| Ион
| j×10 – 1, нм – 1
| Ион
| j×10 – 1, нм – 1
|
| As+3
| 0,58
| Mg+2
| 3,03
|
| Cs+
| 0,60
| Bi+3
| 3,12
|
| Rb+
| 0,68
| Cr+3
| 4,76
|
| Au+
| 0,73
| Co+3
| 4,76
|
| K+
| 0,75
| Pb+4
| 4,76
|
| Ag+
| 0,88
| Fe+3
| 4,76
|
| Sr+2
| 0,89
| Al+3
| 5,26
|
| Na+
| 1,03
| Sn+4
| 5,55
|
| Cu+
| 1,04
| Be+2
| 5,71
|
| Li+
| 1,47
| Ti+4
| 5,88
|
| Ba+2
| 1,49
| Mn+4
| 6,67
|
| Pb+2
| 1,67
| Bi+5
| 6,76
|
| Ca+2
| 2,00
| Si+4
| 9,09
|
| Cd+2
| 2,06
| Mo+6
| 9,68
|
| Mn+2
| 2,50
| As+5
| 10,87
|
| Co+2
| 2,78
| Cr+6
| 11,11
|
| Cu+2
| 2,78
| B+3
| 12,50
|
| Fe+2
| 2,78
| Mn+7
| 15,22
|
| Ni+2
| 2,90
| P+5
| 16,67
|
| Zn+2
| 2,94
| C+4
| 25,00
|
ионов с высоким зарядом и низким радиусом, проявляется тенденция к образованию комплексов с ионом кислорода; в предельном случае такие катионы не могут являться модификаторами.
Учитывая величины ионных потенциалов, оценена минимальная температура Tmin появления жидкой фазы в системах  , где M¢¢m = Si+4, Ti4+, Zr4+ Pb2+, Ge4+ и V+5 (табл. 8.2). Последнюю рассчитывали по уравнению
, где M¢¢m = Si+4, Ti4+, Zr4+ Pb2+, Ge4+ и V+5 (табл. 8.2). Последнюю рассчитывали по уравнению
А.С. Бережного:
Tmin = T2(T2/T1)(1 – 2/n) (8.20)
где T2 и T1 – минимальные температуры плавления бинарных эвтектик и компонентов, соответственно;
n – число компонентов.
Основываясь на вышеприведенных принципах, можно заключить, что оптимальными свойствами будут обладать добавки, для которых  = Ca2+, Mn2+, Fe2+, Co2+, Cu2+, Zn2+. Наиболее эффективными в качестве модификаторов являются
= Ca2+, Mn2+, Fe2+, Co2+, Cu2+, Zn2+. Наиболее эффективными в качестве модификаторов являются
Таблица 8.2
Рассчитанные значения температур (оС) появления жидкой фазы в системах 
По А. С. Бережному
| Ион
M¢x
| Ион M¢¢n
|
| Si+4
| Ti+4
| Zr+4
| V+5
| Pb+2
| Ge+4
|
| Li+
|
|
|
|
|
|
|
| Mg+2
|
|
|
|
|
|
|
| Ca+2
|
|
|
|
|
|
|
| Cu+2
|
|
|
|
|
|
|
| Zn+2
|
|
|
|
|
|
|
| Ba+2
|
|
|
|
|
|
|
| Mn+2
|
|
|
|
|
|
|
| Fe+2
|
|
|
|
|
| –
|
| Co+2
|
|
|
|
|
| –
|
| Ni+2
|
|
|
|
|
| –
|
| Sc+3
|
|
|
|
|
|
|
| Ga+3
|
|
|
|
|
|
|
| Y+3
|
|
|
|
|
|
|
| Bi+3
|
|
|
|
|
|
|
| Cr+3
|
|
|
|
|
|
|
ионы переходных металлов с частично заполненными 3d – электронными оболочками. Составы исследованных добавок представлены в табл. 8.3.
Геометрия межчастичного контакта, а именно размер частиц, количество защемленной между ними жидкости, а также поверхностное натяжение, как уже отмечалось, существенно влияет на силу взаимодействия между частицами в период их перегруппировки.
Таблица 8.3
Составы эвтектических добавок (мас. %)
 Оксид
Добавка Оксид
Добавка
| M¢1O
| M¢2O
| Al2O3
(B2O3)
| SiO2
| TiO2
| Обозначение
|
| MnO – TiO2
| 35,0
| -
| -
| -
| 65,0
| MnT
|
| ZnO – TiO2
| 42,5
| -
| -
| -
| 57,5
| ZT
|
| SiO2 – TiO2
| -
| -
| -
| 45,0
| 55,0
| ST
|
| MgO – SiO2
| 35,0
|
| -
| 65,0
| -
| MS
|
| CaO – ZnO – SiO2
| 19,6
| 32,4
| -
| 48,0
| -
| CZS-1
|
| CaO – ZnO – SiO2
| 18,0
| 50,0
| -
| 32,0
| -
| CZS-2
|
| CaO – ZnO – SiO2
| 36,6
| 32,4
| -
| 31,0
| -
| CZS-3
|
| CaO – ZnO – SiO2
| 46,4
| 11,5
| -
| 42,1
| -
| CZS-4
|
| MnO – Al2O3 – SiO2
| 30,0
| -
| 19,0
| 51,0
| -
| MnAS
|
| FeO – Al2O3 – SiO2
| 47,5
| -
| 12,0
| 40,5
| -
| FAS
|
| ZnO – Al2O3 – SiO2
| 40,0
| -
| 7,9
| 52,1
| -
| ZAS
|
| CaO – ZnO – Al2O3 – SiO2
| 3,1
| 37,0
| 11,2
| 48,7
| -
| CZAS-1
|
| CaO – ZnO – Al2O3 – SiO2
| 10,1
| 32,3
| 14,3
| 43,3
| -
| CZAS-2
|
| CaO – ZnO – Al2O3 – SiO2
| 15,8
| 27,9
| 18,0
| 38,3
| -
| CZAS-3
|
| CaO – B2O3 – SiO2
| 62,0
| -
| (14,0)
| 24,0
| -
| CBS
|
Для учета влияния различных факторов на процесс припекания двух сферических частиц на этом этапе спекания необходим расчет толщины межчастичной прослойки жидкости.
Последнюю оценивают, как разность между «фиктивным» и действительным радиусом частиц в условиях отсутствия интенсивного химического взаимодействия между тугоплавкой фазой и спекающей добавкой, ее постоянного молярного объема, полного смачивания и равномерного распределения по поверхности частиц. Таким образом, объем жидкости, находящийся в первоначальный момент между двумя сферическими частицами в равных долях распределяется впоследствии по их поверхности.
С учетом сделанных предположений, число частиц тугоплавкой фазы N1, приходящееся на 1 моль, составляет:
N1 = 6m/pd3r, (8.21)
где m и r – молярная масса и плотность тугоплавкой фазы;
d – размер частицы тугоплавкой фазы.
Тогда, число частиц тугоплавкой фазы N1 k в 1 моле материала, содержащего x1 мольных долей тугоплавкой фазы, составит
N1k = N1 x1, (8.22)
а мольная доля прослойки (1 – x1) и число моль промежуточной фазы N21,
приходящееся на 1 частицу тугоплавкой фазы, составит:
N21 = (1 – x1)/N1k (8.23)
Учитывая, что молярный объем Vm2 промежуточной фазы
Vm2 = m2/r2, (8.24)
где m2 и r2 – молярная масса и плотность промежуточной фазы, соответственно,
ее объем V21, приходящийся на 1 частицу тугоплавкой фазы, составит:
 (8.25)
(8.25)
Тогда, фиктивный размер D частицы этой фазы, включая оболочку промежуточной фазы:
D = ((6V21 + pd3)/p) 1/3 (8.26)
Толщина слоя промежуточной фазы l при этом
l = D – d (8.27)
Суммарный объем частицы с прослойкой легкоплавкой фазы составит:
 , (8.28)
, (8.28)
откуда толщина межчастичной прослойки:
 (8.29)
(8.29)
Таким образом, толщина межчастичной прослойки определяется только содержанием сосуществующих фаз, соотношением их плотностей и размером частиц тугоплавкого компонента (см. рис. 8.4 – 8.6).
Расчет силы взаимодействия на 1 моль спекающейся системы свидетельствует о том, что ее величина с уменьшением размера частиц существенно возрастает (рис. 8.7 – 8.9). Это свидетельствует о том, что с уменьшением размера частиц число контактов возрастает в большей степени, нежели убывает сила межчастичного взаимодействия. Для различных типов модифицирующих добавок значения силы взаимодействия при данном размере частиц определяются только поверхностным натяжением жидкости и геометрией контактной области. Аналогичная ситуация наблюдается и для другого типа контакта, например, игла – плоскость.
При любом размере частиц тугоплавкой фазы существует критическое количество расплава, выше которого значения силы межчастичного взаимодействия становятся отрицательными, т.е. жидкость будет не способствовать, а препятствовать процессу спекания. Так, на рис. 8.10 – 8.15 значения силы взаимодействия при определенном содержании добавок асимптотически приближается к бесконечности, а соответствующая функция в данной точке претерпевает разрыв. Природа модификатора в данном случае не оказывает влияния на величину силы межчастичного взаимодействия. Критическое количество жидкости для каждой конкретной системы может быть рассчитано; для всех исследованных систем оно не должно превышать 8 об. %.
Таким образом, процесс перегруппировки в условиях полного смачивания определяется исключительно геометрией контактной области (размером частиц тугоплавкого компонента, толщиной межчастичной прослойки) и не зависит от физико-химической природы добавок, которая оказывает решающее влияние на процесс спекания на стадии растворения – осаждения.
Характер зависимости F от V/R3 при иной форме соприкасающихся частиц может быть существенно иным, чем изображенный на рис. 8.16.
В весьма распространенном в порошковых прессовках случае, когда коническая игла соприкасается с плоскостью (рис. 8.17, 8.18) при θ = 0, сила F определяется формулами:
 , (8.30)
, (8.30)


Рис. 8.4. Влияние размера частиц на толщину межчастичной прослойки жидкости.
Количество введенных добавок:
 а
а – 1 об. %;
б – 2 об. %


Рис. 8.5. Влияние размера частиц на толщину межчастичной прослойки жидкости.
Количество введенных добавок: 
а – 4 об. %;
б – 5 об. %

Рис. 8.6. Влияние размера частиц на толщину межчастичной прослойки жидкости.
Количество введенных добавок: а – 6 об. %; б – 8 об. %

Рис. 8.7. Влияние размера частиц на силу межчастичного взаимодействия в расчете
на 1 моль спекающегося материала.
Количество вводимых добавок: а – 1 об. %, б – 2 об. %

Рис. 8.8. Влияние размера частиц на силу межчастичного взаимодействия в расчете на 1 моль спекающегося материала.
Количество вводимых добавок: а – 4 об. %, б – 5 об. %

Рис. 8.9. Влияние размера частиц на силу межчастичного взаимодействия в расчете на 1 моль спекающегося материала.
Количество вводимых добавок: а – 6 об. %, б – 8 об. %



Рис. 8.10. Влияние количества модифицирующей добавки на силу межчастичного взаимодействия. Размер частиц – 1 мкм



Рис. 8.11. Влияние количества модифицирующей добавки на силу межчастичного взаимодействия. Размер частиц – 2 мкм


Рис. 8.12. Влияние количества модифицирующей добавки на силу межчастичного взаимодействия. Размер частиц – 4 мкм



Рис. 8.13. Влияние количества модифицирующей добавки на силу межчастичного взаимодействия. Размер частиц – 6 мкм

Рис. 8.14. Влияние количества модифицирующей добавки на силу межчастичного взаимодействия. Размер частиц – 8 мкм



Рис. 8.15. Влияние количества модифицирующей добавки на силу межчастичного взаимодействия. Размер частиц – 10 мкм

Рис. 8.16. Результаты измерений капиллярной силы, стягивающей металлические шарики с жидкой прослойкой. ○ – прослойка масла, R = 2 мм, ´ – прослойка бензилового спирта,
R = 2 мм; ● – прослойка масла, R = 1 мм

Рис. 8.17. Контакт иглы и плоскости, разделенных жидкой прослойкой
 ,
,  . (8.31)
. (8.31)
Следующая из (8.30, 8.31) пропорциональность F ~ R подтверждена опытами с бензиловым спиртом и маслом. Согласно (8.30, 8.31) с увеличением объема жидкости сжимающая сила F должна, в отличие от случая сферических частиц, возрастать. В связи с наличием давления в месте контакта, которое при малом относительном количестве жидкости может быть порядка нескольких атмосфер, химический потенциал частиц в растворе повышен по сравнению с химическим потенциалом вдали от места контакта.
Под влиянием таким образом возникающего градиента химического потенциала в жидкостной прослойке появляется поток растворяющихся частиц от места контакта к периферии, что будет способствовать растворению твердых частиц

Рис. 8.18. Измерения капиллярной силы, действующей между конусом и плоскостью с прослойкой жидкости. Обозначения те же, что и на рис. 8.16
и вследствие этого сближению их центров. Очевидно, данный механизм может иметь место лишь в случае, когда растворение твердой частицы в жидкой прослойке сопровождается увеличением объема.
Скорость переноса растворяющихся частиц в жидкой прослойке может ограничиваться как диффузией атомов (ионов), так и скоростью растворения вещества твердых частиц в жидкой прослойке.
Кинетика сближения центров двух сферических частиц в этих предельных случаях выражается следующими условиями:
1. Скорость переноса растворяющихся частиц ограничивается диффузией атомов (ионов). Объем вещества, перенесенный от каждой из контактирующих сфер, равен (рис. 8.19):

Рис. 8.19. К расчету кинетики припекания (сближения центров) сферических крупинок, разделенных жидкой прослойкой
 . (8.32)
. (8.32)
Очевидно, что:
 , (8.33)
, (8.33)
где λ – толщина жидкой прослойки,
Δ с = с – с0 – разность концентраций вещества крупинок в области контакта, где имеется давление ΔР, и вдали от контакта (с0 – равновесная растворимость).
Для дальнейшего сделаем предположения, упрощающие задачу:
 ;
;  , (8.34)
, (8.34)
где k1 и k 2— константы,
Рr ≈ α/r.
Имея в виду, что
 ,
,  , (8.35)
, (8.35)
из предыдущих формул легко получить
 . (8.36)
. (8.36)
2. Скорость переноса растворяющихся частиц ограничивается скоростью растворения твердого вещества. В данном случае скорость переноса вещества из области контакта пропорциональна площади контакта, времени и некоторой константе, определяющей скорость растворения вещества крупинок в жидкой прослойке:
 . (8.37)
. (8.37)
Далее, после интегрирования получаем:
 . (8.38)
. (8.38)
Формулы типа (8.37) и (8.38) аналогично могут быть получены для случая, когда контактируют частицы, форма которых отличается от сферической, т.е. когда связь между V и h определяется соотношениями, отличными от (8.32).
В принципе не исключено, что при наличии жидкой фазы образование жидкой прослойки между твердыми частицами может оказаться энергетически невыгодным, если энергия границы, вдоль которой соприкасаются твердые крупники,  , где
, где  и
и  - поверхностные натяжения на поверхности твердой фазы и на границе твердое – жидкое.
- поверхностные натяжения на поверхности твердой фазы и на границе твердое – жидкое.
Таким образом, кинетика процессов, которые происходят при спекании порошковой прессовки при наличии жидкой фазы, зависит от начальной пористости прессовки, количества жидкой фазы, линейного размера порошинок, степени смачивания твердой фазы жидкостью, взаимной растворимости фаз и др. Она определяется также происхождением жидкой фазы, т. е. появилась ли жидкость вследствие плавления легкоплавкого компонента смеси или вследствие «контактного» плавления, когда расплав возникает при температуре более низкой, чем температура плавления компонентов смеси.
Имея в виду возможность сопоставить описание кинетики усадки с имеющимися экспериментальными данными, обсудим случай, когда жидкая фаза появляется вследствие расплавления малого количества легкоплавкой добавки, полагая, что вещество тугоплавкого компонента частично растворимо в расплаве. Данный случай спекания с участием жидкой фазы наиболее изучен как теоретически, так и экспериментально.
Последовательность происходящих процессов может быть описана следующим образом.
Процесс перегруппировки. Появившаяся жидкая фаза заполняет зазоры между твердыми частицами и, таким образом, играет роль смазки, которая облегчает взаимное перемещение частиц, приводящее к уплотнению прессовки. Это перемещение сопровождается уменьшением свободной поверхности жидкости и происходит под влиянием давления, обусловленного кривизной поверхности. Величина этого давления может оказаться весьма значительной, достигающей десятков атмосфер. При равномерном распределении жидкости в объеме прессовки
капиллярное давление по влиянию на процесс перегруппировки эквивалентно действию давления всестороннего сжатия.
Для того чтобы жидкие прослойки образовались, необходимо, чтобы энергетически было целесообразным разделение жидкостью двух одноименных твердых частиц, которые ранее были в непосредственном контакте. Для этого должно удовлетворяться термодинамическое условие
2 α тж сos φ < α 12, (8.39)
которое выполняется при любых значениях угла φ = φ0 + 2 θ, если α тж < α 12/2 (α тж – поверхностная энергия на границе раздела твердой и жидкой фаз, a12 – поверхностная энергия на границе двух зерен, φ0 – угол между касательными к поверхности частиц в месте их соприкосновения, θ – краевой угол смачивания). Если твердая фаза растворима в жидкой, последнее условие не является жестким и во многих случаях соблюдается. Последовательный расчет кинетики на данном этапе затруднен. Однако можно считать, что
 (8.40)
(8.40)
Так как со временем эффективная (усредненная но объему прессовки) кривизна поверхности увеличивается, а с ней возрастает и капиллярное давление, величина k должна быть больше единицы.
Вклад процесса перегруппировки вобъемную усадку увеличивается с ростом объемной доли жидкой фазы. Наиболее отчетливо этот процесс проявляется в системах, в которых взаимная растворимость компонентов практически отсутствует.
Процесс растворения – осаждения. Применительно к идеализированной модели двух соприкасающихся шаров, разделенных жидкой прослойкой, этот процесс подробно обсуждался ранее. Здесь заметим лишь, что в совокупности спрессованных порошков между отдельными частицами защемлены жидкие прослойки, являющиеся той средой, в которой происходит процесс растворения — осаждения. Важнейшее значение рассматриваемый процесс играет в системах, для которых твердая фаза растворима в жидкой.
Временная зависимость усадки, определяемой этим процессом, для случая сферических частиц описывается соотношением
 (8.41)
(8.41)
Относительная усадка зависит от линейного размера частицы r при прочих неизменных условиях по закону
 (8.42)
(8.42)
Как об этом свидетельствует опыт, механизм растворения – осаждения практически оcуществим, когда количество жидкой фазы не менее 5 об. %.
Твердофазное спекание. На заключительной стадии процесса изотермического спекания жидкая фаза может закристаллизоваться вследствие ее обогащения тугоплавким компонентом. В этом случае кинетика усадки будет определяться закономерностям твердофазного спекания. Относительная роль твердофазного спекания со временем возрастает также в связи с наличием твердых частиц, не разделенных жидкой прослойкой, которые взаимно припекаются; в прессовке образуется жесткий каркас, препятствующий уплотнению за счет процессов, определяемых наличием жидкой фазы.
Жесткий каркас вследствие взаимного припекания твердых частиц образуется в тех случаях, когда условие (8.39) не выполняется и, следовательно, жидкость не проникает между твердыми частицами. В связи с зависимостью α тж и α 12, от ориентации кристаллических зерен условие (8.39) может выполняться применительно к некоторым парам зерен. Это приведет к ослаблению степени жесткости скелета.
Описанные процессы строго не разграничены во времени. Поэтому в большинстве случаев графически кинетика уплотнения при наличии жидкой фазы выглядит так, как это показано на рис. 8.20.
Весьма важная особенность кинетики спекания с участием жидкой фазы заключается в том, что при малой исходной пористости прессовки и значительном количестве жидкой фазы легко образуются замкнутые поры, давление газа в которых тормозит усадку, а иногда и приводит к смене усадки «ростом». Это явление может значительно исказить те закономерности усадки, которые изложены в этом разделе и наблюдаются в области не очень малых пористостей.
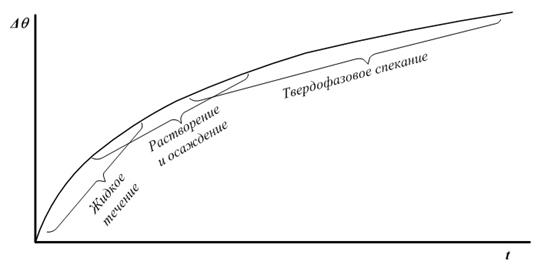
Рис. 8.20. Кинетическая кривая усадки при наличии жидкой фазы (поэтапно, схема)
В различных технологиях тугоплавких неметаллических и силикатных материалов применяется значительное количество модификаторов, образующих жидкую фазу в обжиге. Наиболее подробно подобные активаторы спекания исследованы для оксидных, в частности корундовых материалов. Анализ данных позволяет разделить все добавки на несколько подгрупп.
К первой подгруппе относят модификаторы типа R+2O – Al2O3 – SiO2 и R2+O – Al2O3 – SiO2 (где R+ и R2+ – катионы щелочного и щелочноземельного металлов). Именно эти системы первыми были изучены в нашей стране в 50-е годы. Добавки типа R2O – Al2O3 – SiO2 не нашли широкого применения, поскольку с их использованием не удалось изготовить плотной керамики с высоким уровнем свойств. Модификаторы RO – Al2O3 – SiO2 широко исследовали вплоть до 80-х годов; совершенствование методов их получения, а также использование более чистого и активного исходного сырья позволило разработать керамические материалы, обладающие открытой пористостью на уровне 2 % и температурой спекания 1450 °С. Прочность при изгибе такой керамики составляет ~ 300 МПа. Первые образцы спекали до указанного значения пористости лишь при 1600 °С.
Среди добавок данной подгруппы необходимо выделить систему
CaO – Al2O3 – SiO2, которой посвящено наибольшее количество исследований. Необходимо отметить, что вместо RO в данном случае могут выступать ряд других оксидов, например, Y2O3.
Практически одновременно с первой подгруппой сначала за рубежом, а впоследствии и в нашей стране начались исследования модификаторов типа
RxOy – TiO2, которые составляют вторую подгруппу. В качестве RxOy могут выступать CuO, Cu2O, SrO, BaO, CaO, MnO, MnO2, La2O3 и др. Наилучшие образцы керамики, содержащие вышеуказанные добавки, спекаются при температурах 1350 – 1450 °С до открытой пористости < 1 % и обладают пределом прочности при трехточечном изгибе на уровне 390 МПа.
К третьей подгруппе относят добавки в системах R2+O – B2O3 – SiO2. Первые исследования подобных систем были проведены в 50-е годы, тем не менее, эти добавки до настоящего времени продолжают привлекать исследователей. С их использованием изготовлена плотная керамика, имеющая температуру спекания
1450 °С и прочность 250 – 270 МПа.
В четвертую подгруппу включают модификаторы, представляющие собой комбинацию добавок первых трех подгрупп. Как правило, их можно представить общей формулой [R1]2+O – [R2]2+O – B2O3 – SiO2 – TiO2, где R1 и R2 – щелочноземельные катионы. В состав обычно входит один либо два оксида RO и два из трех «кислых» оксидов. Использование добавок четвертой подгруппы позволяет при температуре 1450 °С получить керамику с практически нулевой открытой пористостью и прочностью на уровне 370 – 420 МПа.
Применение модификаторов, образующих жидкую фазу, позволяет снизить температуру спекания на 300 – 400 °C. Одной из пионерских работ в этом направлении стало исследование Г.В. Куколева и Е.Н. Леве, которые изучили влияние добавок RO – Al2O3 – SiO2, где R = Ca2+, Mg2+; и R2O – Al2O3 – SiO2, где
R = Na+, K+ на физико–химические показатели материалов из Al2O3. Их применение позволяет при температуре 1550–1600 °С получить плотный керамический материал. В этом же направлении проводили работу Д.Н. Полубояринов и Г.Н. Воласевич.
Куколев исследовал спекание корунда в зависимости от состава расплава для систем СаО – А12О3 – SiO2, MgO – А12О3 – SiO2, Na2O – А12О3 – SiO2 и
К2О – Al2O3 – SiO2. Установлено, что наилучшее спекание достигается, когда точки составов расплавов находятся в поле первичной кристаллизации корунда, наихудшее - когда они расположены на пограничной кривой муллит - корунд. Полученные данные объяснены исходя из теории строения расплавов. Когда расплав находится в равновесии только со спекаемой фазой (корундом), в нем присутствуют лишь октаэдрически координированные ионы алюминия, такие же, как и в самом корунде, что облегчает спекание. Куколев полагает, что главнейшим фактором, способствующим протеканию процесса, является наличие в расплаве большого числа групп, до известной степени соответствующих строению твердой фазы. Установлено, что те же принципы действуют при спекании высокодисперсных порошков Al2O3, полученных различными методами. Эти принципы распространены на подавляющее большинство оксидных систем, уплотняющихся под воздействием жидкой фазы.
Для изготовления плотной керамики с пониженной температурой спекания В.Б. Ложников и В.И. Верещагин предложили использовать эвтектическую добавку в системе MgO – TiO2 – SiO2. Применение этой эвтектики дает возможность получить керамику с нулевой пористостью при температуре 1400 °С.
Для модифицирования свойств оксидной керамики предложена добавка MnO – Cr2O3 – SiO2, вводимая в количестве 5,6 мас. %. Материал обжигали при температуре 1600 °С; полученная керамика характеризуется высокой плотностью – 3,80 г/см3, нулевой пористостью и прочностью на изгиб 410 МПа.
Для снижения температуры спекания использовали многокомпонентную добавку CuO – TiO2 – B2O3 – MgO в количестве 2 мол. %. При температуре обжига 1070 °С предел прочности при изгибе материала составил 390 МПа, средняя плотность – 3,97 г/см3.
Ф.Я. Харитонов и др. показали, что плотную керамику с температурой спекания 1450 – 1500 °С можно изготовить, используя стекла, содержащие в своем составе MnO. Кроме того, авторами установлено, что введение Cr2O3 в качестве компонента добавки MnO – Cr2O3 позволяет повысить стойкость к окислению, замедлить рост зерен, снизить тангенс угла диэлектрических потерь.
Т.А. Афонина с сотр. установили, что понизить температуру спекания можно путем использования в качестве добавки эвтектики в трехкомпонентной системе BaO – CaO – SiO2. При этом отмечается положительная роль SiO2 как оксида, способствующего снижению рекристаллизации.
С.С. Орданьян, Т.И. Самохвалова и Г.П. Зайцев указывают на возможность получения плотной керамики при температуре обжига 1350 – 1450 °С на основе составов, содержащих титанаты элементов 2 группы периодической системы, а также титанат марганца. При этом отмечается, что наиболее эффективными являются добавки, не образующие с оксидом алюминия продуктов химических реакций. В этом отношении перспективны MnTiO3 и CaTiO3. Материалы, их содержащие, способны спекаться до нулевой открытой пористости при температурах
1300 - 1350 °С. Относительная плотность керамики достигает около 99 %.
И.И. Кабаковой, изучившей добавки в системах B2O3 – CaO – SiO2,
CaO – Al2O3 – SiO2 и MgO – Al2O3 – SiO2, показано, что, помимо положительного влияния этих модификаторов на спекание, в их присутствии наблюдается существенный рост кристаллов.
V. Sing при исследовании добавок системы CaO – Al2O3 – SiO2 (температуры эвтектик 1170 °С и 1335 °С) и MgO – Al2O3 – SiO2 (температура эвтектики 1335 °С) показал, что по размеру кристаллов корунда при жидкофазном спекании не всегда можно судить о ходе происходящих процессов.
Подробное исследование проведено Н.Т. Андриановым и С.В. Орловым при изучении влияния количества добавок и методов их синтеза на свойства корундовой керамики. Исследованы модификаторы в системах RO – B2O3 – SiO2, где
R = Mg2+, Ba2+, Ca2+; а также Y2O3 – Al2O3 – SiO2 и Y2O3–SiO2. Их использование позволяет синтезировать керамику при температурах 1450 – 1550 °С, обладающую плотностью на уровне 3,70 – 3,80 г/см3 и имеющую предел прочности при изгибе
310 – 390 МПа. Количество вводимых добавок варьировали от 5 до 20 мас. %.
I. Katler с сотрудниками для получения плотной керамики на основе оксида алюминия использовали добавки TiO2 – Cu2O и TiO2 – MnO2. Общее количество добавок составляло 4 мол. %. Температура спекания керамики – 1300 °С, при этом плотность составляет 96 % от теоретической.
Исследована модифицирующая добавка, содержащая оксид марганца, которую вводили в количествах 3–5 мас. %. Составы спекались почти до нулевой открытой пористости. Значение предела прочности при трехточечном изгибе составило более 350 МПа.
Рассмотрено формирование микроструктуры керамики, а именно механизм аномального роста зерен, которым сопровождается спекание материалов с добавками, содержащими жидкую фазу. В качестве модифицирующего использован состав в системе SiO2 – TiO2. Установлено, что причиной аномального роста зерен является формирование тонких межзеренных прослоек жидкой фазы, приуроченных главным образом к базальным плоскостям.
Разработана корундовая керамика, работающая при повышенных ударных нагрузках. В качестве материала, способствующего снижению температуры спекания и повышению ударной вязкости, использовали боксит в соотношении 1 часть боксита к 3,5 частям глинозема Г-00. Боксит, помимо оксидов алюминия и кремния, содержит TiO2, MgO, Na2O, K2O, Fe2O3, P2O5.
Предложена шихта для производства керамики конструкционного и инструментального назначения, содержащая (мас. %): 1,9 – 76,0 плазмохимического Al2O3, 15,0 – 35,0 Li2O, остальное – стабилизированный диоксид циркония. Керамика обладает пределом прочности при трехточечном изгибе до 1180 МПа.
Найден способ изготовления износо- и химически стойкой корундовой керамики, выдерживающей значительные статические нагрузки. Для снижения температуры спекания до 1450 °С используют предварительно синтезированный при 900 – 1000 °С минерализатор, содержащий оксиды MgO, CaO, SiO2, B2O3, взятые в соотношении 0,5:0,5:1:1.
Плотный материал системы Al2O3 - ZrO2 получен с использованием добавок TiO2 – MnO и CaO – Al2O3 – SiO2. Обнаружено, что, помимо частичного растворения TiO2 в ZrO2, модификаторы существуют главным образом в виде зернограничных стекловидных прослоек.
Корундовая керамика с трещиностойкостью ~ 6 МПа×м1/2 синтезирована с использованием добавок циркона и CaO – Al2O3 – SiO2. Показано, что в данной системе протекают конкурирующие процессы распределения SiO2 в жидкой фазе и образования муллита. Максимальная трещиностойкость наблюдается при содержании циркона 3,5 мас. %.
Необходимо отметить, что среди всего многообразия модификаторов, образующих жидкую фазу в обжиге, значительное количество работ посвящено исследованию закономерностей спекания керамики с добавкой
CaO – Al2O3 – SiO2. Изучение таких систем, содержащих кальциевое алюмосилик






