Характерное и наиболее распространенное термопластичное связующее — битум, представляющий собой продукт перегонки нефти или каменного угля.
Впервые битум был использован для отверждения отходов в 1961 г. (Бельгия). С тех пор он получил широкое распространение как связующее в практике отверждения отходов во многих промышленно развитых странах вплоть до 90-х годов 20-го века, после чего от его использования стали повсеместно отказываться из-за его потенциальной пожароопасности. Причина первоначального широкого распространения битума в том, что он характеризуется термопластичностью, позволяющей при нагревании успешно включать в него концентраты с получением гомогенного продукта, и гидростойкостью, обеспечивающей надежную гидроизоляцию включенных компонентов. Отмечается также меньшая чувствительность битума к составу отверждаемого продукта (лучшая совместимость), чем у связующих, включение отходов в которые возможно при комнатной температуре.
При введении в битум компонентов, входящих в состав концентратов отходов, свойства битума изменяются вследствие взаимодействия битума и наполнителей. По характеру взаимодействия других солевых и солеобразующих компонентов с битумом их можно условно разделить на три группы:
- инертные в условиях битумирования соли сильных кислот и оснований: NaNO3, Na2SO4, NaCl и др.;
- азотнокислые соли, термически неустойчивые в условиях битумирования и проявляющие при этом окислительные свойства: NH4NO3, Al(NO3)3, Fe(NO3)3 и др.;
- щелочи и соли сильных оснований, дающие щелочную реакцию: NaOH, Na2CO3, Na2C2O4, Na3PO4 и др.
Соли первой группы в условиях битумирования химически с битумом не взаимодействуют. Соли второй группы окисляют битум, превращая его в твердый хрупкий продукт, лишенный термопластичных свойств, поэтому значительное количество солей второй группы недопустимо в составе концентратов, поступающих на битумирование. Следует оговориться, что указанные соли могут существовать только в кислой среде, в то время как битумирование обычно проводят в щелочной.
Третья группа компонентов вызывает омыление органических соединений, входящих в состав битума, и образующиеся при этом соли органических кислот эмульгируют битум, значительно уменьшая при этом его водостойкость. Поэтому сильнощелочные растворы (рН>12) также нежелательно направлять на битумирование. Все солевые компоненты, включаемые в битум, вызывают увеличение его вязкости, что обусловливает ухудшение качества смешения и условий транспортирования битумной смеси и, в конечном счете, служит одной из причин, ограничивающей степень включения солей в битум. В общем таким пределом для смеси солей, характерной для отходов AЭC и большинства других отходов, является 40-50 %-ное наполнение.
Аномально быстро растет вязкость в случае наполнения битума тетраборатом натрия — компонентом отходов реакторов с водой под давлением. Для этой соли допустимая степень включения в битум снижается до 20 %. Однако этот факт имеет скорее теоретический интерес: в наполненный тетраборатом натрия битум можно включить дополнительно другие соли (без недопустимого ухудшения качества смеси) до обычного 40-50 %-ного суммарного наполнения. Кроме того, соли борной кислоты всегда присутствуют в отходах вместе с другими солями и доля боратов в смеси солей обычно не превышает 30 %.
Плохая совместимость с битумом у солей, образующих гидраты. В отходах отечественных АЭС такие соли (фосфат, карбонат, тетраборат натрия) присутствуют в ограниченном количестве, составляющем несколько процентов общего количества солей. Для отходов же зарубежных АЭС картина иная. Например, сульфат натрия, образующий десятиводный гидрат, — один из основных солевых компонентов.
Влагу из гомогенных концентратов удаляют в ходе битумирования при температуре кипения и выше. При этом происходит полная или частичная дегидратация солей. Однако после включения в битум и охлаждения может проявляться эффект гидратации солей, создающий благоприятные условия для проникновения воды внутрь смеси битум—наполнитель и связывания ее в гидраты. Это приводит к увеличению объёма наполнителя, разбуханию смеси, нарушению и ухудшению гидроизоляции. Поэтому в отдельных случаях приходится понижать степень наполнения битума, что в общем-то ухудшает показатели метода битумирования.
Фильтроматериалы (перлит, ионообменная смола) включают в битум в различной степени. Вязкостные свойства допускают значительное наполнение битума смолами. Однако в этом случае степень наполнения лимитируется склонностью смол к набуханию: наблюдается тот же эффект вспучивания, что и при включении в битум кристаллогидратов. Для устранения этого нежелательного эффекта, приводящего к значительному увеличению вымываемости, обычно уменьшают степень наполнения.
Допустимая степень наполнения битума отработанными ИОС может достигать 60 %, хотя в разных источниках данные по этому поводу разнятся. Степень наполнения зависит от влажности и основности ИОС. Предпочтительно измельчение ИОС перед включением в матрицу. С увеличением наполнения битума ИОС увеличивается температура размягчения компаунда.
Степень наполнения битума фильтроматериалами (перлит, диатомит и т. п.) невелика и составляет для перлита 10 %, а для диатомита до 30 %. При дальнейшем ее увеличении текучесть смеси уменьшается до исключающих возможность ее извлечения из аппарата величин.
Детергенты (сульфонол ОП-7, ОП-10 и др.), содержащиеся в концентратах отходов АЭС, пластифицируют битум, делают его более текучим, но в то же время нарушают его целостность, переводя частично в коллоидный раствор вследствие эмульгирования и солюбилизации. При этом уменьшаются гидроизолирующие свойства битума. Поэтому значительное содержание детергентов в концентратах отходов нежелательно. Гидроизолирующие свойства связующих количественно оцениваются вымываемостью (водоустойчивостью), выражаемой в единицах грамм на квадратный сантиметр·сутки.
Битум обладает высокими гидроизолирующими свойствами. Обычно скорость вымывания солей из него характеризуется значениям 10-5-10-4 г/(см2·сут). Если радионуклиды, включенные в битум, находятся в растворимой форме, то вымываемость их характеризуется теми же величинами.
Отмеченные выше негативные факторы уменьшают водоустойчивость конечного продукта, во избежание чего приходится идти обычно на уменьшение степени включения компонентов в битум.
Для уменьшения вымываемости радионуклидов их стремятся перевести в нерастворимую форму или закрепить на каком-либо носителе — селективном сорбенте. Так, для этого в смесь вводят ферроцианид никеля (для 137Cs), сульфат бария (для 90Sr) и сульфат кобальта (для 60Со). В этом случае вымываемость указанных радионуклидов заметно снижается и составляет, г/(см2·сут): для 137Сs 10-8-10-7; для 90Sr 10-6-10-5; для 60Со 10-5-10-4. Скорость вымывания наполнителей из битумной смеси зависит от времени контакта с водой. Со временем скорость уменьшается и затем устанавливается на определенном уровне (как и для большинства матриц). Это объясняется лучшим вымыванием наполнителей из поверхностных слоев смеси, где они или вообще выходят на поверхность, или изолированы более тонкой пленкой битума. После вымывания наполнителя из поверхностного слоя происходит стабилизация скорости выщелачивания.
Под действием излучения на битумную смесь происходит, с одной стороны, сшивка углеродных цепей, а с другой — деструкция связующего, сопровождающаяся образованием и выделением газообразных продуктов Н2, СН4, СО и др. Кроме того, наблюдается также выделение тепла. Газо- и тепловыделение в объеме битумной смеси под воздействием излучения ограничивает степень включения радионуклидов в битум по следующим причинам.
Образование газов в объеме битумной смеси приводит к ее набуханию. Это явление наблюдается при интегральной поглощенной дозе выше 107 Гр. Так, при дозе, равной 108 Гр, объем образцов битумной смеси увеличивался на 14-30 %. Выделившиеся из объема битумной смеси газы могут образовать в месте хранения отвержденных продуктов взрывоопасную смесь с воздухом, что обусловит необходимость естественной или искусственной вентиляции в хранилище.
Тепловыделение при низкой теплопроводности битума [0,25 Вт/(м·°С)] может привести к плавлению. Однако такие явления практически наблюдаются, начиная с удельной активности 4·1011 Бк/л.в пересчете на 90Sr. В этом случае потребуется организация специального отвода тепла и уменьшения размеров битумных блоков, чтобы не допустить их расплавления. Однако такие высокие уровни активности не характерны для отходов, включаемых в битум. Расчеты показывают, что саморазогрева битумной смеси под действием излучения практически не происходит уже при удельной активности 4·1010 Бк/л, которая соответствует незначительному тепловыделению, равному около 3 Вт/м3. В то же время уровень активности битумированных отходов, вызывающий их расплавление, зависит от размера битумных блоков, способа хранения или, в конечном счете, от качества отвода тепла от битумной смеси. Так, допустимый уровень активности уменьшается при переходе от наземных хранилищ, где битумную смесь, затаренную в бочки, хранят упорядоченно в железобетонных отсеках, к подземным хранилищам, где бочки хранят в подземных полостях в большом количестве навалом либо в железобетонных отсеках наливом в виде монолитов объемами в десятки или сотни кубических метров. Взаимодействие битума с наполнителем, особенно при повышенной температуре, может привести к взрыву или пожару.
Возгорание может происходить при реализации температур выше температуры самовоспламенения, т. e. выше 500 ºС. Поэтому в хранилищах предусматривают необходимые средства пожаротушения. Обычно для этой цели достаточно использовать воду в распыленном состоянии. Тушить загоревшуюся битумную смесь легче в том случае, когда она хранится не наливом в виде монолитов, а расфасована в бочки. Кроме того, тушение осложняется, если включение в битум солей, являющихся окислителями (нитрат натрия), превышает 70%. В этом случае создаются условия горения битума без доступа воздуха и обычные средства пожаротушения, основанные на изоляции горящей смеси от воздуха, не эффективны.
Возможны случаи расслаивания битумной смеси в разогретом состоянии при транспортировании или начальном периоде хранения. Поэтому к температуре при транспортировании предъявляют жесткие требования: она не должна превышать 110-120 ºС. Битумная смесь может быть подвержена биокоррозии.
Один из недостатков битума — его дефицитность и дороговизна. Поэтому параллельно с внедрением битума как связующего осуществляют поиск и исследования его заменителей, обладающих термопластичными свойствами, либо дешевых добавок, позволяющих частично заменить битум либо использовать более дешевые его сорта без потери качества компаунда. Использование отработавшего ТБФ в качестве пластифицирующей добавки к твердым битумам — пример рациональной организации обезвреживания отходов: экстрагент не только сам локализуется, но и выполняет роль связующего для концентратов радиоактивных отходов. Существенно, что переход на новые термопластичные связующие или использование добавок к битуму не приводит к изменению в технологическом и аппаратурном оформлении отверждения.
Аппаратурное оформление битумирования — достаточно хорошо разработанный вопрос, в основном применяют два типа аппаратов: пленочный роторный битуматор (рисунок 2) и шнековый смеситель (экструдер). Эти аппараты получили широкое распространение в практике обезвреживания отходов. Обычно пленочный роторный аппарат используют для битумирования кубовых остатков — гомогенных продуктов, а шнековые аппараты — для включения гетерогенных систем (пульп). Это естественно, так как удаление воды из гомогенных концентратов можно проводить только термическим способом. Поэтому целесообразно в одном аппарате совместить удаление воды и смешение с битумом. Такое совмещение имеет еще одно преимущество: битум покрывает тонким слоем греющую поверхность испарителя и таким образом предотвращает отложение на ней накипи и кристаллизующихся солей. Наличие пленки битума несколько ухудшает теплопередачу, но стабилизирует ее на достаточно высоком уровне. Кроме того, в пленочном аппарате исключается пенообразование. Это весьма существенно, так как кубовые остатки содержат значительное количество детергентов, вызывающих вспенивание.
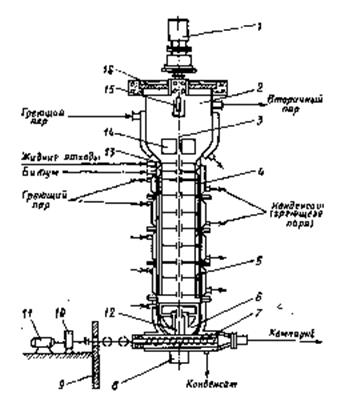
1 — мотор-редуктор; 2 — сепаратор; 3 — ротор; 4 — царга; 5 — скребок; б — мешалка; 7 — винт; 8 —подшипник; 9 — защита; 10 — редуктор-разделитель; 11 — электродвигатель; 12 — гидрозатвор; 13 — распределительное кольцо; 14 — инерционный брызгоотбойник; 15 — гидрозатвор; 16 — защита
Рисунок 2. - Схема роторного пленочного битуматора
Битумная смесь из аппарата выдается напорным шнеком или на затаривание в бочки, или по трубопроводу на расстояние не более 150 м в отсеки хранилища. При затаривании в бочки используют обычно карусельное устройство, обеспечивающее подачу бочек под слив битумной смеси. Температурный режим битумирования выбирают, исходя из следующих соображений. Чем выше температура процесса, тем эффективнее работает битуматор: выше его производительность по испаряемой воде, быстрее и качественнее происходит смешение с битумом в связи с меньшей вязкостью системы. Однако нагрев битумной смеси не должен в тo же время вызывать экзотермический процесс «взрывного» характера: взаимодействие битума с нитратом натрия (окислителем) начинается при температуре выше 300 °С. Теплоноситель, которым чаще всего служит греющий пар, также имеет ограниченные температурные параметры. Практически шнековые битуматоры работают в температурном интервале 140-180 °С. В роторных пленочных аппаратах температура битумирования, как правило, выше и составляет 230-240 °С.
Термореактивные смолы
Термореактивные смолы привлекли к себе внимание как связующие для отверждения концентратов отходов простотой осуществления процесса и некоторыми положительными свойствами отвержденного продукта — стойкостью к воздействию механических, термических и радиационных нагрузок. В качестве объекта для исследований и практического применения рассматривают обычно полиэфирные и мочевиноформальдегидные (карбамидные) смолы.
Включение в полиэфирную смолу происходит смешением максимально обезвоженных концентратов отходов с мономерами смолы с последующим твердением смеси в результате полимеризации. Процесс проводят в барабане (бочке) съемной мешалкой, поступающем затем на хранение. Отверждение состоит из двух этапов: гомогенизации смеси, в ходе которой в нее вводят ускоритель твердения, и собственно отверждения, начинающегося гелеобразованием после ввода в смесь катализатора. Гомогенизация обычно занимает 20 мин, а твердение заканчивается в течение 2 ч. На рисунке 3 показана схема включения отходов в полиэфирную смолу. Особенность включения концентратов в полиэфирную смолу — осуществление процесса в органической среде (стироле) при минимальном, практически неудаляемом количестве воды. Отсутствие воды обеспечивает высокое качество отвержденного продукта. При этом обеспечивается высокая степень включения в полиэфирную матрицу, достигающая 60-70 % по массе. Механическая прочность отвержденных продуктов, например, гарантирует целостность их при падении затаренного барабана объемом 200 л с высоты 10 м. Прочность на сжатие удовлетворяет существующим требованиям и обычно превышает 10 МПа. Прямое действие огня при 700-900 °С (бензиновая горелка) не вызывает нарушения целостности и прочности блоков объемом 20 л. Проявление окислительных способностей нитратов при термических испытаниях, которое могло бы в принципе привести к возгоранию блока, нейтрализуется присутствием в смеси инертных наполнителей — сульфатов и хлоридов. Отмечается также высокая стойкость отвержденного продукта к действию излучения: доза 5×107 Гр не вызвает каких-либо заметных изменений его свойств. Наблюдается небольшое газовыделение (Н2, CH4, CO и др.), которое не приводит к вспучиванию образцов.
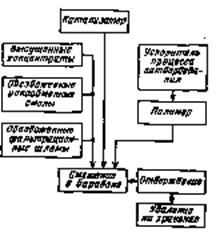
Рисунок 3. - Блок-схема включения отходов в термореактивную смолу
Водостойкость отвержденных продуктов достаточно высока и соответствует уровню вымываемости из битумных блоков. При хранении включенных в полиэфирную смолу имитаторов отходов (без радионуклидов) в грунте в течение года не было отмечено воздействия на них бактерий. В связи с тем, что в принципе излучение может стимулировать бактериальную активность, вопрос о биостойкости радиоактивных отходов, включенных в полиэфирную смолу, остается пока открытым.
Однако полиэфирная смола как связующее имеет некоторые существенные недостатки, ограничивающие возможности ее применения. Полиэфирная смола — дорогой продукт, стоимость которого в несколько раз выше стоимости битума или цемента. Поэтому экономически ее применение в большом масштабе не может быть оправдано. Только при отверждении небольшого количества отходов, когда стоимость смолы не будет играть существенной роли, можно рассматривать вопрос о ее применении. Некоторое сокращение объема отвержденных продуктов, поступающих на хранение, по сравнению с объемом продуктов при использовании других связующих не компенсирует увеличения затрат за счет стоимости смолы.
Взрыво- и пожароопасность, которую создают применяемые при использовании полиэфирной смолы реагенты (стирол, катализаторы, ускорители), в условиях обращения с радиоактивными продуктами требует введения дополнительных мер предосторожности, что усложняет эксплуатацию установок по отверждению и снижает их надежность. Простота включения отходов в полиэфирную смолу — кажущаяся, так как этому процессу предшествует операция по обезвоживанию концентратов (до влажности 1-2 %). Сушку концентратов отходов до такой влажности приходится проводить в громоздких барабанных вакуумных аппаратах: более простые и надежные роторные пленочные испарители не обеспечивают обычно такой низкой влажности продукта. Пульпы ионообменных смол и шламы перед включением в полиэфирную смолу максимально (до влажности 40-60 % по массе) обезвоживаются на фильтрах или центрифугах. В некоторых случаях обезвоженные продукты подвергаются дальнейшей дегидратации сушкой.
Скорость выщелачивания из карбамидной матрицы (в отличие от полиэфирной) довольно заметна и составляет 10-3-10-1 г/(см2×сут). Такая низкая водостойкость существенно ограничивает возможности применения карбамидной смолы как связующего для отверждения концентратов отходов. Карбамидная смола — дорогой продукт. Стоимость ее примерно в 2 раза выше стоимости битума. Обычно концентрация солей в отвержденном продукте составляет 30-50 %, что с учетом высокой стоимости карбамидной смолы не является обнадеживающей характеристикой. Таким образом, карбамидная смола не представляется перспективным связующим для концентратов отходов.
Интересно отметить, что практически половина стоимости отверждения концентратов отходов приходится на стоимость контейнеров для захоронения (что можно к большинству матриц).
Лекция №10. Отверждение САО
Цементирование
Включение в цемент — один из основных методов отверждения как гомогенных (кубовые остатки), так и гетерогенных (пульпы) отходов. Причина широкого распространения цементирования — негорючесть и отсутствие пластичности у отвержденного продукта, а также простота осуществления процесса смешения концентрата отходов с цементом. Однако наряду с этим цементирование имеет ряд существенных недостатков: сравнительно невысокая степень включения отвержденных компонентов в цемент (до 30 %), что приводит к увеличению объема отвержденных продуктов, поступающих на хранение; значительная вымываемость из цемента включенных в него компонентов (имеет значение, о каких компонентах [макрокомпонентах или радионуклидах] и о каком цементе [модифицированном или нет] идет речь), наличие большого количества воды в отвержденном продукте.
При введении наполнителя (солей) в цемент прочность цементного камня обычно уменьшается. В то же время для исключения возможности разрушения отвержденного продукта при транспортировании в случае аварийной ситуации необходимо, чтобы прочность цементного камня была не ниже 5 МПа (50 кг/см2). Исследования показывают, что введение в матрицу ~ 30 % легкорастворимых солей не уменьшает прочность цемента ниже 100 кг/см2, а после длительного пребывания в воде прочность цементных блоков может даже значительно повыситься (до 2-2,5 раз) в результате продолжения протекания процессов формирования структуры цемента в водной среде. Для увеличения прочности цемента можно использовать армирующие добавки (например, асбест для шлакощелочного цемента), некоторые из которых могут увеличивать степень наполнения компаунда за счет впитывания раствора.
Для увеличения степени наполнения стремятся цементировать практически сухие концентраты («сухое» цементирование): обезвоженный концентрат отходов смешивают с цементом и добавляют небольшое количество воды, соответствующее водоцементному отношению 0,35. При этом обеспечивается высокая степень наполнения, равная примерно 40%. Водоцементное отношение (ВЦО) определяет максимальное количество воды, способное связаться с цементом без дальнейшего расслаивания. Определяется отношением массы воды в отверждаемом растворе к массе цемента в клинкере (г/г). При увеличении соленаполнения эта величина уменьшается. В качестве альтернативного способа измерения данной характеристики клинкера можно использовать раствороцементное отношение, определяемое отношением объема отверждаемого раствора к массе клинкера (мл/г). Эта характеристика более удобна при использовании клинкера сложного состава.
Для уменьшения вымываемости радионуклидов из цементной матрицы их обычно переводят в нерастворимые соединения или сорбируют на специальных добавках, которыми часто служат различные глинистые материалы (вермикулит, бентонит, клиноптилолит и др.), сланцы.
Другой путь сокращения вымываемости — уменьшение пористости цементного камня. С этой целью существенно сокращают водоцементное отношение, что приводит к увеличению плотности цементного камня. Однако при уменьшении водоцементного отношения ухудшается текучесть цементного теста. Сохранение хорошей текучести требуется только в том случае, если необходимо передавать цементное тесто на определенное расстояние, например, при заливе пустот в емкостях, где хранятся твердые отходы, цементным тестом, замешанным на концентрате отходов. Хорошая текучесть обеспечивается поддержанием высокого водоцементного отношения, равного ~ 0,5. Однако при такой рационализации происходит значительное уменьшение степени включения солей в цементную массу, которая составляет всего 5-6 %. На цементирование при этом принимают концентрат с содержанием солей не выше 150 г/л. Когда же цементное тесто приготовляют непосредственно в емкости, предназначенной для захоронения отвержденных концентратов, хорошей текучести не требуется и при водоцементном отношении 0,35 обеспечивается необходимое качество перемешивания.
Для уменьшения пористости и, следовательно, вымываемости к цементу добавляют также импрегнирующие вещества (полимеры, а также глины, например, каолин) и проводят цементирование под вакуумом. Однако такие мероприятия хотя и сокращают вымываемость примерно на порядок, в то же время усложняют (в последнем случае) технологию цементирования и устраняют, таким образом, основное преимущество этого процесса — простоту.
Практическое применение нашли добавки к цементу силиката натрия. Добавки силиката натрия улучшают практически все основные показатели цементирования: прочность, степень наполнения, текучесть, совместимость с основными компонентами отходов, вымываемость. Наиболее эффективны такие добавки при наличии в нейтральных отходах поливалентных катионов, с которыми силикат натрия образует структуру, аналогичную структуре пироксеновых минералов. Степень наполнения уменьшается в том случае, когда отходы имеют сильнокислую или сильнощелочную реакцию, а также при наличии значительного количества детергентов.
Борная кислота (и ее соли), содержащиеся в концентратах отходов АЭС, сильно замедляет твердение их смеси с цементом. Для ускорения схватывания этой смеси в нее вводят добавки, образующие комплексы с борной кислотой.
В связи со склонностью отработавших ионообменных смол к набуханию цементирование их специфично. Обычно в этом случае уменьшается механическая прочность отвержденного продукта. В то же время имеется значительная практику включения ионообменных смол в цемент в определенных условиях, учитывающих их специфику: повышенное водоцементное отношение (до 0,65) при невысокой степени включения (около 10% по массе). Лучшие показатели отвержденного продукта при цементировании ионообменных смол получаются при использовании быстротвердеющих марок цемента.
Цемент — дефицитный материал. Поэтому прорабатывают возможность его замены более дешевыми и доступными продуктами. Одним из таких заменителей, может быть доменный гранулированный шлак. Использование такого вида шлака для отверждения имитированных концентратов отходов АЭС возможно при содержании в концентратах свободной щелочи (50-100 г/л). По механической прочности он практически не уступает цементу, не подвержен растрескиванию, более стоек к выщелачиванию радионуклидов из-за наличия в составе компонентов, обеспечивающих восстановительную реакцию системы.
Радиационная стойкость собственно цемента высока. Радиационному воздействию в цементированных отходах подвержена в основном содержащаяся там вода. Опасность этого воздействия заключается в возможности образования при хранении цементных блоков взрывоопасных смесей воздуха с выделяющимся водородом — продуктом радиолиза воды. Однако эту опасность устраняют созданием необходимой вентиляции в хранилище. В связи с хорошей фильтруемостью отвержденного продукта из-за его пористости, разбухания цементных блоков вследствие газовыделения не наблюдается. Поэтому радиационный эффект не представляет собой фактор, сдерживающий включение радионуклидов в цемент, и допускает цементирование отходов среднего (и даже высокого на нижней границе области) уровня активности. Кроме того, содержание в компаунде солевой составляющей, в том числе нитратов, снижает газовыделение цементов в несколько раз.
Существует несколько способов цементирования: в емкости с мешалкой, из нижней части которой цементное тесто поступает на затаривание в бочки или в бетонные емкости, где хранится наливом; в бочке, предназначенной для хранения цементированных отходов, при перемешивании мешалкой, многократно или однократно (оставляют в бочке, «потерянная мешалка») используемой; в герметично закрытой бочке вращением ее одновременно в нескольких плоскостях; в потоке смешением в шнеке. В первых трех случаях процесс проводится периодически, в последнем — непрерывно.
Наиболее интересным из периодических процессов при малом количестве отходов представляется третий — смешение в герметично закрытой бочке. В этом случае не только не встает вопрос о транспортировании цементного теста, но и минимальна возможность загрязнения рабочих помещений и транспортных средств радионуклидами. Однако при больших масштабах цементирования предпочтительнее непрерывное оформление процесса — смешение в потоке.
Обычно цементированные отходы хранят в стандартных 200-литровых бочках из-под топлива. При достаточно высоком уровне активности этих отходов предпочтение отдают емкостям, изготовленным из цемента. Одновременно они служат биологической защитой при транспортировании, а также дополнительным изоляционным барьером при хранении.
Цементирование характеризуется такими преимуществами, как простота осуществления, негорючесть и способность сохранять неизменной форму цементных блоков. Отсутствие пластичности дает возможность исключить или упростить вопрос с затариванием отвержденного продукта. Это существенно, так как вклад стоимости тары в стоимость отверждения отходов значителен. В то же время имеется тенденция к улучшению таких показателей, по которым цементирование традиционно уступает битумированию (степень наполнения, вымываемость и др.). Наличие второго надежного инженерного защитного барьера в виде могильника позволяет рассматривать цементирование конкурентноспособным методом отверждения САО.
Таблица 1. - Характеристика отвержденных отходов
| Характеристика
| Портландцемент*
| Карбамидная смола
| Битум
| Полиэфирная смола
|
| Текучесть смеси
| Плохая
| Хорошая
| Отличная
| Хорошая
|
| Очищаемость
поверхностей
смесителя
|
Плохая
|
Хорошая
|
Отличная
| Отличная,
хорошая
|
| Степень включения**
| Низкая,
умеренная
()
| Умеренная
()
| Высокая
()
| Высокая
()
|
| Потенциальная пожароопасность
| отсутствует
| есть
| есть
| есть
|
| Наличие свободной воды
| Редко
| Иногда
| Никогда
| Никогда
|
| Механическая
стойкость
| Хорошая
| Отличная
| Хорошая
| Отличная
|
| Химическая
стойкость
| Хорошая
| Отличная
| Хорошая
| Отличная
|
| Радиационная
стойкость
| Отличная
| Хорошая
| Хорошая
| Хорошая
|
| Стойкость к замораживанию
| Хорошая
| Плохая
| Хорошая
| Хорошая
|
| Вымываемость щелочных и
щелочноземельных металлов,
г/(см2·сут)
| 10-3-10-1
(10-4-10-6 с добавками)
| 10-3-10-1
| 10-6— 10-4
| 10-5-10-9
|
* Без добавок.
Таблица 2. - Совместимость связующего с компонентами
| Отходы
| Цемент
| Карбамидная смола
| Битум
|
| Растворы, содержащие борную кислоту
Растворы Na2SO4
Щелочные растворы
Растворы детергентов
Органические отходы
Ионообменные смолы
Шламы фильтроматериалов
| плохая
отличная
хорошая
плохая
плохая
отличная
хорошая
| Хорошая
Плохая
плохая
плохая
плохая
хорошая
хорошая
| Хорошая
хорошая
хорошая отличная
отличная
отличная хорошая
|
Свойства отвержденных РАО
Основное внимание при выборе форм и условий хранения уделяют таким свойствам отвержденных отходов, как химическая, термическая и радиационная стойкость.








