

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...

Состав сооружений: решетки и песколовки: Решетки – это первое устройство в схеме очистных сооружений. Они представляют...
Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
Состав сооружений: решетки и песколовки: Решетки – это первое устройство в схеме очистных сооружений. Они представляют...
Топ:
Оценка эффективности инструментов коммуникационной политики: Внешние коммуникации - обмен информацией между организацией и её внешней средой...
Эволюция кровеносной системы позвоночных животных: Биологическая эволюция – необратимый процесс исторического развития живой природы...
Интересное:
Мероприятия для защиты от морозного пучения грунтов: Инженерная защита от морозного (криогенного) пучения грунтов необходима для легких малоэтажных зданий и других сооружений...
Лечение прогрессирующих форм рака: Одним из наиболее важных достижений экспериментальной химиотерапии опухолей, начатой в 60-х и реализованной в 70-х годах, является...
Как мы говорим и как мы слушаем: общение можно сравнить с огромным зонтиком, под которым скрыто все...
Дисциплины:
|
из
5.00
|
Заказать работу |
Содержание книги
Поиск на нашем сайте
|
|
|
|
Введение
Машиностроительный факультет является одним из старейших факультетов университета. Подготовка по основной специальности «Станки, инструменты и механическая обработка металлов» была начата 10 декабря 1920г. вместе с открытием в Минске первого в республике высшего технического учебного заведения. В 1922г. БПИ был реорганизован, и на его базе были открыты отраслевые вузы и техникумы, которые в 1930г. были переведены в г. Гомель и влиты в организованный там механико-машиностроительный институт. В 1934 году последний был реорганизован и частично переведен в Минск как механический факультет вновь образованного в 1933г. Белорусского политехнического института. Занятия на факультете в связи с отсутствием национальных технических кадров вели ведущие специалисты московских, ленинградских и киевских вузов (профессора Г.М.Головин, В.М.Кован, А.С.Саков, доценты Н.В.Игнатьев, В.Н.Федоров и др.). К преподавательской работе привлекались и минские инженеры-механики: Я.С.Шлапаков, X.Д.Сульский, Я.А.Волчек, М.Ю.Пикус, Г.С.Талако, Н.М.Рубенчик и др.
Первый выпуск инженеров-механиков в БПИ состоялся в 1938г.
Первым деканом механического факультета был инженер П.П.Феддер (вплоть до 1941г.).
Большой вклад в становление механического, а затем машиностроительного факультета в послевоенный период внесли его деканы, профессора И. И. Вербицкий, Г. К. Горанский, А. М. Дмитрович, Г. М. Яковлев, Б. И. Кардович, С. С. Костюкович, А.Х. Ким, Г. Я. Беляев, А.М.Якимович, С.В.Харитончик.
В связи с бурным ростом промышленности в послевоенные годы на механическом факультете был открыт целый ряд новых специальностей. На базе этих специальностей были образованы автотракторный факультет (1950г.), механико-технологический (1958г.), приборостроительный (1976г.), факультет роботов и робототехнических систем (1983г.). В 1958г. механический факультет был переименован в машиностроительный.
В последние годы на факультете были открыты совершенно новые для Республики Беларусь специальности «Интеллектуальные приборы, машины, технологии и производства», «Интегральные сенсорные системы», «Компьютерная мехатроника». Все эти специальности нацелены на технику и технологию, методы и приборы XXI века.
С 1960 года на факультете началось обучение иностранных студентов, и за эти годы его закончили более 800 иностранных граждан из 52 стран мира.
Становление кафедры относится к 1920 году, когда в Белоруссии была открыта специальность "Станки, инструменты и механическая обработка металлов".
В 1933 году была создана объединенная кафедра "Станки, инструменты и холодная обработка металлов". Ее возглавил профессор МВТУ (г. Москва) А.С. Саков.
С 1936 года эта кафедра была разделена на две кафедры: "Технология машиностроения" и "Металлорежущие станки и инструменты". Профессор А.С. Саков возглавил кафедру "Технология машиностроения".
С 1937 по 1941 год зав. кафедрой "Технология машиностроения" был проф., к.т.н. В.Н. Федоров академик АН БССР с 1946 года. С 1945 по 1946 год работала объединенная кафедра "Технология машиностроения, станки и инструменты" которую возглавлял профессор В.Н. Федоров. С 1947 года кафедру "Технология машиностроения" возглавил к.т.н., доцент Н. Ф. Совкин, в последующем проректор института по учебной работе.
Большой вклад в развитие кафедры в послевоенные годы внесли ее заведующие Г.М.Яковлев (1951-1976 гг.), И.Л.Алешкевич (1976-1977гг.), В.В.Бабук (1977-1985гг.), академик АН БССР В.Н.Чачин (1985-1992 гг.), И.П.Филонов (1992-2005), а также крупные ученые и работники промышленности, работавшие на ней в разные годы: Г.К.Горанский, О.В.Роман, М.Ю.Кане, С.С.Костюкович, В.Н.Чеботарев, А.В.Шестунин, К.П.Забродин, П.А.Горезко, А.С.Шамшур, Н.П.Гайдукевич и др.
С 2005 года кафедру "Технология машиностроения" возглавляет член-корреспондент НАН Беларуси, доктор технических наук, профессор Шелег В.К.
НАУЧНО-ИССЛЕДОВАТЕЛЬСКАЯ РАБОТА КАФЕДРЫ "ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ"
Научные исследования кафедры направлены на разработку теоретических и технологических основ технологических процессов обработки и сборки, исследование закономерностей формирования качества поверхности и улучшения эксплуатационных показателей деталей машин.
Основными научными направлениями кафедры являются: разработка процессов и оборудования упрочняющих технологий; прогнозирование качества механической обработки и сборки; разработка способов формообразования прецизионных поверхностей, математических моделей и алгоритмов управления технологическим оборудованием, а также новых схем станков, манипуляторов и элементов САПР, их схемного проектирования.
В НАУЧНО-производственная деятельность факультета и КАФЕДРЫ "ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ" входят:
Рис 1.1.
Технология лазерной сварки
Лазерная сварка в отличие от традиционных методов позволяет за счет концентрации высокой плотности мощности в зоне воздействия лазерного луча имеет ряд преимуществ по сравнению с традиционными методами сварки. В зависимости от мощности лазера и толщины свариваемого материала скорость сварки может достигать 3-5 м/мин, а при использовании лазерно-дуговой (гибридной) технологии и до 30 м/мин. При оптимальных режимах реализуется эффект «кинжального проплавления», когда глубина шва более, чем в 10 раз больше его ширины. В этом случае обеспечивается малая ширина зоны термического влияния и малый уровень деформаций, примерно в 3-5 раз ниже, чем при дуговой сварке. За счет сверхвысоких скоростей кристаллизации могут быть достигнуты отличные свойства металла шва и околошовной зоны, во многих случаях механические свойства металла шва не хуже свойств основного металла, а иногда и выше.
Станок 3М182
| Наименование параметра | Значение |
| Диаметр устанавливаемого изделия наибольший гарантируемый, мм | |
| Наибольший допустимый диаметр устанавливаемого изделия, мм | |
| Наименьший диаметр устанавливаемого изделия, мм | 0.8 |
| Наименьший диаметр рекомендуемый при врезном шлифовании | 2,5 |
| Наибольшая длина обрабатываемых изделий (ограничивается жесткостью и устойчивостью изделий) при сквозном шлифовании, мм | |
| Наибольшая длина обрабатываемых изделий (ограничивается жесткостью и устойчивостью изделий) при врезном шлифовании, мм | |
| Шлифовальный круг | |
| Наружный диаметр наибольший, мм | |
| Наружный диаметр наименьший, мм | |
| Наибольшая высота, мм | |
| Диаметр отверстия, мм | |
| Число оборотов в минуту | |
| Окружная скорость, м/сек | До 35 |
| Ведущий круг | |
| Наружный диаметр наибольший, мм | |
| Наружный диаметр наименьший, мм | |
| Наибольшая высота, мм | |
| Диаметр отверстия, мм | |
| Наибольший угол наклона в вертикальной плоскости, град | ±5 |
| Наибольший угол наклона в горизонтальной плоскости, мин | ±30 |
| Число оборотов в минуту при работе (бесступенчатое регулирование) | 17—150 |
| Число оборотов в минуту при правке | |
| Шлифовальная бабка | |
| Размер конца шпинделя шлифовального круга по ГОСТ 2323—67, мм | |
| Наибольшее установочное перемещение, мм | |
| Наибольшее ускоренное перемещение при врезном шлифовании, мм | |
| Ведущая бабка | |
| Перемещение наибольшее, мм | |
| Перемещение на одно деление лимба винта подачи, мм | 0,05 |
| Перемещение на один оборот лимба иинта подачи, мм | |
| Механизм правки кругов | |
| Поперечное перемещение алмаза на одно деление лимба, мм | 0,01 |
| Поперечное перемещение алмаза на один оборот лимба, мм | 1,5 |
| Суппорт | |
| Наибольшее установочное перемещение ножа суппорта по высоте, мм | |
| Привод, электропитание | |
| Напряжение питающей сети, в | |
| Электродвигатель привода шлифовального круга — мощность, кВт, | 7,5 |
| Электродвигатель привода шлифовального круга — число оборотов в минуту | |
| Электродвигатель привода ведущего круга — мощность, кВт | 0,85 |
| Электродвигатель привода ведущего круга — число оборотов в минуту | |
| Габаритные размеры и масса станка | |
| Габарит станка (длина X ширина X высота), мм | 2230 х 1455 х 2120 |
| Масса станка с приставным оборудованием, кг |
Рис. 3. Кинематическая схема станка: 1 – бабка шлифовального круга; 2 – бабка ведущего круга; 3 – механизм врезания; 4,5 – устройства правки
Рис. 10. Стандартная чистовая червячная фреза.
Рис. 11. Схема черновой червячной фрезы с переменной высотой зуба.
Особо точные фрезы класса ААА по ОСТ 2ИЧ1-1—75 (Минстанкопром) предназначены для обработки колес 5-й степени точности.
Фрезы изготовляют со шлифованным профилем по длине не менее 1/3 длины зуба. Для фрез, изготовляемых в централизованном порядке, установлен передний угол 0, а задний угол на наружном диаметре 9— 12°. По согласованию с заказчиком фрезы типа 2 и 3 изготовлены с заборным конусом (для косозубых колес), фрезы классов точности АА и А — с модифицированным профилем.
Цельные фрезы и режущую часть сборных фрез изготовляют из быстрорежущей стали. Твердость режущей части HRC 62—65. Уменьшение твердости фрез приводит к резкому снижению их стойкости.
Основные размеры стандартных фрез (рис. 10) приведены в табл. 10 и 11. Радиус скругления зубьев фрез принимают равным (0,3—0,4) m. Отклонение диаметра посадочного отверстия фрез класса АА и А в поле допуска H5 (СТ СЭВ 144-75).
Высокопроизводительные фрезы. При черновом нарезании колеса червячными фрезами наибольшая нагрузка приходится на наружные (периферийные) режущие кромки зубьев, срезающие основную часть припуска. Эти кромки по длине фрезы загружены неравномерно по толщине и длине срезаемой стружки. Вследствие этого допускаемая подача в процессе резания определяется по наиболее нагруженному зубу фрезы, Подачу можно значительно увеличить, если более равномерно нагружать зубья фрезы. С этой целью срезают часть зуба по высоте на наружной поверхности фрезы, что осуществляется на затыловочном станке по шаблону. Эти фрезы являются фрезами определенной установки, т. е. их довольно точно устанавливают в осевом направлении, для чего на одном зубе фрезы наносят риску, которая должна совпадать с межосевым перпендикуляром
При иной установке, а также при нарезании корригированной фрезой колес с числом зубьев, значительно отличающимся от расчетного, она может быть использована как обычная черновая фреза.
Эффективным является разделение стружки в месте сопряжения вершинной и боковой режущих кромок. Фрезы выполняют с зубьями различной высоты и толщины или только различной высоты (рис. 12, а). Они известны как фрезы с прогрессивной схемой резания.
Перепад между режущими кромками может быть равным наибольшей толщине стружки (0,05—0,3 мм), срезаемое вершиной или боковой кромкой или превышать ее не более чем на 0,1 мм. Сопряжения вершинной и боковой кромок можно выполнять попеременно с одной и другой стороны зубьев по радиусу или по прямой (рис. 12, б).

Рис. 12. Профили зубьев червячной фрезы:
а — переменные высота и толщина зубьев;
б — сопряжение вершинных и боковых кромок по радиусу и по прямой.
Применение указанных фрез с измененной схемой резания целесообразно для серийного изготовления колес с модулем 2—26 мм на жестких станках. При этом подача может быть увеличена в 1,5—2 раза по сравнению с подачами, допускаемыми нормальными фрезами.
К числу таких фрез относят черновые фрезы с заборным конусом ф = 6-8°, выполняемым на длине примерно трех витков (Lк = 10m) для улучшения условий резания (рис. 13). Если фреза и нарезаемое колесо одного направления (оба правые или оба левые), то при фрезеровании против направления подачи конус следует делать на выходе фрезы из заготовки по направлению ее вращения, и наоборот (см. табл. 8).
Сборные острозаточенные фрезы конструкции ВНИИ (рис. 14) предназначены для чернового нарезания зубьев или обработки их под шлифование или шевингование. Зубья этих фрез, изготовляемые из быстрорежущей стали, не затылуют, а затачивают до сборки фрезы наостро по задним поверхностям так, чтобы задние углы (при вершине и боковые) составляли 10—12°. Передний угол делают равным 10—15°. Применение таких фрез позволяет увеличить подачу и повысить стойкость инструмента.

Рис. 13. Заборный конус черновых червячных фрез для нарезания косозубых колес

Рис. 14. Сборная острозаточенная червячная фреза со вставными зубьями
Фрезы с уменьшенным профильным углом. По теории эвольвентного зацепления колесо с заданным углом зацепления может быть нарезано методом обкатки инструментом с иным углом профиля при условии равенства шагов зацепления инструмента и нарезаемого колеса. Это позволяет использовать вместо обычных червячных фрез (а = 20°) фрезы с уменьшенным углом профиля (до а = 0). Применение таких фрез обеспечивает снижение теоретической высоты h (в мм) микронеровностей (гребешков) на боковых поверхностях фрезеруемых зубьев

где - Dеф — наружный диаметр фрезы, мм.
При этом улучшается процесс резания и обеспечивается более рациональное распределение припуска на окончательную обработку.
Фрезы многозаходные с увеличенным диаметром, предназначенные для нарезания колес m= 4-5 мм, выполняют сборными. Наружный диаметр таких фрез 250—400 мм, число заходов до 4—5.
Их основное преимущество — возможность работы с увеличенными подачами и соответственно повышенной производительностью благодаря увеличению жесткости оправки и снижению высоты микронеровностей (волнистости) на боковых поверхностях зубьев. Недостаток — более сложная конструкция, а также необходимость снижения частоты вращения, что может привести к уменьшению минутной подачи.
Они могут быть использованы на тех станках, габаритные размеры фрезерного суппорта которых позволяют их установку. Для уменьшения основного времени врезание следует производить не в вертикальном, а в радиальном направлении.
Фрезы со вставными гребенками (рис. 15, табл. 12) получили широкое распространение для нарезания колес с модулем от 4 (на автомобильных заводах) до 30 мм. Корпус фрезы изготовляют из легированной стали, а гребенки — из быстрорежущей. Благодаря применению вставных гребенок повышается качество режущей части и достигается значительная экономия стали.

Сборные незатылованные червячные фрезы. Имеются конструкции фрез с модулем до 10 мм с увеличенными по сравнению со стандартными фрезами задними углами. Их точность достигается шлифованием (вместо затылования) задних поверхностей вставных реек (зубьев) на резьбо- или червячно-шлифовальных станках.
Для обеспечения требуемых задних углов рейки шлифуют при смещении их передней поверхности на величину а относительно оси фрезы в специальном приспособлении (рис. 16) либо в своем корпусе при повороте реек на 180° (поэтому такие фрезы называют также фрезами с поворотными рейками).
Применение сборных незатылованных фрез позволяет повысить производительность зубообработки на 20—-30 % путем увеличения подач и скоростей резания.
Сборные червячные фрезы с твердосплавными зубьями. Создан ряд конструкций червячных фрез, оснащенных пластинами из твердого сплава, чему способствовало появление алмазных шлифовальных кругов. В Киевском институте сверхтвердых материалов разработана конструкция незатылованной червячной фрезы модулем до 4 мм с твердосплавными поворотными неперетачиваемыми пластинками (рис. 17). Зубья фрезы устанавливают в корпусе с отрицательным передним углом (—15°); в результате этого обеспечиваются необходимые задние углы. Принятая форма зуба позволяет использовать его режущие кромки 4 раза.
На ряде заводов применяют фрезы с твердосплавными гребенками.
Применение твердосплавных червячных фрез дает возможность повысить производительность зубообработки на жестких и быстроходных станках в 2—3 раза. Обычно их применяют для нарезания колес с последующим шевингованием.

Рис. 16. Сборная незатылованная червячная фреза со вставными рейками:
а — общий вид; б — заточка реек.
Рис. 17, Червячная фреза с твердосплавными поворотными зубьями:
1 — корпус; 2 и 4 — защитные и установочные элементы; 3 — твердосплавные зубья.
Фрезы с модифицированным профилем. При нарезании зубчатых колес с последующим шевингованием и шлифованием зубьев желательно получить на впадине небольшую выкружку для выхода шевера или круга. Для образования такой выкружки применяют червячную фрезу с модифицированным профилем. Модификация заключается обычно в том, что зуб фрезы выполняют с утолщением у вершины. Этот участок имеет уменьшенный угол профиля. Остальные параметры фрезы такие же, как и у обычных фрез. В ряде случаев для нарезания колес с небольшим числом зубьев модифицированный профиль имеет часть зубьев фрезы (5—7 зубьев) в средней части витка. В таких случаях требуется постоянная установка фрезы в осевом направлении (рис. 18). Имеются чистовые фрезы с профилем, позволяющим одновременно нарезать колеса и срезать фаски вдоль вершин зубьев (рис. 18, б).


Рис. 18. Профиль зубьев червячной фрезы:
а — постоянной установки для нарезания колес под зубошлифование (утолщение выполняется на части зубьев фрезы);
б —для нарезания зубьев с одновременным срезанием фасок на их вершинах
Конструкция оправки для стандартных червячных фрез показана на рис. 19, ее основные размеры приведены в табл. 13. Оправки и втулки обычно изготовляют из малоуглеродистой стали, цементуемой и закаливаемой до твердости HRC 56—62, а также из стали ХВГ. Промежуточные кольца и гайки изготовляют из стали 45 (HRC 40—45).



| Описание |
| Общая информация | ||
| Описание | Червячные фрезы предназначены для нарезания цилиндрических зубчатых колес и шлицевых валов, а также для нарезания шлицевых валов с прямобочным профилем, а так же нарезания зубьев звездочек к приводным роликовым и втулочным цепям. | |
| Страна производства | Россия | |
| Технические характеристики | ||
| Mодуль зуба (m) | 4,5 | |
| Наружный диаметр фрезы (da0) | 90,0 мм | |
| Посадочный диаметр фрезы (d) | 32,0 мм | |
| Диаметр кольца(d1) | 50,0 мм | |
| Общая длина (L) | 90,0 мм | |
| Длина кольца(l) | 4,0 мм | |
| Число стружечных канавок (z0) | 10 шт | |
| Исполнение | тип 2 | |
| Обозначение | 2510-4187 (правозаходная без модификации профиля зубьев) | |
| 2510-4188 (левозаходная без модификации профиля зубьев) | ||
| 2510-4316 (правозаходная с модификацией профиля зубьев) | ||
| 2510-4317 (левозаходная с модификацией профиля зубьев) | ||
| ГОСТ | 9324-80 |
Хвостовики протяжек.
Для крепления шпоночных и им подобных протяжек применяют призматические хвостовики, которые также выполняют под клиновые крепления и под кулачковые быстродействующие патроны (рис. 4.4,е-з).
При протягивании одного шпоночного паза или при одностороннем протягивании других поверхностей возникает внецентричное приложение нагрузки. Протяжка будет работать не только на растяжение, но и на изгиб. Для уменьшения изгибающего момента у призматических хвостовиков, показанных на рис. 4.4,ж-з, паз необходимо располагать со стороны режущих зубьев протяжки.
Шейка является вспомогательным элементом, связывающим хвостовик с направляющей и рабочей частью протяжки. Диаметр шейки d2 на 1 мм меньше диаметра хвостовика, а длина ее зависит от толщины стола и опорного кольца протяжного станка, l2=lст – l3+(2…5) мм.
Переходной конус (часть длиной l3) облегчает направление заготовки или протяжки в момент входа направляющей части в отверстие. Его шлифуют, длина l3=10…25 мм с учетом диаметра протяжки.
Направляющая часть (часть длиной l4) служит для центрирования оси заготовки относительно оси протяжки, а также исключает перекос заготовки на протяжке. Форма направляющей части должна соответствовать форме предварительно подготовленного отверстия. Диаметр направляющей части равен наименьшему диаметру подготовленного отверстия, т.е. d4=d0min. Допуск на погрешность изготовления принимается по посадке f7. длину направляющей части делают равной от 0,75 до 1 длины обрабатываемого отверстия.
Р  ежущая часть протяжки является основной, которая срезает необходимый слой металла в заготовке. Она состоит из черновых, получистовых и чистовых зубьев.
ежущая часть протяжки является основной, которая срезает необходимый слой металла в заготовке. Она состоит из черновых, получистовых и чистовых зубьев.
Чистовые зубья имеют меньший подъем зуба, чем режущие. Режущие зубья предназначены для снятия основного припуска с обрабатываемой поверхности заготовки. Форма режущих зубьев в сечении, проходящем через ось протяжки, показана на рис. 4.5,а-д. Режущие кромки обычно расположены в плоскости, перпендикулярной к оси, расстояние между лезвиями режущих зубьев, т.е. шаг p, является одним из основных размеров, определяющих конструктивные элементы, конструкцию протяжки и ее работоспособность.
Срезаемого слоя.
авление резания резко возрастает при толщине срезаемого слоя a<0,025 мм. Такая толщина срезаемого слоя принимается при обработке отверстий из стали круглыми протяжками одинарного резания. Толщина срезаемого слоя протяжками переменного резания в несколько раз больше. Следовательно, давление резания будет значительно меньше, чем при работе протяжками одинарного резания.
При равной площади сечения срезаемого слоя протяжки переменного резания будут создавать меньшие силы резания, или при одинаковой силе ими можно резать большую площадь. Конструктивно это скажется на уменьшении числа режущих зубьев, а следовательно и длины протяжки.
Для лучшего свертывания стружки ее ширину уменьшают путем прорезания на режущих кромках стружкоразделительных канавок, которые располагаются на соседних зубьях в шахматном порядке. Но в этом случае возникает определенный недостаток: канавки предыдущего зуба не срезают металл. В этом месте режущие кромки последующего зуба срезают двойную толщину слоя (см. рис. 4.6). В результате у укороченной, но дугообразной стружки создается ребро жесткости, которое затрудняет ее свертывание в плотный виток или спираль.
Протяжки переменного резания этого недостатка почти не имеют. Короткая прямая стружка, имеющая большую, но постоянную толщину, равномерно деформируется при завивании и более плотно укладывается во впадине между зубьями. От этого относительная длине шага между зубьями и длина режущей части протяжки уменьшается на 30%.
Рис. 4.9. Схема образования и геометрия
Рис. 4.17. Виды креплений и регулирования
Секций наружных протяжек.
Применяют разные способы крепления секций на плите (рис. 4.17): винтами сверху через секцию, но при этом необходимо увеличение отдельных шагов, тела зубьев и длины секций (рис. 4.17,а); винтами снизу, но при этом для разборки и регулирования потребуется снимать протяжку со станка (рис. 4.17,б); боковыми винтами, но при этом необходимо свободное место в корпусе (на плите) (рис. 4.17,в); клиньями с наклонной поверхностью у секций, что потребует дополнительного расхода инструментального материала (рис. 4.17,г); клиньями с наклонной поверхностью на плите, что усложнит ее изготовление (рис. 4.17,д), и через промежуточную деталь (рис. 4.17,е).
Для регулирования рабочих размеров протяжки по высоте и ширине применяют продольные клинья (рис. 4.17,ж), положение которых регулируют винтами, или подкладками.
Для восприятия силы протягивания за секциями в пазы инструментальной плиты устанавливают поперечные упоры (шпонки) (рис. 4.17,ж,з). Инструментальную плиту крепят болтами на столе (ползуне) станка.
Зубья наружных протяжек, оснащают пластинами из твердого сплава, пластины припаивают к зубьям секций (рис. 4.18,а) крепят с помощью продольных (рис. 4.18,б,в) и поперечных (рис. 4.18,г) клиньев или припаивают к регулируемым вставкам (рис.4.18, д)

Описание карты наладки
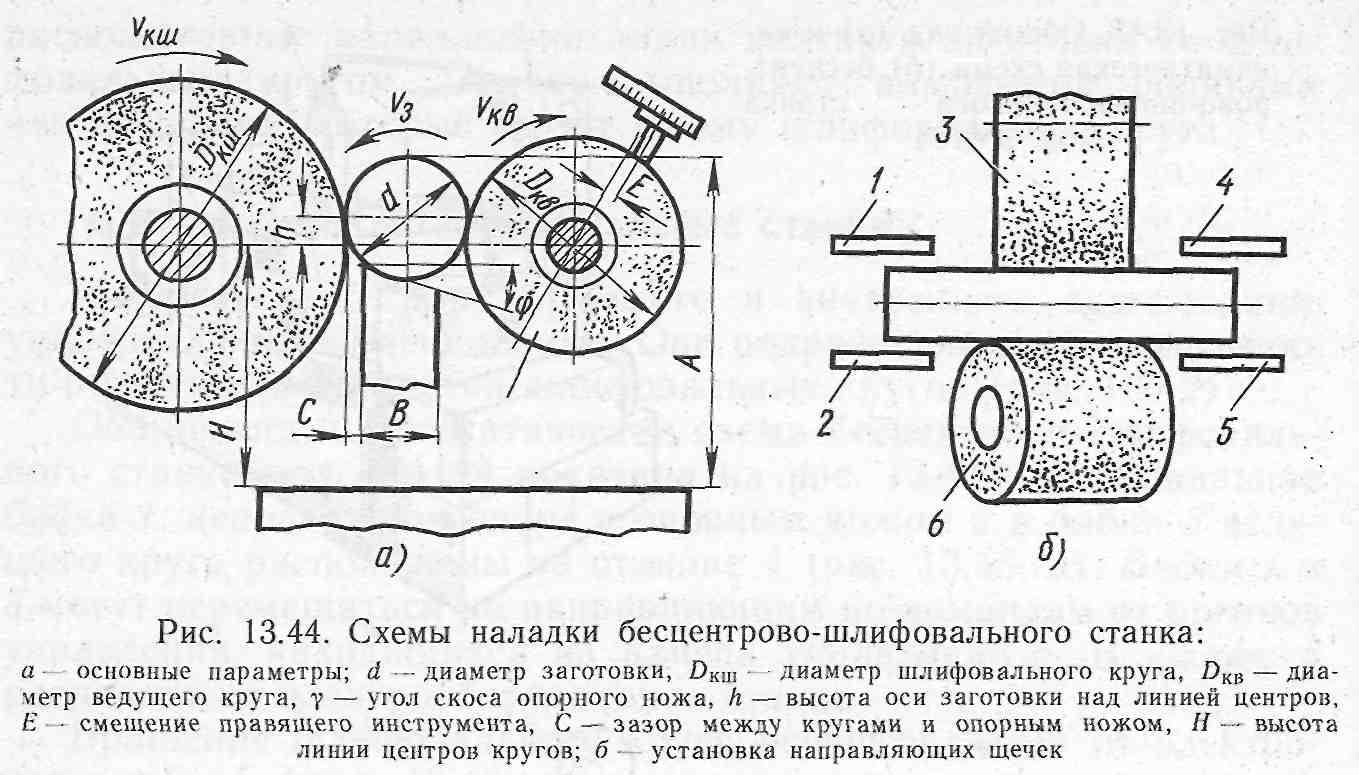
При наладке бесцентрово-шлифовальных станков осуществляют: выбор и балансировку кругов; установку заготовки между кругами; правку кругов; установку боковых направляющих; наладку систем охлаждения и автоматизации. Установка оси заготовки ниже или выше линии центров кругов является главным условием обеспечения правильной геометрической формы заготовки. Высота h = 0,\d -4- 0,5 (рис. 13.44, а). Размер для штангенвысотомера А = Н ± h + 0,5d Опорный нож должен выступать по обе стороны кругов на величину, большую половины длины заготовки. Ширина ножа В = 12 мм для заготовок диаметром 12,5—100 мм. Угол ф = 10 / 35°.
На входе и выходе из зоны шлифования устанавливают направляющие щечки (рис. 13.44, б). Их наладку выполняют по эталонной детали или валику. Контрольный валик устанавливают на опорный нож до касания только с ведущим кругом 6. Щечки 1, 2 располагают с зазором t/2 + (0,4 — 1,0), где t — глубина шлифования. Щечку 4 смещают на расстояние 0,012— 0,025 мм, а щечку 5 — на величину t/2. При врезном шлифовании вместо наладки щечек выполняют наладку упора и механизма выталкивания готовой детали. При шлифовании напроход угол поворота ведущего круга определяют по формуле sin а/2 = = Snp/Укв, где Snp — продольная подача заготовки, м/мин; vKB — окружная скорость ведущего круга 3, м/мин.
Введение
Машиностроительный факультет является одним из старейших факультетов университета. Подготовка по основной специальности «Станки, инструменты и механическая обработка металлов» была начата 10 декабря 1920г. вместе с открытием в Минске первого в республике высшего технического учебного заведения. В 1922г. БПИ был реорганизован, и на его базе были открыты отраслевые вузы и техникумы, которые в 1930г. были переведены в г. Гомель и влиты в организованный там механико-машиностроительный институт. В 1934 году последний был реорганизован и частично переведен в Минск как механический факультет вновь образованного в 1933г. Белорусского политехнического института. Занятия на факультете в связи с отсутствием национальных технических кадров вели ведущие специалисты московских, ленинградских и киевских вузов (профессора Г.М.Головин, В.М.Кован, А.С.Саков, доценты Н.В.Игнатьев, В.Н.Федоров и др.). К преподавательской работе привлекались и минские инженеры-механики: Я.С.Шлапаков, X.Д.Сульский, Я.А.Волчек, М.Ю.Пикус, Г.С.Талако, Н.М.Рубенчик и др.
Первый выпуск инженеров-механиков в БПИ состоялся в 1938г.
Первым деканом механического факультета был инженер П.П.Феддер (вплоть до 1941г.).
Большой вклад в становление механического, а затем машиностроительного факультета в послевоенный период внесли его деканы, профессора И. И. Вербицкий, Г. К. Горанский, А. М. Дмитрович, Г. М. Яковлев, Б. И. Кардович, С. С. Костюкович, А.Х. Ким, Г. Я. Беляев, А.М.Якимович, С.В.Харитончик.
В связи с бурным ростом промышленности в послевоенные годы на механическом факультете был открыт целый ряд новых специальностей. На базе этих специальностей были образованы автотракторный факультет (1950г.), механико-технологический (1958г.), приборостроительный (1976г.), факультет роботов и робототехнических систем (1983г.). В 1958г. механический факультет был переименован в машиностроительный.
В последние годы на факультете были открыты совершенно новые для Республики Беларусь специальности «Интеллектуальные приборы, машины, технологии и производства», «Интегральные сенсорные системы», «Компьютерная мехатроника». Все эти специальности нацелены на технику и технологию, методы и приборы XXI века.
С 1960 года на факультете началось обучение иностранных студентов, и за эти годы его закончили более 800 иностранных граждан из 52 стран мира.
Становление кафедры относится к 1920 году, когда в Белоруссии была открыта специальность "Станки, инструменты и механическая обработка металлов".
В 1933 году была создана объединенная кафедра "Станки, инструменты и холодная обработка металлов". Ее возглавил профессор МВТУ (г. Москва) А.С. Саков.
С 1936 года эта кафедра была разделена на две кафедры: "Технология машиностроения" и "Металлорежущие станки и инструменты". Профессор А.С. Саков возглавил кафедру "Технология машиностроения".
С 1937 по 1941 год зав. кафедрой "Технология машиностроения" был проф., к.т.н. В.Н. Федоров академик АН БССР с 1946 года. С 1945 по 1946 год работала объединенная кафедра "Технология машиностроения, станки и инструменты" которую возглавлял профессор В.Н. Федоров. С 1947 года кафедру "Технология машиностроения" возглавил к.т.н., доцент Н. Ф. Совкин, в последующем проректор института по учебной работе.
Большой вклад в развитие кафедры в послевоенные годы внесли ее заведующие Г.М.Яковлев (1951-1976 гг.), И.Л.Алешкевич (1976-1977гг.), В.В.Бабук (1977-1985гг.), академик АН БССР В.Н.Чачин (1985-1992 гг.), И.П.Филонов (1992-2005), а также крупные ученые и работники промышленности, работавшие на ней в разные годы: Г.К.Горанский, О.В.Роман, М.Ю.Кане, С.С.Костюкович, В.Н.Чеботарев, А.В.Шестунин, К.П.Забродин, П.А.Горезко, А.С.Шамшур, Н.П.Гайдукевич и др.
С 2005 года кафедру "Технология машиностроения" возглавляет член-корреспондент НАН Беларуси, доктор технических наук, профессор Шелег В.К.
НАУЧНО-ИССЛЕДОВАТЕЛЬСКАЯ РАБОТА КАФЕДРЫ "ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ"
Научные исследования кафедры направлены на разработку теоретических и технологических основ технологических процессов обработки и сборки, исследование закономерностей формирования качества поверхности и улучшения эксплуатационных показателей деталей машин.
Основными научными направлениями кафедры являются: разработка процессов и оборудования упрочняющих технологий; прогнозирование качества механической обработки и сборки; разработка способов формообразования прецизионных поверхностей, математических моделей и алгоритмов управления технологическим оборудованием, а также новых схем станков, манипуляторов и элементов САПР, их схемного проектирования.
В НАУЧНО-производственная деятельность факультета и КАФЕДРЫ "ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ" входят:
Научно-исследовательская инновационная лаборатория плазменных и лазерных технологий
|
|
|

История развития пистолетов-пулеметов: Предпосылкой для возникновения пистолетов-пулеметов послужила давняя тенденция тяготения винтовок...

Двойное оплодотворение у цветковых растений: Оплодотворение - это процесс слияния мужской и женской половых клеток с образованием зиготы...

Биохимия спиртового брожения: Основу технологии получения пива составляет спиртовое брожение, - при котором сахар превращается...

Типы оградительных сооружений в морском порту: По расположению оградительных сооружений в плане различают волноломы, обе оконечности...
© cyberpedia.su 2017-2026 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!

