Самая распространенная неразъемная сборка это сварка. В автомобиле строение широко используют контактную сварку (через верхнюю пластину), роликовую сплошную и прерывистую. Контактная сварка – явление соединения друг с другом двух, сжимаемых с большой силой металлических деталей, за счет нагревания места их контакта электрическим током большой величины. Выделяющееся при этом процессе количество теплоты можно вычислить по закону Джоуля-Ленца: Q = I2R Δt, где I – средняя сила импульса тока, R – переходное сопротивление, Δt – длительность импульса. Для того чтобы это количество теплоты было достаточно для надежного соединения свариваемых деталей, сила сварочного тока должна быть достаточно большой: от сотен до сотен тысяч ампер при выходном напряжении 1-15 В и внутреннем сопротивлении порядка 500 мкОм. Электроды для контактной сварки должны иметь достаточно большое поперечное сечение и изготавливаться из медных сплавов с малым удельным сопротивлением. Сила сжатия соединяемых деталей может меняться в широких пределах: от нескольких ньютонов до сотен килоньютонов.
 .
.
Сердцем сварочной машины чаще всего является специальный трансформатор для контактной сварки, вторичная обмотка которого обычно имеет небольшое число витков провода с большой площадью поперечного сечения. На первичную его обмотку обычно подается переменное напряжение, но могут в ней создаваться и мощные импульсы выпрямленного тока. После чего полученная сила тока подается на электроды.
Роликовая сварка
Детали ложатся одна на другую и сжимаются с особым усилием между двух роликов (электродов). После подачи тока на электроды, металл заготовок нагревается и плавится. От прокатывания деталей между роликами, получаются сварные точки, которые могут перекрывать или не перекрывать друг дружку.

Шовная сварка от видов перемещения заготовок и подачи тока подразделяется на:
шаговую;
непрерывную;
прерывистую.
1. Шаговая шовная сварка. На материал идет постоянное давление, заготовки перемещаются с перерывами (пошагово), при остановке роликов подается ток. Данный способ востребован для соединения цветных и легких сплавов.
2. При непрерывной технологии получается сплошной шов — на дисковые электроды идет постоянное сжатие и ток, детали тоже в движении непрерывно.
Способ не нашел широкого применения из-за перегрева заготовок и ускоренного износа роликов. Также для эффективности процесса, требуется основательная зачистка деталей и идентичность материала и толщина свариваемых листов.
3. Прерывистая контактная шовная сварка более всего известна. Давление на ролики постоянное, перемещение материала непрерывно, а подача тока происходит импульсами (с перерывами). С помощью регулировки частоты импульсов тока и скорости движения роликов, настраивается получение герметичного шва.
Все машины для шовной сварки имеют дисковые ролики (электроды), бронза основной материал для их изготовления. От предназначения станка диаметр дисков может быть от 350 до 450 мм, а ширина рабочей поверхности от 4 до 10 мм. На рынок поставляются агрегаты с мощностью от 25 до 300 кВт.
Пайка
Образование соединения с межатомными связями в результате нагрева соединяемых металлов называется пайкой (ниже температуры их плавления), смачивания их расплавленным припоем, затекания припоя в зазор и последующей его кристаллизации.

Рисунок. Пайка кузова автомобиля медным припоем.
Образование непрерывной межатомной связи при пайке происходит в процессе смачивания припоем поверхности соединяемых деталей. Смачивание и связь твердого тела с жидкостью обусловлены электростатическими силами Ван-дер-Ваальса и силами химического взаимодействия.
Адгезию и когезию между твердым и жидким веществами обычно принято называть смачиванием. Различают три типа смачивания: 1) физическое (или обратимое); 2) хемоадсорбционное; 3) химическое смачивание, при котором имеет место растворение одного вещества в другом, взаимное растворение или химическая реакция. Для осуществления химического смачивания при пайке необходим нагрев деталей и припоя, а также активация в специальных средах при обработке поверхности флюсом.
Поверхность деталей, полученных после заготовительных операций, особенно после операций, связанных с формообразованием, имеет на себе следы различных загрязнений: масло, краски, окалина, окисные пленки. Подобные загрязнения поверхности соединяемых деталей влекут за собой загрязнение и снижение качества металла шва, неудовлетворительное формирование шва при сварке плавлением, снижение устойчивости процесса и появление прожогов и выплесков при контактной сварке, плохое растекание припоев и различные дефекты соединений при пайке.
Поэтому для получения качественного сварного или паяного соединения необходимо провести перед сваркой или пайкой специальную подготовку поверхности деталей, входящих в узлы, или мест соединений. Особенно это существенно при таких способах соединения, при которых исключена возможность проведения интенсивной металлургической обработки металла ванны, т. е. при точечной и роликовой сварке, сварка плавлением в защитных газах, без флюсовой пайке и т. п. Такая подготовка в основном заключается в очистке детали от загрязнений, удалении окалины и поверхностных окисных пленок. Паяемые поверхности должны быть очищены от загрязнений и окислов. Детали очищают от жиров и масел путем их подогрева в различных щелочных растворах. Под действием щелочей жиры переходят в раствор. Оставшиеся жировые пленки могут быть удалены бензином, четыреххлористым углеродом и т. д. Образовавшуюся в процессе термообработки на поверхностях детали окалину, удаляют травлением или путем обдувки поверхности дробью.
Травление проводят в растворе серной или соляной кислоты с последующим погружением в щелочь и промывкой. Травление не только удаляет окисные пленки, но и способствует созданию микрорельефа поверхности, который благоприятен в отношении процесса пайки.
Перед пайкой для улучшения смачиваемости поверхностей и растекаемости припоя на них наносят тонкие металлические слои. Слои можно наносить гальваническим методом. При этом они защищают поверхность от внешних воздействий. После растекания по ним припоя слои становятся ненужными. В процессе пайки они могут растворяться и удаляться. Если необходимо сохранить покрытие в течение всего процесса пайки, например при соединении титановых деталей, то это следует учитывать при выборе припоя, флюса и при разработке всех технологических операций.
Я бы советовал повесить прибор для контроля качества. Качество сварного шва напрямую влияет на надежность всего элемента, особенно это важно для деталей испытывающих повышенные или несущие нагрузки. Поэтому, для контроля качества, после основных работ проводится проверка с целью выявить дефекты.
Ультразвуковой метод контроля. Ультразвуковая дефектоскопия дает возможность зафиксировать отклонения, образующиеся при отражении волн от границ сред с различными свойствами. Ультразвуковой источник посылает сигнал, который при достижении конца сплава отражается. Если на своем пути сигнал встречает дефект, то это отражается на волне, что в свою очередь фиксируется прибором. Различные дефекты имеют свои собственные отражения, поэтому определить природу изъяна достаточно просто. Ультразвуковой дефектоскоп считают наиболее удобным для использования. Это обусловлено возможностью определить изъян, как на поверхности, так и в глубине металла. Также, метод не имеет таких строгих ограничений, как магнитный. Есть ряд металлов с крупным зерном, например чугун, которые не поддаются ультразвуковому исследованию, но для всех других сплавов можно без труда вести контроль качества сварочных работ. Есть еще один недостаток – сложность расшифровки полученных данных. Увы, дефектоскопы дают пользователю очень специфические данные, которые следует расшифровать. Без предварительной подготовки сделать это практически невозможно, поэтому для работ нужен обученный специалист.
Лазерная сварка.
Одним из самых распространенных в настоящее время является газовый лазер на смеси гелия и неона. Общее давление в смеси составляет порядка 102 Па при соотношении компонент He и Ne примерно 10: 1. Активным газом, на котором в непрерывном режиме возникает генерация на длине волны 632,8 нм (ярко-красный свет), является неон. Гелий – буферный газ, он участвует в механизме создания инверсной населенности одного из верхних уровней неона. Излучение He–Ne лазера обладает исключительной, непревзойденной монохроматичностью. Расчеты показывают, что спектральная ширина линии генерации He–Ne лазера составляет примерно Δν ≈ 5·10–4 Гц. Это фантастически малая величина. Время когерентности такого излучения оказывается порядка τ ≈ 1 / Δν ≈ 2·103 с, а длина когерентности c τ ≈ 6·1011 м, т. е. больше диаметра земной орбиты!
На практике многие технические причины мешают реализовать столь узкую спектральную линию He–Ne лазера. Путем тщательной стабилизации всех параметров лазерной установки удается достичь относительной ширины Δν / ν порядка 10–14–10–15, что примерно на 3–4 порядка хуже теоретического предела. Но и реально достигнутая монохроматичность излучения He–Ne лазера делает этот прибор совершенно незаменимым при решении многих научных и технических задач. Первый гелий-неоновый лазер был создан в 1961 году. На рисунке 7 представлена упрощенная схема уровней гелия и неона и механизм создания инверсной населенности лазерного перехода.

|
| Рисунок 7 Механизм накачки He–Ne лазера. Прямыми стрелками изображены спонтанные переходы в атомах неона.
|
Накачка лазерного перехода E 4 → E 3 в неоне осуществляется следующим образом. В высоковольтном электрическом разряде вследствие соударений с электронами значительная часть атомов гелия переходит в верхнее метастабильное состояния E 2. Возбужденные атомы гелия неупруго сталкиваются с атомами неона, находящимися в основном состоянии, и передают им свою энергию. Уровень E 4 неона расположен на 0,05 эВ выше метастабильного уровня E 2 гелия. Недостаток энергии компенсируется за счет кинетической энергии соударяющихся атомов. На уровне E 4 неона возникает инверсная населенность по отношению к уровню E 3, который сильно обедняется за счет спонтанных переходов на ниже расположенные уровни. При достаточно высоком уровне накачки в смеси гелия и неона начинается лавинообразный процесс размножения идентичных когерентных фотонов. Если смесь газов помещена между высокоотражающими зеркалами, то возникает лазерная генерация. На рисунке 8 изображена схема гелий-неонового лазера.
Современные высокостабильные гелий-неоновые лазеры производятся в моноблочном исполнении. Для этого используется стеклообразное вещество – ситалл, обладающий практически нулевым температурным коэффициентом расширения. В куске ситалла в форме прямоугольного параллелепипеда просверливается канал, к торцам которого на оптическом контакте приклеиваются лазерные зеркала. Ге́лий-нео́новый ла́зер.— лазер, активной средой которого является смесь гелия и неона. Гелий-неоновые лазеры часто используются в лабораторных опытах и оптике. Имеет рабочую длину волны 632,8 нм, расположенную в красной части видимого спектра.

Рисунок 8 Гелий-неоновый лазер.
Рабочим телом гелий-неонового лазера служит смесь гелия и неона в пропорции 5:1, находящаяся в стеклянной колбе под низким давлением (обычно около 300 Па). Энергия накачки подаётся от двух электрических разрядников с напряжением около 1000 вольт, расположенных в торцах колбы. Резонатор такого лазера обычно состоит из двух зеркал — полностью непрозрачного с одной стороны колбы и второго, пропускающего через себя около 1 % падающего излучения на выходной стороне устройства. Гелий-неоновые лазеры компактны, типичный размер резонатора — от 15 см до 0,5 м, их выходная мощность варьируется от 1 до 20 мВт.
В газовых лазерах в качестве активного тела применяется так же смесь газов, обычно углекислого газа, азота и гелия. В лазерах с продольной прокачкой газа смесь газов, поступающих из баллонов, прокачивается с помощью насоса через газоразрядную трубку. Электрический разряд между электродами, подключенными к источнику питания, используется для энергетического возбуждения газа. По торцам трубки размещены отражающее и полупрозрачное зеркала.
Более компактными и мощными являются лазеры с поперечной прокачкой газа. Их общая мощность может достигать 20 кВт и выше рисунок 9.
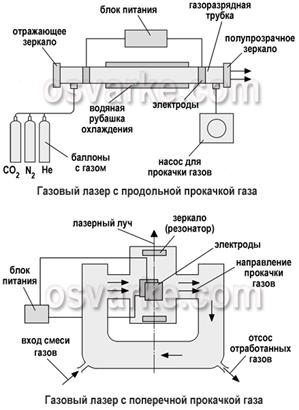
Рисунок 9. Схемы лазеров с продольной и поперечной прокачкой газа
Весьма эффективны щелевые CO2-лазеры. Они имеют еще меньшие габариты, а мощность их излучения обычно составляет 600–8000 Вт. Режим излучения – от непрерывного до частотно-импульсного.

Рисунок. Схема щелевого лазера.
В щелевом лазере применяется поперечная высокочастотная накачка активной среды (с частотой от десятков МГц до нескольких ГГц). Благодаря такой накачке увеличивается устойчивость и однородность горения разряда. Щель между электродами составляет 1–5 мм, что способствует эффективному
отводу тепла от активной среды.
Наиболее мощные лазеры – газодинамические (100–150 кВт и выше). Газ, нагретый до температуры 1000–3000 К, протекает со сверхзвуковой скоростью через сопло Лаваля (суженный посередине канал), в результате чего он адиабатически расширяется и охлаждается в зоне оптического резонатора. При охлаждении возбужденных молекул углекислого газа происходит испускание когерентного излучения. Накачка лазера может осуществляться вспомогательным лазером или другим мощным источником энергии.

Рисунок. Схема газодинамического лазера
Длина волны излучения углекислотных лазеров составляет 9,4 или 10,6 мкм.
Твердотельные лазеры плохо обрабатывают неметаллы, поскольку ряд таких материалов полностью или частично прозрачен для излучения с длиной волны около 1 мкм, например, оргстекло. Лазерный луч более чувствителен к неровной поверхности обрабатываемого материала. Однако при раскрое алюминиевых сплавов, меди и латуни твердотельные лазеры имеют преимущество по сравнению с углекислотными, поскольку поглощение излучения поверхностью этих металлов значительно выше на длине волны твердотельного лазера.
Углекислотные лазеры более универсальны и применяются для обработки почти любых металлов и неметаллов. Кроме того, у них очень низкая расходимость луча, что дает возможность разместить источник излучения далеко от зоны обработки без потери качества луча.





