При разработке технологического маршрута обработки детали следует использовать следующие принципы:
технологические операции разрабатываем по принципу, концентрации технологических переходов, т.е. как можно больше поверхностей обрабатывать с одного установа;
· отдавать предпочтение многопозиционным, многорезцовым станкам;
· предполагается, как можно шире использовать сборный режущий инструмент, оснащенный многогранными твердосплавными сменными пластинами;
· станочные приспособления использовать с механизированными зажимными устройствами;
С экономической точки зрения технологический процесс должен обеспечить максимальную производительность при минимальных затратах на изготовление, при минимальной себестоимости.
Выбираем маршрут обработки вала-шестерни:
000 Заготовительная
Штамповка
015 Центровально-подрезная
Обработать торцы 26, 27, сверлить 2 центровых отверстия.
010 Токарная
Точить предварительно поверхности 23, 14, 10, 12, 32, 17. Точить окончательно поверхности 16, 33, 37. Переустановить заготовку. Точить предварительно поверхности 20, 15, 13, 11, 35. Точить окончательно поверхности 40, 38, 34.
015 Токарная
Точить окончательно поверхности 23, 14, 10, 12, 36, 32, 17, снять фаски 25, 42. Переустановить заготовку. Точить окончательно поверхности 20,15, 13, 11, 39, 35. Снять фаски 22, 41.
020 Токарная
Проточить канавку поверхности 4, 5, 6, 31, 30. Нарезать резьбу поверхность 24. Переустановить заготовку. Проточить канавку поверхности 1, 2, 3, 29, 28. Нарезать резьбу поверхность 21.
025 Фрезерная
Фрезеровать пазы поверхности 7, 8, 9, 43, 44, 45.
030 Зубофрезерная
Фрезеровать зубья поверхности 18, 19.
035 Термическая
040 Правильная
045 Центрошлифовальная
Шлифовать центровые фаски.
050 Торцекруглошлифовальная
Шлифовать поверхности 11, 12 и прилегающие радиусы и торцы 39, 35, 36, 32.
055 Круглошлифовальная
Шлифовать поверхности 14, 10, 15, 13.
060 Зубошлифовальная
Шлифовать зубья поверхность 18.
065 Моечная
Мойка и протирка детали.
070 Контрольная
Контроль качества детали.
Описание оборудования применяемого на выбранной операции
При выборе металлорежущего оборудования руководствуемся следующими правилами:
· станок должен обеспечить максимальную концентрацию переходов на операции с целью уменьшения числа операций, количества оборудования, повышения производительности и точности за счет уменьшения числа переустановок заготовки;
· в случае недостаточной загрузки станка его технические характеристики должны позволять обрабатывать другие детали, выпускаемые предприятием;
· производительность, точность, мощность станка должны быть минимальными, достаточными, для того чтобы обеспечить выполнение требований, предъявляемых к операции.
В серийном производстве широко применяют станки с ЧПУ. Основываясь на этом, используем этот вид оборудования в данном технологическом процессе.
На фрезерной операции применим вертикально-фрезерный станок, модели 6Р13, предназначенного для фрезерования различных деталей. Мощность электродвигателя главного привода - 11 кВт. Габаритные размеры 2560х2260х2120 мм. Частота вращения шпинделя - 31,5…1600 об/мин.
На круглошлифовальной операции применим круглошлифовальный станок модели 3М151, предназначен для врезного шлифования цилиндрических, ступенчатых и конических поверхностей набором кругов или широким кругом. мощность электродвигателя привода главного движения - 7,5 кВт. Габаритные размеры 2700х2315х2085 мм.
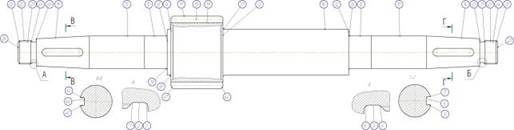
Описание карты наладки
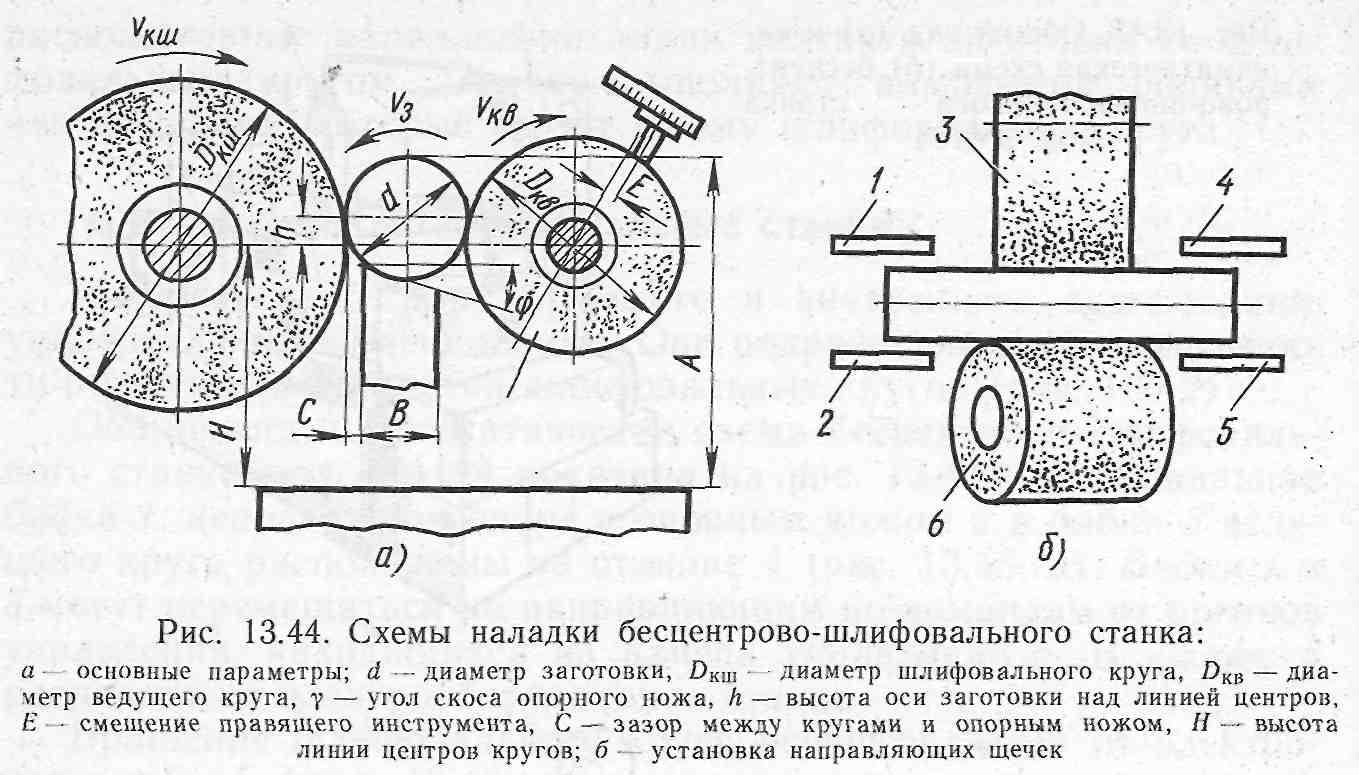
При наладке бесцентрово-шлифовальных станков осуществляют: выбор и балансировку кругов; установку заготовки между кругами; правку кругов; установку боковых направляющих; наладку систем охлаждения и автоматизации. Установка оси заготовки ниже или выше линии центров кругов является главным условием обеспечения правильной геометрической формы заготовки. Высота h = 0,\d -4- 0,5 (рис. 13.44, а). Размер для штангенвысотомера А = Н ± h + 0,5d Опорный нож должен выступать по обе стороны кругов на величину, большую половины длины заготовки. Ширина ножа В = 12 мм для заготовок диаметром 12,5—100 мм. Угол ф = 10 / 35°.
На входе и выходе из зоны шлифования устанавливают направляющие щечки (рис. 13.44, б). Их наладку выполняют по эталонной детали или валику. Контрольный валик устанавливают на опорный нож до касания только с ведущим кругом 6. Щечки 1, 2 располагают с зазором t/2 + (0,4 — 1,0), где t — глубина шлифования. Щечку 4 смещают на расстояние 0,012— 0,025 мм, а щечку 5 — на величину t/2. При врезном шлифовании вместо наладки щечек выполняют наладку упора и механизма выталкивания готовой детали. При шлифовании напроход угол поворота ведущего круга определяют по формуле sin а/2 = = Snp/Укв, где Snp — продольная подача заготовки, м/мин; vKB — окружная скорость ведущего круга 3, м/мин.








