Электрическая дуга - длительный электрический разряд в газах при нормальном атмосферном давлении. В обычных условиях и газы, и воздух, состоящий из кислорода и азота, не проводят электрический ток. Чтобы воздух стал проводником электрического тока, необходимо его ионизировать в промежутке между электродами.
При обычных условиях в воздушном промежутке очень мало ионов и электронов, поэтому он и является непроводником. Чтобы сделать воздух проводником, существует несколько способов. Однако при сварке в большинстве случаев ионизация происходит за счет очень сильного разогрева воздуха. При соприкосновении двух металлических электродов, присоединенных к источнику тока, в месте контакта происходит интенсивное выделение тепла, при этом нагреваются как концы электродов, так и окружающий воздух.
Известно, что с повышением температуры увеличивается скорость движения свободных электронов, которые всегда имеются в металле. Наконец, скорость их достигает такой величины, что они вылетают в воздушный промежуток. Встречая здесь на своем пути молекулы и атомы воздуха, они расщепляют их, выбивая из них электроны. Эти атомы превращаются в ионы и свободные электроны. Промежуток ионизировался. Если теперь развести электроны на небольшое расстояние, то движение этих заряженных частиц упорядочится: положительные будут двигаться к катоду, отрицательные – к аноду. В момент зажигания дуги воздушный промежуток еще мало ионизирован, поэтому для усиления ионизации требуется повышенное напряжение. В дальнейшем для поддержания и горения дуги требуется уже более низкое напряжение.
В дуге различают три области: катодную, анодную и столб дуги. Схема сварочной дуги приведена на рис.1. Катодная область расположена в непосредственной близости от катода. В этой области происходит выход электронов из металла электрода. В анодной области, которая находится вблизи анода, электроны, движущиеся от катода, попадают на анод.

Рис.1. Схема сварочной дуги
В столбе дуги происходит ионизация газов и движение электрических зарядов. Напряжение, которое необходимо для поддержания дуги, зависит от материала электрода, длины дуги и рода газа, в котором горит дуга.
Между напряжением на электродах, величиной тока и длиной дуги существует связь, которую можно выразить графически (рис.2).

Рис.2. Вольт-амперная характеристика дуги
Эта кривая называется статической вольт-амперной характеристикой (ВАХ) дуги, из которой видно, что напряжение на дуге уменьшается с увеличением тока, потом почти не меняется, а затем опять возрастает. Такая характеристика получается только при медленном изменении тока. На самом деле в сварочной дуге изменения величины тока и длины дуги происходит очень быстро, а ионизация дугового промежутка не успевает за изменением режима сварки, и дуга гаснет. Для устойчивого горения дуги необходимо, чтобы источник питания мог быстро реагировать на изменение условий протекания тока в дуге.
И так сварочная дуга горит в газовом промежутке, заполненном парами металла и парами обмазки. Пары металла и обмазки ионизируют столб дуги, и она горит устойчиво.
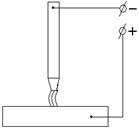
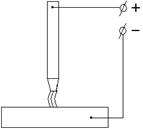
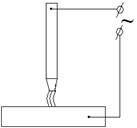
В зависимости от того, как подключены полюсы источника постоянного тока, различают сварку на прямой и обратной полярностях. Если электрод присоединен к отрицательному полюсу, а изделие – к положительному, то это сварка на прямой полярности; если электрод присоединен к плюсу, а изделие – к минусу, то это сварка на обратной полярности (рис. 3, а и б). Сварка на прямой полярности применяется тогда, когда нужно получить глубокое проплавление свариваемого металла (сварка массивных изделий). При сварке тонколистовых изделий, наплавочных работах и в некоторых других случаях применяют обратную полярность.
Схема сварки на переменном токе принципиально не отличается от схемы сварки на постоянном токе (рис.3, в). Отличие состоит в том, что с частотой переменного тока меняется полярность электрода и изделия. При каждой перемене направления тока сварочная дуга должна гаснуть, т.е. горение дуги может быть неустойчивым.
Рис. 3. Схемы сварки на постоянном и переменном токах: а - прямая полярность; б - обратная полярность, в - сварка на переменном токе