На данном этапе развития металлургической промышленности существуют три типа производства стального шестигранника:
· Горячей прокатки;
· Горячим прессованием;
· Холодной прокатки.
При изготовлении шестигранника способом горячей прокатки, размеры изделия достигают предела — 100 мм. Согласно ГОСТу 2879-99, предусматривается большой диапазон в размерах шестигранника, а для профильного изделия менее 20 мм, допускается его поставка в мотках. Ввиду наличия поверхностной окалины при горячекатанном производстве, шестигранник подвергают химической или механической очистке.
Производство металлопроката шестигранного сечения способом горячего прессования включает в себя получение шестигранника из специальных и жаропрочных, инструментальных сталей. Прессуется профиль на мощных гидравлических прессах, чаще всего горизонтального типа. При повышенной точности профиля прессовочный инструмент отличается относительно низкой стойкостью.
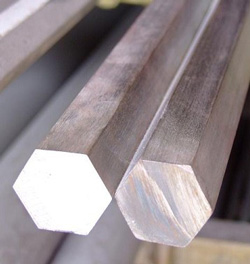
Шестигранник холодной прокатки получается более точного размера, поэтому подходит для нужд точного машиностроения. По ГОСТу 8560-88 холодная прокатка шестигранного профиля возможна от диаметра, вписанной в шестигранник окружности, равного 3 мм. Заготовки профиля предварительно фосфотируют для снижения удельных нагрузок.
Целесообразно выбрать в качестве заготовки шестигранник холодной прокатки
Маршрут обработки:
Операция 005 Ленточнопильная, Ручной ленточно-отрезной станок FMB PHOENIX;
Операция 010 Токарная, станок токарно-винторезный 16А20Ф3 с ЧПУ электроника НЦ-31;
Операция 015 Резьбонакатная, А2528 - полуавтомат профиленакатный (резьбонакатный) двухроликовый;
Операция 020 Термическая, Термическая печь с выкатным подом RT2-120;
Операция 025 Контрольная, калибр-скобы, гайка, штангенциркуль ШЦ-1.
Последовательность обработки назначена правильно, применяемое оборудование обеспечивает точность, заданную чертежом.
Технологические базы выбраны правильно. На первой операции подготавливаются заготовки которые которые необходимы для дальнейшей обработки детали, следовательно, обеспечивается совмещения и постоянства баз, обеспечивается точность расположения поверхностей.
Крепежные детали должны иметь метрическую резьбу по ГОСТ 24705-81, выполненную нарезкой или накаткой. При накатывании вследствие скольжения на контакте образуется поверхность, обладающая оптимальной шероховатостью, повышенной твердостью (наклепом), однородной микроструктурой и оптимальной текстурой прилегающих к поверхности слоев материала.
Прочность накатанного винтового профиля при статических нагрузках выше прочности профиля, обработанного резанием примерно на 10% при испытании на растяжении и на 20-35% при испытании витков на срез.
Резьбонакатные целесообразны для использования в массовом типе производства, т.к. деталь не сложная, догрузка оборудования выполняется, при мелкосерийном – нецелесообразно т.к затрачивается значительное время на переналадку. Целесообразно применить станки с ЧПУ.
Режущий инструмент при токарной обработке с напайными твердосплавными пластинами не дает возможности вести обработку на повышенных режимах резания, следовательно, целесообразно применить режущий инструмент с МНП.
Контроль размеров осуществляется жестким мерительным инструментом – калибр-скобами и гайкой.
На операции 015 Резьбонакатная на загрузочной позиции существует возможность травмирования руки рабочего прихватами, т.к. устанавливаются заготовка, а механизм привода прихватов включается педалью. Целесообразно к каждой загрузочной позиции провести отдельный привод или вообще заменить станок другим, имеющим механизм ориентации заготовки.
Оборудование на участке расположено не в соответствии с нормами расположения оборудования, не по ходу технологического процесса.
Стружка транспортируется стружкоуборочным конвейером.






