ПРОИЗВОДСТВО ОТЛИВОК
Методические указания
к выполнению практических работ по дисциплине «Проектирование заготовок в машиностроении» для студентов направления 151900.62 «Конструкторско-технологическое обеспечение машиностроительных производств»,
всех форм обучения
Сарапул
Кафедра «Технология машиностроения, металлорежущие станки и инструменты»
Составитель к.т.н. доцент Иванова Татьяна Николаевна
Методические указания составлены на основании государственного образовательного стандарта высшего профессионального образования и утверждены на заседании кафедры
Протокол № 10 от 01 сентября 2014г.
Производство отливок: Метод указания к выполнению практических работ по дисциплине «проектирование заготовок в машиностроении»/ Составитель Иванова Т.Н.- Сарапул, 2014 – 23с.
Практическая работа №1. Проектирование отливки в песчано-глинистую форму
ОБЩИЕ СВЕДЕНИЯ
Наиболее широкое распространение для изготовления отливок получили песчано-глинистые литейные формы. Это объясняется их универсальностью по конфигурациям отливок, видам применяемых сплавов, масштабам производства. Полость литейной формы образуется отпечатком модели в формовочной смеси. Внутренняя поверхность отливки образуется с помощью стержней, устанавливаемых в форму. Между внутренней полостью формы и поверхностью стержня образуется пространство, в которое заливают жидкий металл, после затвердевания образующий отливку. Для поступления металла в полость формы служат специальные каналы - литниковая система.
Для облегчения извлечения модели при изготовлении литейной формы вертикальные стенки модели выполняют с уклонами.
Разработка технологий получения отливки состоит из следующих основных этапов: 1) разработка литейного чертежа отливки; 2) определение внешнего контура и размеров стержня; 3) выбор конструкции и размеров стержня; 4) расчет элементов литниковой системы; 5) составление эскиза формы.
ЦЕЛЬ РАБОТЫ
По чертежу детали разработать технологию изготовления отливки в песчано-глинистой форме (варианты заданий выдает преподаватель по приложению 1).
Порядок выполнения работы
Разработка литейного чертежа отливки
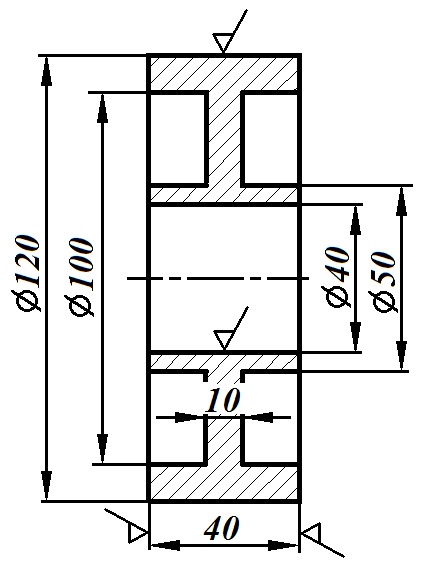
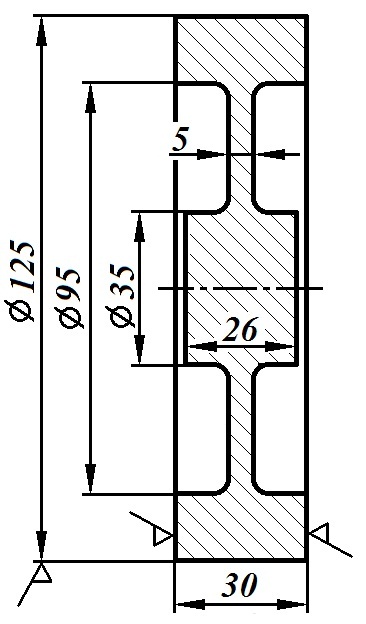
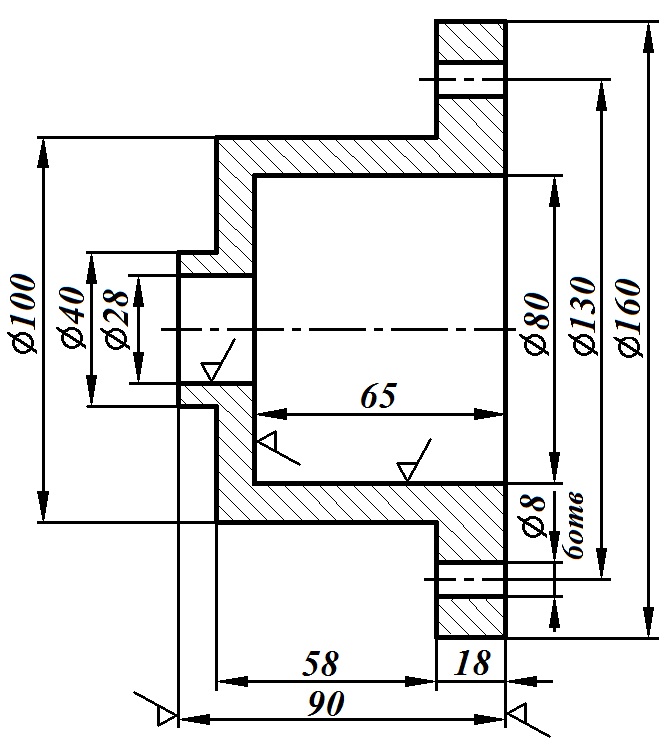
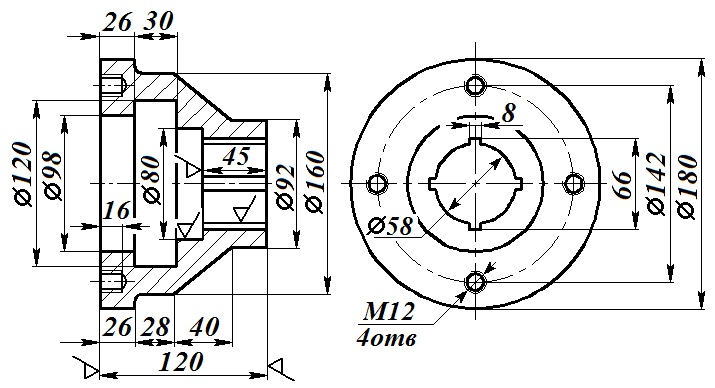
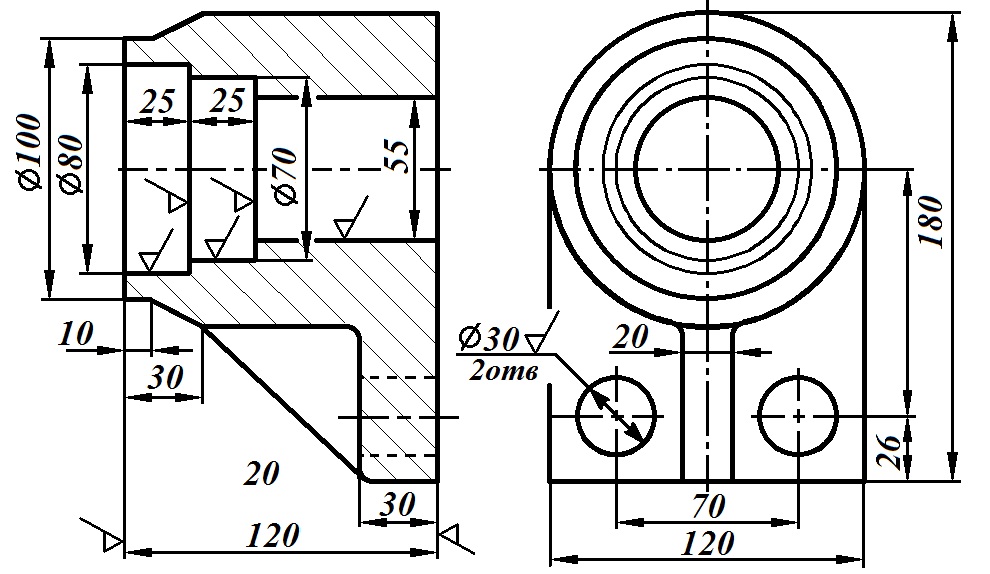
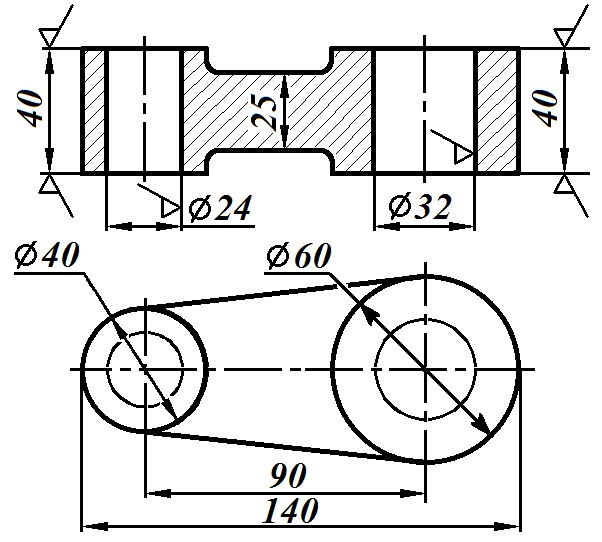
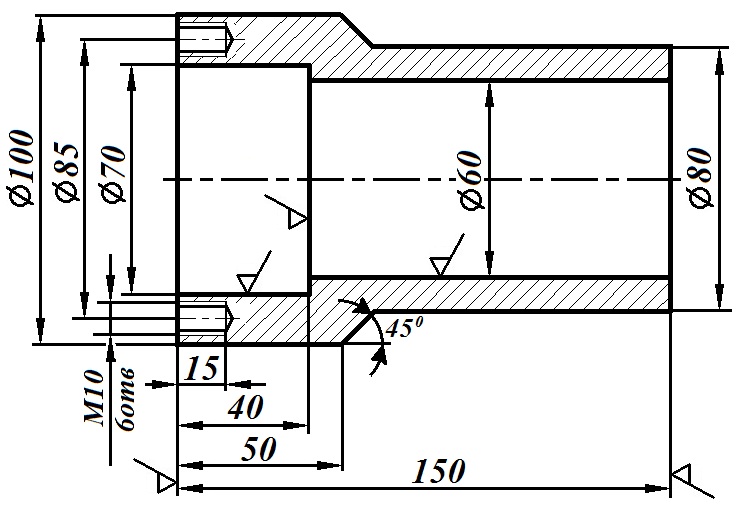
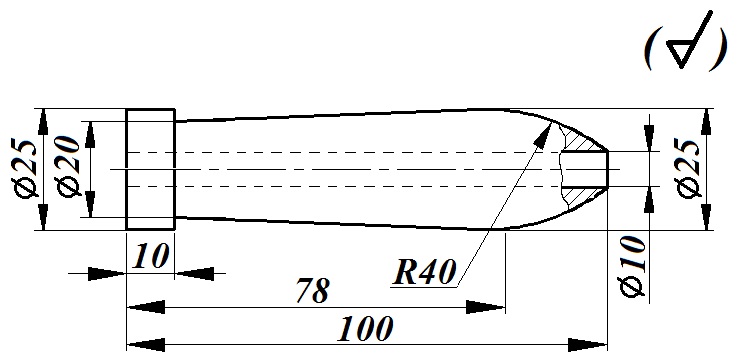
Рассмотрим последовательность разработки литейного чертежа на двух примерах (рис. 1 и 2).
Определение конструкции и размеров модели
По литейным чертежам (рис. 3 и 4) изготовляют модели. Размеры моделей должны быть больше размеров отливок на величину линейной усадки сплава, из которого изготовляют отливки. Припуски на усадку зависят от материала сплава и выражаются в процентах (табл. 3).
Таблица 3
Линейная усадка
| Сплав
| Линейная усадка
|
| Чугун серый
| 0,5 - 1,0
|
| Сталь углеродистая
| 1,5 - 2,2
|
| Медные сплавы
| 1,0 - 1,8
|
| Алюминиевые и магниевые сплавы
| 0,75 - 1,2
|
При изготовлении модельных комплектов, размеры их увеличивают на величину линейной усадки. Эскизы моделей для наших примеров приведены на рис. 7 и 8.
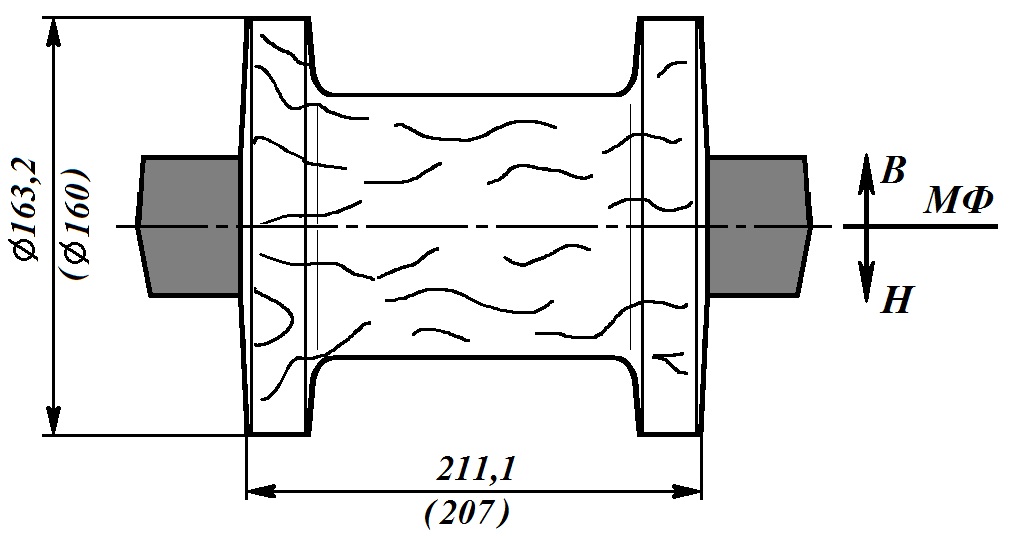
Рис. 7. Эскиз модели стальной втулки
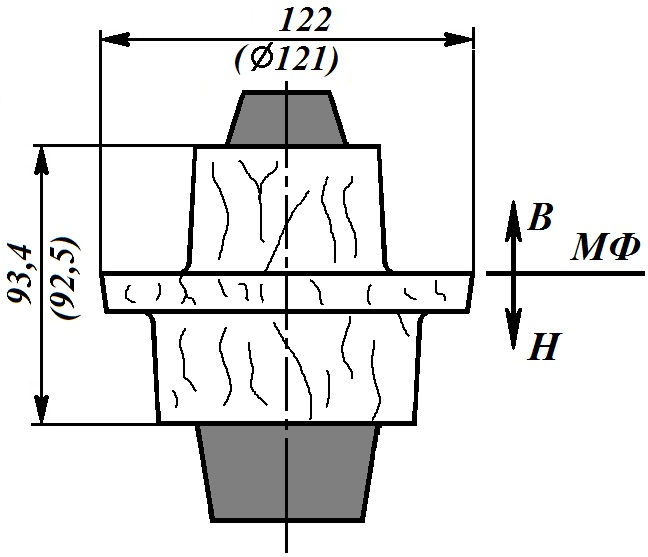
Рис. 8. Эскиз модели чугунного фланца
Модели для формовки чугунных отливок окрашивают в красный цвет, стальных - в синий, цветных сплавов - в желтый. Знаки всех моделей в черный цвет.
Составление эскиза формы
По разработанным чертежам отливок, (рис. 3 и 4) вычерчивают эскизы вертикальных разрезов форм (рис. 11 и 12).
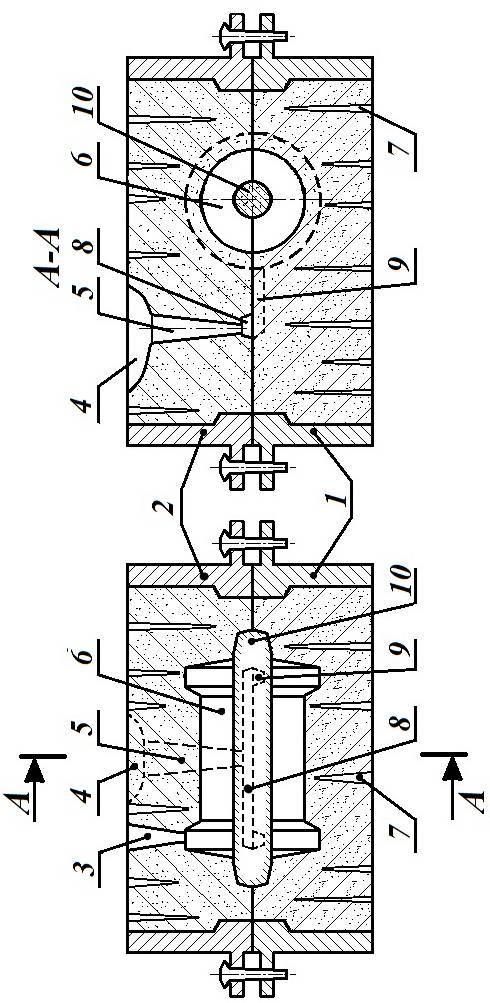
| Рисунок 11 – Эскиз разреза песчаной формы для отливки стальной втулки:
1, 2 – нижняя и верхняя опоки, соответственно; 3 – выпор; 4 – литниковая чаша; 5 – стояк; 6 – полость формы;
7 – наколы; 8 – шлакоуловитель; 9 – питатель; 10 - стержень
|
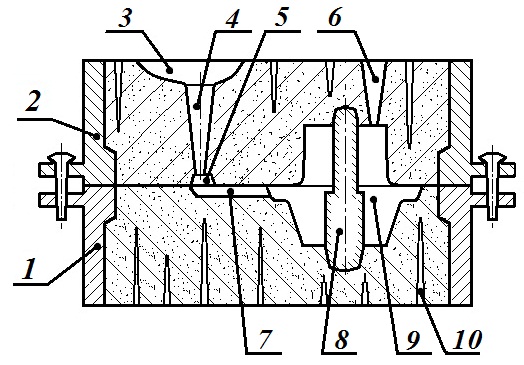
Рис. 12. Эскиз разреза песчаной формы для отливки чугунного фланца:
1, 2 – нижняя и верхняя опоки, соответственно; 3 – литниковая чаша; 4 – стояк;
5 – шлакоуловитель; 6 – выпор; 7 – питатель; 8 – стержень;
9 - полость формы; 10 - наколы
При составлении эскиза вертикального разреза формы следует руководствоваться следующими рекомендуемыми расстояниями между моделями и элементами формы:
а) от верха модели до верха опоки - 50 мм;
б) от низа модели до стенок опоки - 50 мм;
в) от модели до стенок опоки - 40 мм;
г) от кромки стояка до стенки опоки – 40 мм;
д) от кромки шлакоуловителя кромки модели - 30 мм.
РеКОМЕНДУЕМАЯ ЛИТЕРАТУРА
- Кириллов, Е.С. Проектирование и производство заготовок в машиностроении: Учеб. пособие/ Кириллов Е.С., Меринов В.П., Схиртладзе А.Г. - Старый Оскол: ТНТ, 2014.- 156 с.
- Худобин, Л.В. Базирование заготовок при механической обработке: Учеб. пособие/ Худобин Л.В., Белов М.А., Унянин А.Н. Под ред. Худобина Л.В. - Старый Оскол: ТНТ, 2014.- 248 с.
Приложение 1
Задания к работе
| 
|
| Вариант №1
| Материал:
сталь 35Л
| Вариант №2
| Материал:
Ал4
|
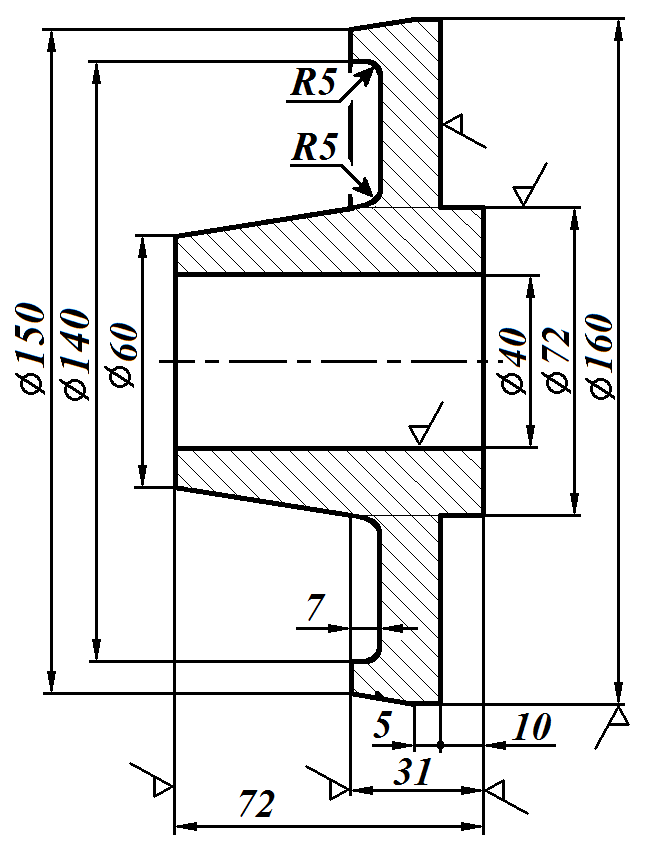
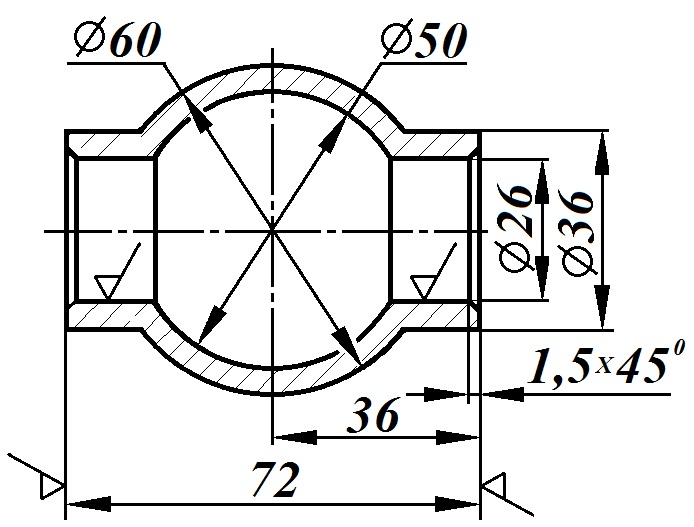
| Наим.:Ступица
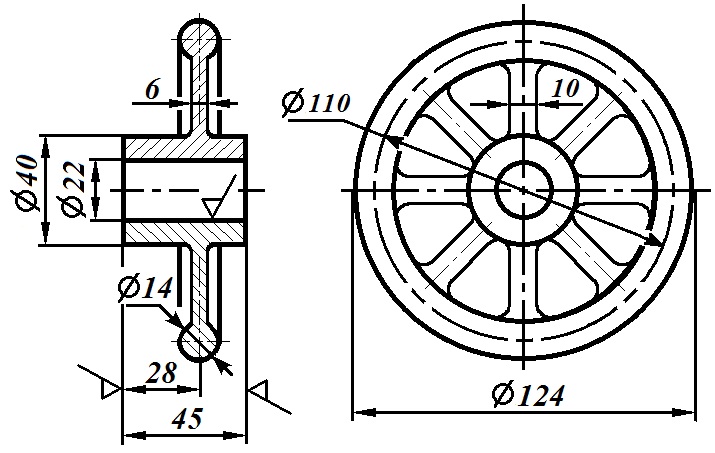
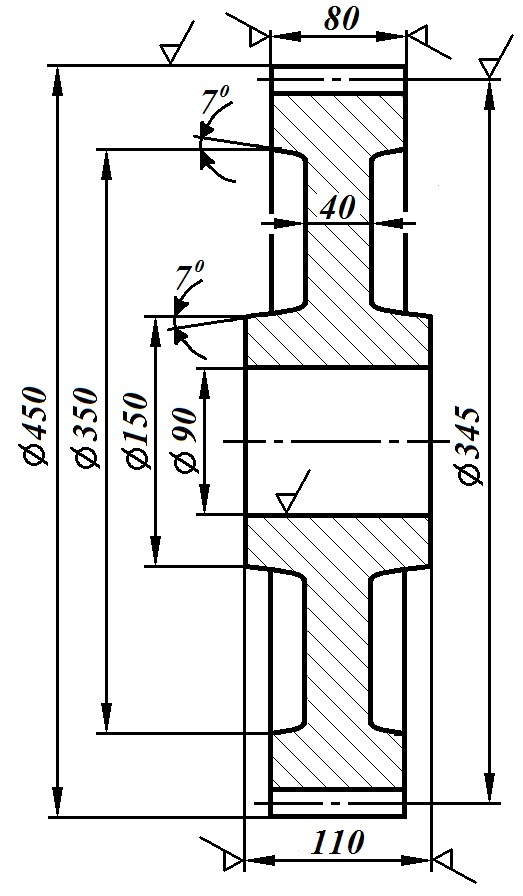
| Наим.:Шкив
|
|
| Вариант №3
| Наим.:Штурвал
| Материал: Ал9
|
|
| Вариант №4
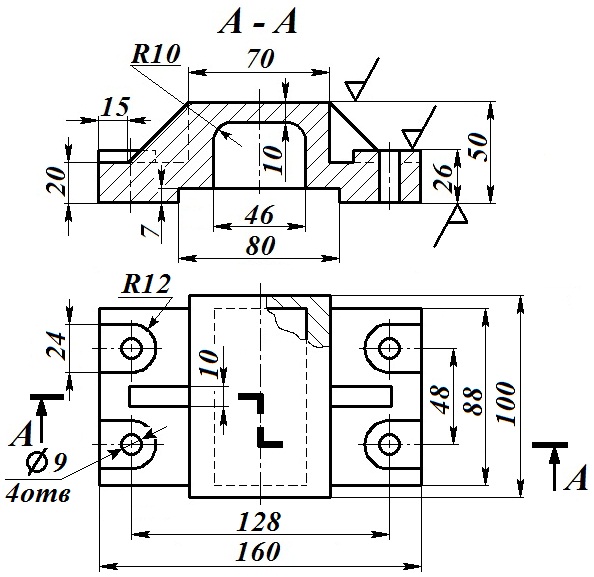
| Наим.:Корпус
| Материал: Ал9
|
|
| Вариант №5
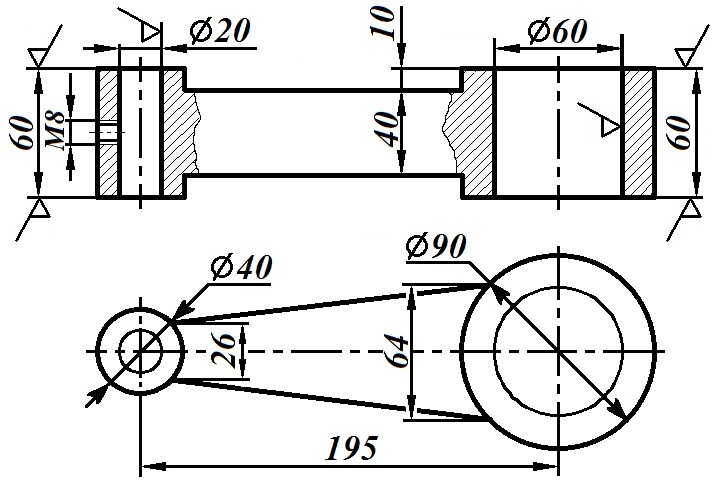
| Наим.:Серьга
| Материал: сталь 30Л
|
| 
|
| Вариант №6
| Материал: сталь 25Л
| Вариант №7
| Материал: сталь 35Л
|
| Наим.:Фланец
| Наим.:Зубчатое колесо
|
|
| Вариант №8
| Наим.:Корпус
| Материал: Ал4
|
|
| Вариант №9
| Наим.:Корпус подшипника
| Материал: СЧ18
|
|
| Вариант №10
| Наим.:Полумуфта
| Материал: СЧ21
|
|
| Вариант №11
| Наим.:Корпус подшипника
| Материал: СЧ18
|
|
| Вариант №12
| Наим.:Серьга
| Материал: СЧ15
|
|
| Вариант №13
| Наим.:Втулка
| Материал: СЧ21
|
|
| Вариант №14
| Наим.:Ручка
| Материал: Ал4
|
| | | | | | | | | | | | | | | |
Приложение 2
Справочные данные
Таблица П1
Плотность литейных сплавов
| Материал
| сталь литейная
| чугун серый
| алюминиевый сплав
|
| 25Л
| 30Л
| 35Л
| СЧ15
| СЧ20
| СЧ25
| Ал2
| Ал4
| Ал7
| Ал9
|
| Плотность ρ, г/см3
| 7,83
| 7,81
| 7,83
| 7,0
| 7,1
| 7,2
| 2,65
| 2,65
| 2,80
| 2,66
|
Таблица П2
Объемы геометрических фигур
Цилиндр

| Объем:
| Прямоугольный параллелепипед
|
Объем: 
|
Сфера

| Объем:
| Сферический сегмент
| 
|
Объем: 
|
Тор

| Усеченный конус
|
Объем: 
| Объем: 
|
ПРОИЗВОДСТВО ОТЛИВОК
Методические указания
к выполнению практических работ по дисциплине «Проектирование заготовок в машиностроении» для студентов направления 151900.62 «Конструкторско-технологическое обеспечение машиностроительных производств»,
всех форм обучения
Сарапул
Кафедра «Технология машиностроения, металлорежущие станки и инструменты»
Составитель к.т.н. доцент Иванова Татьяна Николаевна
Методические указания составлены на основании государственного образовательного стандарта высшего профессионального образования и утверждены на заседании кафедры
Протокол № 10 от 01 сентября 2014г.
Производство отливок: Метод указания к выполнению практических работ по дисциплине «проектирование заготовок в машиностроении»/ Составитель Иванова Т.Н.- Сарапул, 2014 – 23с.
Практическая работа №1. Проектирование отливки в песчано-глинистую форму
ОБЩИЕ СВЕДЕНИЯ
Наиболее широкое распространение для изготовления отливок получили песчано-глинистые литейные формы. Это объясняется их универсальностью по конфигурациям отливок, видам применяемых сплавов, масштабам производства. Полость литейной формы образуется отпечатком модели в формовочной смеси. Внутренняя поверхность отливки образуется с помощью стержней, устанавливаемых в форму. Между внутренней полостью формы и поверхностью стержня образуется пространство, в которое заливают жидкий металл, после затвердевания образующий отливку. Для поступления металла в полость формы служат специальные каналы - литниковая система.
Для облегчения извлечения модели при изготовлении литейной формы вертикальные стенки модели выполняют с уклонами.
Разработка технологий получения отливки состоит из следующих основных этапов: 1) разработка литейного чертежа отливки; 2) определение внешнего контура и размеров стержня; 3) выбор конструкции и размеров стержня; 4) расчет элементов литниковой системы; 5) составление эскиза формы.
ЦЕЛЬ РАБОТЫ
По чертежу детали разработать технологию изготовления отливки в песчано-глинистой форме (варианты заданий выдает преподаватель по приложению 1).
Порядок выполнения работы








