После разборки машины на детали необходимо определить пригодность их для дальнейшего использования. Для этого детали проходят очистку и дефектацию. Очистка является одной из важнейших подготовительных операций. Основным требованием к качеству отчистки является полное удаление всех загрязнений. Это необходимо для того, чтобы выявить действительное техническое состояние деталей, установить степень пригодности для восстановления и назначить способ устранения каждого дефекта. Выбор способа очистки зависит от конструкции деталей, их размеров, вида загрязнений. Виды загрязнений деталей можно разделить на несколько групп:
1) загрязнение остатками горюче-смазочных материалов и застаревшей смазки;
2) углеродистые отложения – нагары, лаковые отложения, осадки;
3) продукты коррозии и неорганические отложения;
4) наружные отложения – пыле-грязевые; старые лакокрасочные покрытия.
В настоящее время наиболее распространены струйные моечные машины. В них предусмотрено душевое устройство в виде труб с насадками, через которые струи моющего раствора под давлением с разных сторон направленны на очищаемые детали, а так же устройства для фильтрации и подогрева раствора.
Моечные машины могут быть одно-, двух-, и трех камерные.
На крупных ремонтных предприятиях применяют проходные машины моделей ОМ-4267, ОМ-2839, АКТБ-114, АКТБ-118.
Новым способом удаления нагара и накипи является термохимический метод - очистка в расплавах солей. По производительности и качеству очистки этот процесс превосходит все другие способы, облегчает труд, позволяет автоматизировать очистку деталей, поднять культуру производства. Сущность способа состоит в обработке деталей в расплаве солей при температуре около 400  .
.
Технологический процесс состоит из обработки в расплаве(5-10мин), промывки в проточной воде (8-10мин), травлении в кислотном растворе (5-6мин) и второй промывки в горячем водном растворе (8-10мин). Хороший результат получается при перемещении деталей внутри ванной в процессе обработки и промывки.
Очистка водяной рубашки блоков и головок цилиндров двигателей производится на специальных установках.
На рисунке 2 показана установка для удаления накипи из водяной рубашки блока.
Рисунок 2 установка для удаления накипи

1- ванна; 2- крышка;3- рольганг;4- электродвигатель;5- специальный насос; 6- электронагревательное устройство.
Блок устанавливается на рольганг 3 и при помощи шланга, присоединяемого к боковому фланцу блока, через его рубашку прокачивается подогретый до 60—80 °С раствор три-натрий фосфата из расчета примерно 3—5 кг на 1 м3 воды. Можно применять для удаления накипи и 8— 10%-ный раствор соляной кислоты. Для предохранения внутренних поверхностей деталей от коррозии в качестве ингибитора в раствор добавляют 3—4 г уротропина на 1 л. Раствор подогревают до 50—60 °С. Продолжительность промывки в зависимости от толщины слоя накипи может быть в пределах 10—70 мин. После удаления накипи внутренние полости деталей необходимо промыть чистой водой.
Очистка внутренних поверхностей радиаторов осуществляется 5%-ным раствором каустической соды, нагретым до 60—80 °С. Раствор соды выдерживают в радиаторе до полного удаления слоя накипи, после чего промывают внутренние полости горячей водой.
Дефектация заключается в контроле технического состояния деталей и сортировке их по группам годности. В процессе контроля, руководствуясь техническим состоянием детали, сортируют на годные к дальнейшей работе без ремонта, негодные и пригодные для восстановления. Эти работы выполняют на специальном участке или постах. Общая методика дефектации заключается в выявлении отклонений технического состояния деталей от требования технических условий.
При сортировке деталей к годным относят те детали, размеры и показатели которых не вышли за пределы допустимых по техническим условиям без ремонта. Детали, размеры и показатели которых находятся за предельными, окончательно выбраковывают. На восстановление направляют детали размеры и показатели которых находятся в диапазоне между допустимыми без ремонта и предельными. Для того чтобы избежать смешения деталей различных групп годности, их маркируют краской. При этом у годных деталей маркировку ставят белой краской на нерабочей поверхности, у негодных - красной краской закрашивают ту часть, из-за дефекта которой бракуют деталь; у деталей направляемых на восстановление, зеленой краской отмечают дефектные места.
Годные детали направляют в комплектовочные отделения, где их используют при сборке. Детали, предназначенные для восстановления, концентрируют на складе деталей, ожидающих ремонта, подбирают по одноименным дефектам и затем направляют в соответствующие цехи или участки для восстановления. Выбракованные детали сдают в металлолом или используют, как метал для изготовления других деталей. Крупные детали дефектуют на рабочих местах ремонта.
Люминесцентная дефектация относится к группе капиллярных методов контроля. Она позволяет выявить только те дефекты, которые имеют выход на поверхность детали, изготовленных из магнитных и не магнитных материалов.
Сущность метода заключается в искусственном повышении контрастности между дефектным и неповрежденным участком, в результате чего выделяются дефекты незамеченные при осмотре.
Процесс люминесцентной дефектоскопии заключается в том, что обезжиренные и очищенные детали подлежат контролю. Погружают на 10 минут в ванну с флюоресцирующей жидкостью и наносят с помощью кисточки эту жидкость на поверхность деталей.
После удаления остатков жидкости с поверхности детали и просушивания, на нее наносят мелкий сухой порошок селикогель и выдерживают в течении 5-30 минут. Микропористый порошок селикогель оседает на трещинах и вытягивает из них флюоресцирующую жидкость. При облучении ультрафиолетовым светом порошок начинает светиться ярким зелено-желтым цветом.
На рисунке 3 показан способ люминесцентной дефектации.
Рисунок 3 люминесцентная дефектация
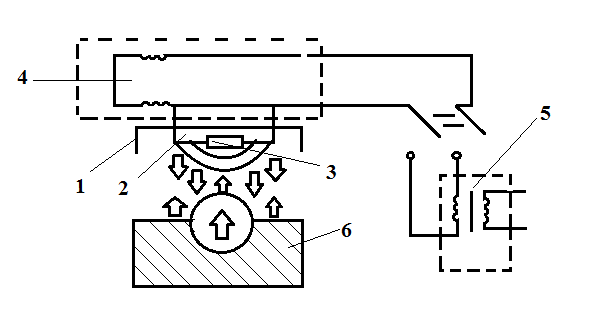
1- рефлектор;
2- светофильтр;
3- ртутнокварцевая-лампа;
4- высоковольтный трансформатор;
5- силовой трансформатор;
6- деталь.
Достоинства:
- высокая производительность;
- простота изготовления;
- возможность выявить трещины толщиной менее 5мКм, расположенные в любых направлениях на изделиях из различных магнитных и не магнитных материалах, а так же на деталях с черной и грубой поверхностью.






