутствия дивизиона на ключевых рынках сбыта;
· Увеличение производства стали и сортового проката более чем на 60%;
· Увеличение прибыли за счет реализации перспективного проекта в центральном регионе России;
· Увеличение доли на рынке сортового проката в России;
· Вертикальная интеграция с высокоэффективными сырьевыми активами;
· Поддержание 100% самообеспеченности железорудным концентратом и коксом;
· Сокращение расхода основных видов сырья за счет постоянного освоения новых технологий;
· Развитие сети площадок по сбору металлолома;
· Поиск возможностей эффективной вертикальной интеграции с активами по добыче коксующегося угля;
· Увеличение самообеспеченности электроэнергией на основной площадке;
· Освоение энергосберегающих технологий;
Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим...
Автоматическое растормаживание колес: Тормозные устройства колес предназначены для уменьшения длины пробега и улучшения маневрирования ВС при...
Историки об Елизавете Петровне: Елизавета попала между двумя встречными культурными течениями, воспитывалась среди новых европейских веяний и преданий...




 Компания производит широкий спектр металлопродукции, занимает лидирующие позиции в России по производству электротехнических сталей, проката, имеет обширную географию поставок и развитую клиентскую базу.
Компания производит широкий спектр металлопродукции, занимает лидирующие позиции в России по производству электротехнических сталей, проката, имеет обширную географию поставок и развитую клиентскую базу.
 коксование, отжиг,
коксование, отжиг, усреднение,
усреднение,