

Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
Топ:
Когда производится ограждение поезда, остановившегося на перегоне: Во всех случаях немедленно должно быть ограждено место препятствия для движения поездов на смежном пути двухпутного...
Эволюция кровеносной системы позвоночных животных: Биологическая эволюция – необратимый процесс исторического развития живой природы...
Теоретическая значимость работы: Описание теоретической значимости (ценности) результатов исследования должно присутствовать во введении...
Интересное:
Инженерная защита территорий, зданий и сооружений от опасных геологических процессов: Изучение оползневых явлений, оценка устойчивости склонов и проектирование противооползневых сооружений — актуальнейшие задачи, стоящие перед отечественными...
Финансовый рынок и его значение в управлении денежными потоками на современном этапе: любому предприятию для расширения производства и увеличения прибыли нужны...
Влияние предпринимательской среды на эффективное функционирование предприятия: Предпринимательская среда – это совокупность внешних и внутренних факторов, оказывающих влияние на функционирование фирмы...
Дисциплины:
|
из
5.00
|
Заказать работу |
Содержание книги
Поиск на нашем сайте
|
|
|
|
Технология стендового производства железобетонных изделий. Область применения, типы стендов, компоновка технологических линий, основное технологическое оборудование, особенности ведения работ.
Способ характеризуется наличием неперемещаемых форм разных типов или поддонов, в которых изготавливаются изделия. При этом перемещаются исполнители и оборудование. Характеризуется минимальными капитальными затратами металла и энергоресурсов. Используется и рационален при изготовлении линии крупногабаритных преднапряженных ЖБК, а также при изготовлении изделий плитных очертаний с последующей нарезкой.
Различают длинные и короткие стенды.
Длинными называются стенды, на которых одновременно изготавливают более 3 изделий по продольной оси. Различают пакетные длинные стенды и протяжные длинные стенды.
В пакетных стендах линию заготовки преднапряженной арматуры расположена вдоль стенда. На ней производят заготовку по мерной длине арматурных элементов.
На протяжных стендах арматуру разматывают с бухт с помощью тяговой лебедки по одному элементу или с использованием полиспаста, который поддерживает в процессе протяжки арматуры используют самоходные бухтодержатели портального типа. В этом случае арматурные элементы фиксируются на упоры и раскладываются этой машиной по ширине стенда.
Стенды длинные безопалубочного формования характеризуются наличием металлического греющего поддона на котором формуют пласт в виде поперечного сечения изделия, длина стенда 150 м.
Различают следующие виды коротких стендов: силовые формы, конструкция которых позволят воспринимать усилия преднапряжения арматуры, например разного рода балки.
Стенд-камеры с восприятием усилия преднапряжения стенками;
Стенды с выносными упорами.
Короткие стенды характеризуются меньшей продолжительностью техн. цикла, чем длинные. В основном потому, что на длинных стендах все операции выполняются последовательно при наибольшей продолжительности работ с преднапрягаемой арматурой. Но на коротких стендах значительный расход арматуры. В результате короткие стенды предпочтительнее при изменяющейся номенклатуре, т.к. они легко переналаживаются.
В целом стендовое производство характеризуется наименьшими капитальными затратами, энергоемкостью и металлоемкостью в сравнении с конвейерной и агрегатно-поточной схемами, но характеризуется и меньшей производительностью.
Технология агрегатно-поточного производства железобетонных изделий. Область применения, разновидности компоновки технологических линий, основное технологическое оборудование, особенности ведения работ.
Характеризуется меньшим чем при конвеерном разделении  на элементные(распалубка с подготовкой форм, армирование, формование), поэтому его производительность ниже конвеерного способа. R=15-30 мин.
на элементные(распалубка с подготовкой форм, армирование, формование), поэтому его производительность ниже конвеерного способа. R=15-30 мин.
Тепловые агрегаты периодического действия(ямные камеры и т.д.), т.е. ТО идет по накоплении n-го количества изделий.
По капитальным затратам занимает промежуточное место между стендом и конвеером. Допускает многократные переналадки, разнородная продукция.
Ограничение видами продукции связано с габаритами грузоподъемн. виброплощадки, формовочных площадок и камер ТО.
Для способа характерно перемещение форм с изделиями с поста на пост кранами. Перспективно сочетание агрегатно-поточного способа с конвеерным(рольганги, тяговые цепи и пр.).
При натяжении арматуры характерно использование электротермического способа, т.к. механический более трудоёмок и снижает производительность. С позиции энергосбережения – последний предпочтительнее.
Основные типы линий:
Общестроительного назначения. Недостаток в чрезвычайной зависимости производства от работы кранов, т.к. формы, изделия и т.д. перемещаются с помощью кранов.
Лучшие результаты характерны для линий в которых постах армирования, распалубки, формования обеспечены конвейерной связью.
Полуконвейерные линии. Возможно наличие передаточного моста и формоукладчика или установка формы с конвейера подготовки на пост формования краном.
Специализированные линии такие как линии для изготовления плит пустотного настила.
3. Технология конвейерного производства ЖБИ. Область применения, разновидности компоновки технологических линий, основное технологическое оборудование, особенности ведения работ.
Его сущность в постоянном перемещении между специализированными постами форм при одновременном выполнении на них определенного набора технологических операций.
Затраты времени на отдельных постах синхронизированы, чтобы обеспечить единый ритм производства (10-20мин). Он принудительный, т.к конвейер характеризуется жесткой взаимосвязью форм (вагонеток) и привода конвейера (цепной, рольчанги, толкатели и т.п.). Примерное времяперемещения 1-2 мин.
Тепловая обработка на конвейере осуществляется в агрегатах непрерывного действия: щелевые, туннельные, вертикальные камеры.
Способ характеризуется максим. разделением технологического цикла на элементные (распалубки, подготовки форм, армирования), что обеспечивает минимальный ритм потока и в итоге вытекает наибольшая производительность. Одновременно харак.-ся наибольшей металлоемкостью, энергоемкостью, ремонтной сложностью. Поэтому себестоимость продукции высока. Целесообразен при массовым изготовлении изделий устойчивой номенклатуры и высокой трудоемкости (многослойных стеновых панелей).
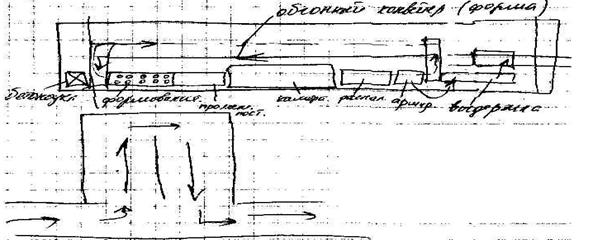
Примеры разновидности и компоновочных решении конвейерной линии: вертикально замкнутые, горизонтально замкнутые, с выносными камерами, линии с обгонными конвейерами, двухветвевые конвейеры, карусеньные линии, роторные линии.
1) Вертикально замкнутый:

2) Горизонтально замкнутые конвейеры:

При выносной камере ТО:

3) С вертикальными камерами непрерывного действия:
4) Двухветвевые конвейеры:

5) Карусельные линии (делают сан.-тех. кабины, шахты лифтов и т.д.):

6) Роторная линия:

Вибрационные методы формования бетонных и железобетонных изделий, сущность и эффективность виброуплотнения бетона. Уплотнение на виброплощадках, вибронасадками и скользящими штампами, методом ударного воздействия (шок - столы), вибропрессованием.
По условиям вибрирования различают:
- объёмное вибрирование (станковое), которое осуществляют на виброплощадках или виброформах, подвергая воздействию и формы и бетон.
- глубинное вибрирование, которое осущ. с помощью либо глубинных вибраторов, либо вибровкладышей,
- вибрирование с поверхности либо ч/з борта форм с помощью навесных вибраторов, либо с помощью виброреек, вибронасадок, скользящих штампов;
- комплексное вибрирование, которое сочетает ранее приведенные варианты.
Во всех случаях целесообразна послойная укладка бетона.
Вибрационные методы включают: способы вибрирования, основанные на объёмных вибровоздействиях(станковое вибрирование). С применением разного вида и типа виброплощадок. С использованием «глубинного» вибрирования для пластичных смесей. Для жёстких смесей – вибровозбудители. Поверхностное вибрирование: навесные вибраторы, виброштампы.
Вибрирование заключается в микроизмельчении мелких структурных элементов смеси на стадии формования:
1) на стадии формования – перегруппировка твёрдого компонента (крупного или мелкого заполнителя) освобождение грубозащемлённого.
2) на стадии уплотнения. Появляется эффект тиксотропии (эффект псевдоразжижения) следует более равномерное распределение жидкости. Удаление воздуха. Частичный распад цементных флоккул, а также более равномерное распределение заполнителей.
Наибольший эффект на стадии формования А = 1 и частота 15 – 20 Гц. На стадии уплотнения частота 100 Гц с А = 0,1.
Плотность бетона и эксплуатационные характеристики растут с ростом продолжительности вибрирования (если при этом не происходит разжижения смеси), чем выше ОК тем больше вероятность разжижения смеси.
Скользящее виброштампование – это один из вариантов изготовления тонкостенных конструкций. Эта технология м/б отнесена к варианту безопалубочного формования большепролётных конструкций.
Наиболее эффективно прессование с вибрационным воздействием. Вибропрессуют тротуарную плитку, бордюры и т.д. при качественно реализованном способе повышаются качества, морозостойкость, коррозионная стойкость. Вибропрокат – используют для жестких бетонных смесей.
Технология стендового производства железобетонных изделий. Область применения, типы стендов, компоновка технологических линий, основное технологическое оборудование, особенности ведения работ.
Способ характеризуется наличием неперемещаемых форм разных типов или поддонов, в которых изготавливаются изделия. При этом перемещаются исполнители и оборудование. Характеризуется минимальными капитальными затратами металла и энергоресурсов. Используется и рационален при изготовлении линии крупногабаритных преднапряженных ЖБК, а также при изготовлении изделий плитных очертаний с последующей нарезкой.
Различают длинные и короткие стенды.
Длинными называются стенды, на которых одновременно изготавливают более 3 изделий по продольной оси. Различают пакетные длинные стенды и протяжные длинные стенды.
В пакетных стендах линию заготовки преднапряженной арматуры расположена вдоль стенда. На ней производят заготовку по мерной длине арматурных элементов.
На протяжных стендах арматуру разматывают с бухт с помощью тяговой лебедки по одному элементу или с использованием полиспаста, который поддерживает в процессе протяжки арматуры используют самоходные бухтодержатели портального типа. В этом случае арматурные элементы фиксируются на упоры и раскладываются этой машиной по ширине стенда.
Стенды длинные безопалубочного формования характеризуются наличием металлического греющего поддона на котором формуют пласт в виде поперечного сечения изделия, длина стенда 150 м.
Различают следующие виды коротких стендов: силовые формы, конструкция которых позволят воспринимать усилия преднапряжения арматуры, например разного рода балки.
Стенд-камеры с восприятием усилия преднапряжения стенками;
Стенды с выносными упорами.
Короткие стенды характеризуются меньшей продолжительностью техн. цикла, чем длинные. В основном потому, что на длинных стендах все операции выполняются последовательно при наибольшей продолжительности работ с преднапрягаемой арматурой. Но на коротких стендах значительный расход арматуры. В результате короткие стенды предпочтительнее при изменяющейся номенклатуре, т.к. они легко переналаживаются.
В целом стендовое производство характеризуется наименьшими капитальными затратами, энергоемкостью и металлоемкостью в сравнении с конвейерной и агрегатно-поточной схемами, но характеризуется и меньшей производительностью.
Технология агрегатно-поточного производства железобетонных изделий. Область применения, разновидности компоновки технологических линий, основное технологическое оборудование, особенности ведения работ.
Характеризуется меньшим чем при конвеерном разделении на элементные(распалубка с подготовкой форм, армирование, формование), поэтому его производительность ниже конвеерного способа. R=15-30 мин.
Тепловые агрегаты периодического действия(ямные камеры и т.д.), т.е. ТО идет по накоплении n-го количества изделий.
По капитальным затратам занимает промежуточное место между стендом и конвеером. Допускает многократные переналадки, разнородная продукция.
Ограничение видами продукции связано с габаритами грузоподъемн. виброплощадки, формовочных площадок и камер ТО.
Для способа характерно перемещение форм с изделиями с поста на пост кранами. Перспективно сочетание агрегатно-поточного способа с конвеерным(рольганги, тяговые цепи и пр.).
При натяжении арматуры характерно использование электротермического способа, т.к. механический более трудоёмок и снижает производительность. С позиции энергосбережения – последний предпочтительнее.
Основные типы линий:
Общестроительного назначения. Недостаток в чрезвычайной зависимости производства от работы кранов, т.к. формы, изделия и т.д. перемещаются с помощью кранов.
Лучшие результаты характерны для линий в которых постах армирования, распалубки, формования обеспечены конвейерной связью.
Полуконвейерные линии. Возможно наличие передаточного моста и формоукладчика или установка формы с конвейера подготовки на пост формования краном.
Специализированные линии такие как линии для изготовления плит пустотного настила.
3. Технология конвейерного производства ЖБИ. Область применения, разновидности компоновки технологических линий, основное технологическое оборудование, особенности ведения работ.
Его сущность в постоянном перемещении между специализированными постами форм при одновременном выполнении на них определенного набора технологических операций.
Затраты времени на отдельных постах синхронизированы, чтобы обеспечить единый ритм производства (10-20мин). Он принудительный, т.к конвейер характеризуется жесткой взаимосвязью форм (вагонеток) и привода конвейера (цепной, рольчанги, толкатели и т.п.). Примерное времяперемещения 1-2 мин.
Тепловая обработка на конвейере осуществляется в агрегатах непрерывного действия: щелевые, туннельные, вертикальные камеры.
Способ характеризуется максим. разделением технологического цикла на элементные (распалубки, подготовки форм, армирования), что обеспечивает минимальный ритм потока и в итоге вытекает наибольшая производительность. Одновременно харак.-ся наибольшей металлоемкостью, энергоемкостью, ремонтной сложностью. Поэтому себестоимость продукции высока. Целесообразен при массовым изготовлении изделий устойчивой номенклатуры и высокой трудоемкости (многослойных стеновых панелей).
Примеры разновидности и компоновочных решении конвейерной линии: вертикально замкнутые, горизонтально замкнутые, с выносными камерами, линии с обгонными конвейерами, двухветвевые конвейеры, карусеньные линии, роторные линии.
1) Вертикально замкнутый:
2) Горизонтально замкнутые конвейеры:
При выносной камере ТО:
3) С вертикальными камерами непрерывного действия:
4) Двухветвевые конвейеры:
5) Карусельные линии (делают сан.-тех. кабины, шахты лифтов и т.д.):
6) Роторная линия:
|
|
|
Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...

Эмиссия газов от очистных сооружений канализации: В последние годы внимание мирового сообщества сосредоточено на экологических проблемах...

История создания датчика движения: Первый прибор для обнаружения движения был изобретен немецким физиком Генрихом Герцем...

История развития хранилищ для нефти: Первые склады нефти появились в XVII веке. Они представляли собой землянные ямы-амбара глубиной 4…5 м...
© cyberpedia.su 2017-2026 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!

