Обычно используется один из трех методов установки заготовки на токарном станке: в патроне, в центрах, В патроне с подпором задним центром. Условно на представленных эскизах эти способы установки заготовок обозначаются следующим образом:
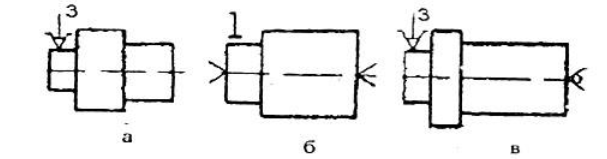
Рисунок 1.3 - Способы установки заготовок на токарном станке: а – в патроне; б – в центрах; в – в патроне с подпором задним центром.
Установка заготовки в токарном патроне (чаще всего, трех кулачковом, самоцнтрирующем) - самый универсальный способ установки, позволяющий вести обточку поверхностей, расточку отверстий и обработку торцов.
Применяется при обработке коротких деталей.
Установка в центрах – способ, позволяющий сохранить одни и те же установочные базы на самых различных операциях и поэтому повышающий точность изготовления детали. Для установки требуется введние специальной операции – центральной, т. е. операции обработки специальных конически отверстий. Удобнее всего эту операцию осуществлять одновременно с подрезкой торцов заготовки на специальных фрезерно-центровальных станках.
При установке в центрах заготовка вращается или с помощью специального хомутика (используется поводковый патрон), или(значительно реже) с помощью рифленого переднего центра.
Установка в патроне с подпором задним центром применяется при обработке валов малой жёсткости (с большим отношением длинны вала к его диаметру).
Классификация основных видов обработки наружных цилиндрических поверхностей.

Рисунок 1.4 - Классификация методов обработки наружных цилиндрических поверхностей.
На рисунке перечислены все возможные методы обработки, сущность которых можно узнать по литературным источникам, указаны значения предельной точности обработки по каждому методу – квалитеты точности (вверху рамки) и параметр шероховатости Ra, мкм (внизу рамки). Квалитеты точности указаны для деталей из конструкционных сталей. Для деталей из чугуна и цветных сплавов допуск на размер можно принимать на один квалитет точнее.
Ознакомление с технологической документацией.
С каждым станком завод-изготовитель отправляет заказчику комплект технической документации, именуемый «Руководством по эксплуатации». Руководство хранят в непромокаемом пакете из полиэтиленовой пленки и при упаковке станка в несколько ящиков, находится в ящике № 1.
Руководство по эксплуатации
«Руководство по эксплуатации» - документ, содержащий описание устройства и принципа работы станка, а также сведения по его эксплуатации и удостоверяющий гарантированные предприятием-изготовителем основные параметры и технические характеристики станка.
Руководство состоит из трех основных разделов: технического описания, инструкции по эксплуатации и паспорта.
Техническое описание
В раздел «Техническое описание» входят следующие подразделы: назначение и область применения; состав станка; устройство и работа станка и его составных частей; электрооборудование; гидросистема и пневмосистема; система смазки.
Инструкция по эксплуатации
Второй раздел руководства «Инструкция по эксплуатации» состоит из восьми подразделов: указания мер безопасности; порядок установки станка; настройка и наладка; регулирование; особенности разборки и сборки при ремонте; схема расположения подшипников; материалы по быстроизнашиваемым деталям; инструкция по подготовке управляющих программ и тест-программы для проверки станка.
Паспорт станка
Третьим разделом руководства является паспорт станка. Паспорт содержит следующие подразделы: основные технические данные и характеристики; комплект поставки; свидетельство о приемке; гарантии.
Технические характеристики
Подраздел «Основные технические данные и характеристики» отражает возможности станка, класс его точности, габаритные размеры и массу. Основные возможности станка определены видом выполняемых работ и размерами обрабатываемых деталей.
Обязательными данными подраздела являются наибольшие размеры и масса обрабатываемых деталей, характеристика приводов главного движения и подач.
В паспорте приведены иллюстрации, отражающие базовые и присоединительные поверхности, необходимые для проектирования технологической оснастки, а также показано рабочее пространство с крайними положениями подвижных органов, перемещающихся кожухов и др.
Важным разделом паспорта является свидетельство о приемке. В нем записывают допуски и фактические отклонения от заданных требований норм точности и жесткости станка.
Нормы точности
Нормы точности нового станка при проверке на заводе-потребителе должны соответствовать фактическим данным, полученным на заводе-изготовителе при испытании, а в период последующей многолетней эксплуатации отклонения не должны выходить за пределы допускаемых значений.
В последнем подразделе паспорта установлены обязательства завода-изготовителя безвозмездно заменять или ремонтировать вышедший из строя в гарантийный период станок при соблюдении потребителем условий эксплуатации, транспортирования и хранения станка. Обычно срок гарантии составляет 18 месяцев. Начало гарантийного срока исчисляют со дня пуска станка в эксплуатацию, но не позднее 6 месяцев с момента прибытия на действующие и 9 месяцев на вновь строящиеся предприятия.
В наружном конверте ящика № 1 (иногда внутри ящика) есть упаковочный лист, в котором перечислены наименования и число поставленных агрегатов, отсоединенных узлов, изделий, приборов, инструментов, приспособлений, руководств, инструкций и указан номер ящика, в котором они размещены.







