Калибр – это средство контроля, воспроизводящее геометрические параметры элементов изделия, определяемые заданными предельными линейными или угловыми размерами, и контактирующее с элементом изделия по поверхностям, линиям или точкам.
Гладкий калибр представляет собой калибр с гладкой рабочей поверхностью (цилиндрической, сферической, конической или плоской). Используется главным образом в серийном или массовом производстве для контроля правильности изготовления отверстий. Обеспечивает быстроту и точность измерений.
Конструкция калибров. При разработке и выборе конструкций калибров следует исходить из основного принципа конструирования измерительных инструментов – принципа подобия. Сущность этого принципа состоит в том, что проходная сторона калибра должна представлять собой по своей форме подобие сопрягаемой детали и ограничивать все элементы изделия, а непроходная сторона – производить проверку отдельных ограниченных участков или сечений, проверяемого изделия.
Калибры для контроля отверстий выполняются в виде: пробок гладких полных; пробок листовых неполных и пробок неполных; штихмасов и нутромеров сферических; пробок конических.
При маркировке на калибр наносят номинальный размер детали, для которого предназначен калибр, буквенное обозначение поля допуска изделия, значения предельных отклонений изделия в миллиметрах (на рабочих калибрах), тип калибра (например, ПР, НЕ, К–И) и товарный знак завода-изготовителя. Маркировку наносят на калибры (скобы) и на ручки (пробки). на калибр-пробке ПР – «30Н7ПР »;
Правила пользования калибрами:
– пользоваться только аттестованными калибрами;
– тщательно очищать их от пыли, грязи;
– применять выдержку калибров рядом с деталями в течение определённого времени для выравнивания их температуры;
– калибры больших размеров поддерживать руками только за теплоизолирующие накладки;
–не применять больших усилий, так как калибры должны входить в отверстие или находить на валы под действием собственного веса.
28. Изложите технические требования к калибрам и правила назначения допусков к ним. Объясните построение схемы допусков калибров.
Технические требования к калибрам: точность изготовления, твердость измерительных поверхностей, качество измерительных поверхностей, способность сохранять форму и размеры в течении определенного времени.
Правила назначения допусков. Для всех калибров устанавливают допуски на изготовление, а для проходного калибра, который при контроле детали изнашивается более интенсивно, дополнительно устанавливают границу износа. Допуски на измерительные поверхности гладких калибров установлены стандартами ГОСТ 24853-81 (для размеров до 500 мм) и ГОСТ 24852-81 (для размеров от 500 мм до 3150 мм). Допуски рабочих поверхностей калибров значительно меньше допусков тех деталей, для контроля которых они предназначены, и апробированы многолетней практикой.
Расположение полей допусков калибров зависит от номинального размера детали (различаются схемы для размеров до 180 мм и свыше 180 мм и для квалитетов 6, 7, 8 и от 9 до 17).
На гладкие калибры ГОСТ 24853-81 устанавливает допуски на изготовление: Н – рабочих калибр-пробок для отверстий; Н1 – калибр-скоб для валов; Нр – контрольных калибров для скоб., В квалитетах 6, 8, 9, 10 допуски Н1 для скоб примерно на 50% больше допусков Н для пробок соответствующих квалитетов, что объясняется сложностью изготовления скоб. В квалитетах 7, 11 и грубее допуски Н и Н1 равны. Допуски Нр для всех типов контрольных калибров одинаковы.
Для построения схем расположения полей допусков необходимо определять номинальные размеры калибров, которые соответствуют предельным размерам контролируемой калибром поверхности отверстия или вала. Для проходных калибров, которые в процессе контроля в сравнении с непроходными изнашиваются более интенсивно, кроме допуска на изготовление предусматривается допуск на износ. Для всех проходных калибров поля допусков Н и Н1 сдвинуты внутрь поля допуска изделия на z и z1 (для пробок и скоб соответственно). Сдвиг полей допусков и границ износа позволяет устранить возможность искажения характера посадок и гарантировать получение размеров годных деталей в пределах установленных полей допусков. На чертежах калибров и в документации указывается исполнительный размер. На чертеже скобы проставляется наименьший предельный размер с положительным отклонением, для пробки и контрольного калибра – их наибольший предельный размер с отрицательным отклонением.
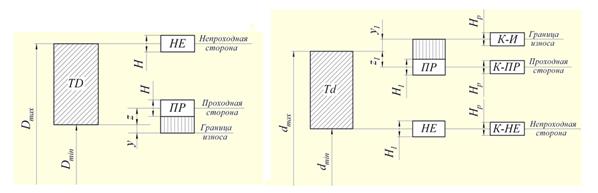
Схема полей допусков пробок (1) скоб и контрольных калибров (2)







