Существуют неск. способовопр-ния величины f: в пластометрах, где сдвиг слоев смазки осущ-ся за счет оксиального вращения или за счет продольного его смещения. В капиллярных приборах опр-ют миним-ое давление, кот. обуславливает сдвиг столбика смазки в капилляре.
f - опр-ся как усилие, при котором начинается сдвиг.
Текучесть пластичных смазок также явл-ся важным показателем структурно-мех-их св-тв. Если в минер-ых маслах текучесть характер-ся их вязкостью, то в пласт. смазках текучесть не может быть выражена этим показателем, т.к. есть сложная система с опр-ной структурой, кот-ая изм-ся под влиянием внешних условий.
Внутреннее трение консистентных смазок опр-ют на капиллярных вязкозиметрах. Внутреннее трение смазок зависит от структуры смазки: от вязкости минерального масла, природы содержания загустителя и эта стр-ра, след-но, явл-ся функцией скорости сдвига.
Но наиболее резко при малых скоростях сдвига сказывается содержание загустителя в смазке. При больших скоростях сдвига на вязкость влияет больше вязкость минерального масла. Пример: при содержании кальциевого мыла в смазке 10-15% при градиенте сдвига 0,1 с–1,вязкость смазки = 10000 и 90000 Пуаз, а при градиенте сдвига 100с–1, вязкость  =80 и 600 Пуаз.
=80 и 600 Пуаз.
Для пластичных смазок характерна меньшая зав-ть от тем-ры, чем для масел, на которых они приготовлены.
Тиксотропныесв-ва смазок. Тиксотропия – это уменьшении вязкости смазки при мех-ком воздействии и восст-ниестр-ры после прекращения мех-го воздействия.
Тиксотропияхар-етспос-ть смазок терпеть пластические св-ва при мех-ких воздействиях и вновь их восстанавливатьв состояние покоя. Тиксотропнымисв-ми опр-ся устойчивость смазок против мех-говоздействиямв гнезде трения.
Схема тиксотропных превращений смазки имеет вид:

fп– предельное напряжение сдвига до мех-го воздействия;
fk– min-ное напряжение сдвига,ниже кот-го она не опускается при любой длительности мех-говоздействия,т.е. это полное тиксотропное разрушение;
f – предельное напряжение сдвига;  – время.
– время.
По оси откладывается время, кот-оехар-ет разрушение М и восст-ние  смазки в процессе мех-го воздействия (при перемешивании и после него).
смазки в процессе мех-го воздействия (при перемешивании и после него).
fkхар-ет динамическое равновесие между разрушением и восст-нием структуры при мех-ком возд-вии данной интенсивности. Величина тиксотропных разрушений хар-ся разностью fп -fк или отношением fп/fк. Данные по разрушению тиксотропных разрушений сопоставляются с даннымипо тиксотропномувосст-нию, кот-рое также хар-ся величинами: восст-ное напряжение сдвига (fв),fв – fк или fв/fки временем тиксотропноговосст-ния ( ).
).
Все консистентные смазки тиксотропны и, если, связи между дисперсными частицами разрушены, то они могут восст-ся при приближении этих частиц действие молекулярных сил без нагревания, а только за счет движения колебательных движений частиц.
Тиксотропность смазок проявляетсяв уменьшении прочности или вязкости в рез-те мех-го воздействия, и обратном восст-нии после прекращения мех-говозд-вия. Скор-тьвосст-ниязав-ит от природы твердой фазы, её концентрации, от вязкости жидкого компонента и от наличия ПАВ. Для различных смазок скор-тьвосст-ния также различна. Стр-ра большинства мыльных смазок быстро восст-ся в первые часы после снятия нагрузки, но потом скор-тьвосст-ния будет падать.
7 0. Стабильность смазок. Маркировка смазок. Коллоидная и хим-ая стабильность пластических смазок. При хранении и применении могут разделиться фазы – синерезис, и тогда смазка теряет свою пластичность и, следовательно, способность смазывать детали.
Сущ. Много методов опред-ия склонности смазок к синерезису, т.е. смазку выдерживают при определенных t-рах или ее центрифугируют и т.д. После этого опр-ют выделившееся из смазки масло или его количество.
Хим. Стабильность имеет важное значение в пр-се примен-ния смазки, т.к. могут происходить изменения при взаимод-вии комп-ов смазки с молек-ым O2, кот-ые приводят к осложнению эксплуатации масел. Могут образоваться корки, уплотнения, кот-ые вызывают пригорания. Смазки могут обрзовывать низкомолекулярные к-ты, могут полимеризоваться непредельные к-ты.
Хим. Изменениям могут подвергаться как само масло, так и загуститель – мыло. Может и нарушиться коллоидная стабильность масел. Может полностью распадаться на жидкую и тв-дую фазы.
Хим. стабильность масел опр-ся кол-вом навески масла в бомбе при опред-ом давлении.
О стабильности судят по кол-ву поглощаемого О2 и по нарастанию, соотв-но, кислотного числа смазки.
Хим стаб-ть смазки, как орг-ой, так и неорг-кой, несколько выше, чем мыльных. Это объясняется тем, что в мыльных смазках ок-нию подвергаются оба компонента. Свинцовые масла – сильные kat-рыок-ния.
! Если на смазке появл-ся корка, то это свидетельствует о ее глубоком ок-нии.
Все смазкидолжны готовиться из высококачественных масел и хим-ки стойких загустителей. Они должны содержать антиокисл-ные присадки.
Сущ-ет серия методов для оценки защитных свойств смазок, кот-ые предохраняют металлы от коррозии: озонирование, дождевание, воздействие тепла, воздействие ультрафиолета.
Косвенно защитную спос-ть смазки опред-ют по приемистости ее к металлу. К смазкам могут добавляться разные присадки и наполнители, такие как графит, слюда, бентониты и эти наполнители вводятся в пластичную смазку на последней стадии ее приготовления.
Маркировка смазок. Условное обознач-ние смазки состоит из ее наименования (соледол, литол, графитная смазка) и индексов, с помощью которых в краткой форме сообщ-ся о назначении, хар-ре и составе.
Индексное обозначение состоит из 5-ти буквенных и цифровых индексов, кот-ыераспологаются в следующем порядке:
Пример 1: М Ли 4/13.
1-ый – указатель гр-пы или подгруппы, в соотв-вии с назначением самзки(М – многоцелевая);
2-ой – природа загустителя (Ли – литиевые мыла);
3-ий – указывает темпер-ный итервал применения смазки(4/13 – от -40 до +130);
4-ый – указ-ет природу дисперстной среды(в примере нет);
5-ый – консистенция смазки(3 – третий клас консистенции). Консистенция опред-ся пенитрацией.
Пример2: С Ка 2/7–2.
В примере 2: С – солидол(смазка общего назначения); Ка – кольцевые мыла; 2/7 – интервал от -20 до +70; 2 2-ой класс консистенции(пенитрация в интервале 265-295).
Пример 3: К Т 6/5к–г4.
В примере 3: К – контактная смазка; Т – твердые УВ-ды; 6/5 – исп-ся в интервале темп-тур от -60 до +50; к – смазка приготовлена на основе Si-органической ж-ти; г – вид твердой добавки, кот-ая вводится в смазку(г - графит); 4 – пенитрация от 175 до 205.
В кач-ве твердых доб-ок исп-ют Zn, Pb, Cu и прочие тв-ые доб-ки (обознач-ся буквой «т»). В кач-ве диспесной среды исп-ют: нефтяное масло, синт-кие УВ-ды («у»); нефтяное масло(«н»); сложные эфиры(«э»), галогенводородные ж-ти(«ж»); прочие масла(«п»).
Твердые и само смазывающие материалы тв. Смазки исп-ся в экстримальных усл-ях: вакууме, в прис-вии радиации, когда поддерж-ся высокие давления. Эти смазки нужны для топливной аппаратуры, кот-ая работает на альтернативных видах топлива: сжиженом метане, водороде и т.д. В таких случаях обычно исп-ют дисульфиды молибдена, вольфрама, графит, кот-ые в виде порошков обеспеч-ют работу узлов трения при высоких нагрузках.
Главный «+»: возм-ть скольжения между слоями графитов или дисульфидов, т.к. между слоями имеется малая энергия взаимод-вия, а сама граф-аяпов-ть имеет высокую адгезию к металлам.
Защитные смазки исп-ся для консервации наружных и внутренних пов-тей деталей и узлов мех-змов при длительном хранении. Для консервации сроком от 10-ти лет исп-ния, смазка ПВК – это сплав петролатума, церезина, присадок и цилиндрового масла. Осн-ым комп-ом явл-ся петролатум.
Технология получения смазок
Технология производства смазок. Процесс производства смазок может быть периодическим или непрерывным. Заводам,выпускающимсмазкивбольшомассортиментенекрупнымипартиями,более выгодно иметь периодические установки; производство крупных партий одного сорта смазки целесообразно делать непрерывным.
Периодический процесс (цикл) приготовления или варки антифрикционной мыльной смазки начинается с образования мыльной основы. В варочный котел загружают 15–30% минерального масла и всю порцию жирового компонента. Смесь нагревают до 8000C и добавляют к ней водный раствор щелочи или суспензии щелочного компонента, количество которого рассчитывают заранее. При интенсивном перемешивании и температуре 80–1000C происходит омыление жиров, после чего температуру повышают до 105—136 0С и выпаривают излишнюю воду. Затем к мыльной основе добавляют остальное количество масла и, тщательно перемешивая, нагревают. Кальциевые мыла необходимо нагревать до 100 0С, натриевые — до 200 0С. После окончания варки смазку охлаждают.
Основная аппаратура для изготовления смазки — варочный котел, снабженный паровой рубашкой и перемешивающим устройством. Применяют разнообразные типы мешалок: рамные, про пеллерные, якорные, планетарные и др.
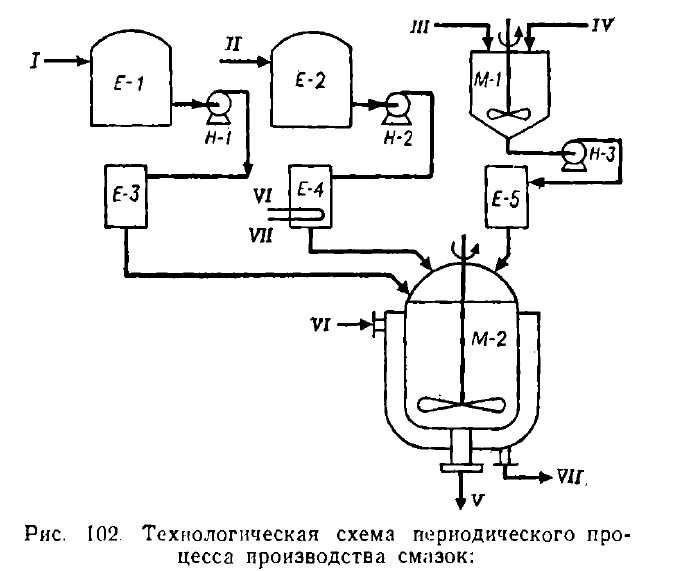
Рис 102. Технологическая схема периодического процесса производства смазок:
I – масло; II – жировой компонент; III – вода; IV – суспензия щелочного компонента(известковое молоко);V – готовая смазка; VI – водяной пар; VII – конденсат.
В рубашку котла при нагреве подают теплоносители: водяной пар, горячее масло, дифенильную смесь. По окончании варки в рубашку котла вводят воду.
Стадию охлаждения необязательно проводить в котле; для охлаждения используют специальные холодильные барабаны, холодильники типа «труба в трубе», снабженные валом со скребками. Коллоидная стабильность и долговечность смазок улучшается, если после охлаждения подвергнуть смазки гомогенизации деаэрации. Гомогенизация (создание однородной структуры) состоит в продавливании смазки через узкое кольцевое отверстие под давлением 20–25 МПа. Деаэрация осуществляется при продавливании смазки через щелевые зазоры в полость аппарата, из которого непрерывно откачивается воздух. Для правильного ведения технологического процесса устанавливают приборы контроля и регулирования температуры и давления, а также приспособления для дозировки компонентов. Технологическая схема процесса приводится на рис.102. Непрерывный процесс производства пластичных смазок на готовых мылах состоит в следующем. Готовый сухой стеарат лития измельчается в порошок, затем приготовляется суспензия порошка мыла в половине общего количества синтетического масла. Суспензия нагревается до образования однородного расплава(от30до2050C) при прохождении через подогреватель типа «труба в трубе», снабженный валом со скребками. На выходе из теплообменника суспензия смешивается со стальным маслом, нагретым в теплообменнике до 80 0С. Смазка, имеющая после смешения температуру 145 0C, охлаждается водой до 60 0C в холодильнике типа «труба в трубе» с внутренним валами скребками. Компоненты дозируются специальными насосами. Технология получения углеводородных смазок на много проще, чем мыльных, и сводится в основном к сплавлению компонентов при перемешивании, выпарке воды и охлаждению готового расплава. Такие распространенные защитные смазки, как технический вазелин и пушечную смазку, приготовляют на высоковязких маслах. Этот процесс легко можно сделать непрерывным, так как рецептура и технология производства углеводородных смазок несложна.








