При выполнении технологической операции погрешность на партию заготовок практически не изменяется и является систематической постоянной погрешностью обработки.
 это суммарная погрешность пространственных отклонений обрабатываемой элементарной поверхности, зависящая от геометрических погрешностей станка, деформации заготовки при закреплении, а также неравномерных отжатий технологической системы в различных сечениях обработанной элементарной поверхности.
это суммарная погрешность пространственных отклонений обрабатываемой элементарной поверхности, зависящая от геометрических погрешностей станка, деформации заготовки при закреплении, а также неравномерных отжатий технологической системы в различных сечениях обработанной элементарной поверхности.
Погрешность неточности изготовления и износа режущего инструмента.
 является систематической закономерно изменяющейся погрешностью, т.к. с течением времени в следствие износа режущего инструмента изменяется размер детали, достигая некоторых предельных значений, после чего необходимо осуществить подналадку станка или заменить (повернуть) режущую пластину.
является систематической закономерно изменяющейся погрешностью, т.к. с течением времени в следствие износа режущего инструмента изменяется размер детали, достигая некоторых предельных значений, после чего необходимо осуществить подналадку станка или заменить (повернуть) режущую пластину.
Погрешность упругих деформаций системы.
 определяется нестабильность сил резания, при выполнении операции в следствие переменности снимаемого припуска, колебаний твердости обрабатываемого материала, прогрессирующего износа рабочего инструмента во времени.
определяется нестабильность сил резания, при выполнении операции в следствие переменности снимаемого припуска, колебаний твердости обрабатываемого материала, прогрессирующего износа рабочего инструмента во времени.
Наибольшие значения будут проявляться в тех сечениях элементарной поверхности, где жесткость технологической системы минимальна.
Текущее значение при обработке каждой заготовки является величиной случайной, распределение которой подчиняется закону Гаусса.
Погрешность температурных деформаций системы.
 проявляет себя в период разогрева технологической системы до состояния теплового насыщения.
проявляет себя в период разогрева технологической системы до состояния теплового насыщения.
Изменение размеров детали в партии за этот период ориентировочно подчиняется закону равной вероятности. Поэтому эта погрешность относится к систематической закономерно изменяющейся.
В период теплового насыщения технологической системы погрешность рассматривают как постоянную систематическую погрешность обработки.
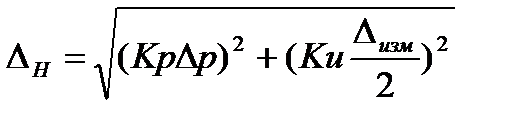
В технологии машиностроения принято рассматривать составляющие суммарной погрешности обработки, как случайные величины и суммировать их по правилу геометрического сложения (выделено по закону нормального распределения):

где  – коэффициент определяющий процент риска
– коэффициент определяющий процент риска  получения брака при обработке;
получения брака при обработке;
|
|
|
|
| 32%
|
|
| 4,5%
|
|
| 0,27%
|
 – коэффициенты, зависящие от формы кривой распределения составляющих погрешностей. В зависимости от закона распределения они равны:
– коэффициенты, зависящие от формы кривой распределения составляющих погрешностей. В зависимости от закона распределения они равны:
| Закон Гаусса
| 1/9
|
| Закон Симпсона
| 1/6
|
| Закон равной вероятности
| 1/3
|
| Закон распределения неизвестен
| 1/3
|
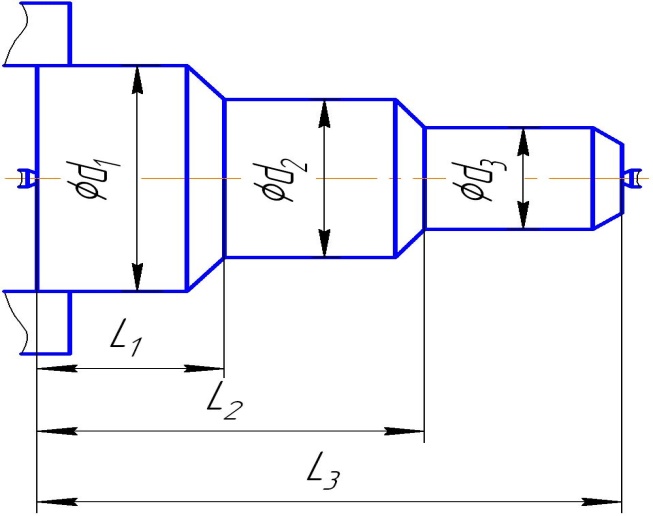
Задача №7.21 (вар. 4)
Ступени d1, d2, d3 вала (табл. 1.) обрабатываются чистовым точением в центрах гидрокопировального станка модели 1Н713 с допуском IT10. Определить для варианта 4 суммарную погрешность обработки ступени d2. Заготовки вала из стали 45 на предшествующей операции обработаны черновым точение по IT13. Допуск на обработку IT10. Условия обработки: резец с пластиной из твердого сплава Т15К6 имеет параметры φ =450; φ1 =100; минимальный припуск 0,5 мм на сторону; подача S = 0,15 мм/об; скорость резания V = 130 м/мин.
Определить суммарную погрешность обработки ступени d2 = 85 мм для чистового точения.
Таблица 1.
| Вариант
| Размеры, мм
| Предел прочности материала детали sв МПа
| Припуск на обработку zmin , мм
| Число заготовок в партии N, шт.
|
| d1
| d2
| d3
| l1
| l2
| l3
|
|
|
|
|
|
|
|
|
| 0,8
|
|
Решение:
1. Определяем величину Δи, вызванную размерным износом резца.
 , где
, где  = 6 мкм/км
= 6 мкм/км
Длина пути резания при обработке партии N деталей.


2. Определим колебание отжатий системы Δу в следствие изменения силы Ру из-за непостоянной глубины резания.

Для станка 1Н713 нормальной точности наибольшее и наименьшее допустимые перемещения продольного суппорта под нагрузкой 16 кН составляют соответственно 450 мкм и 320 мкм.


Наибольший прогиб вала.



Найдем max и min силу резания.

Колебание глубины резания:



 ,
,  ,
,  ,
, 



3. Определим погрешность ΣΔст, вызванную геометрическими неточностями станка.

4. В предположении, что настройка резца на выполняемый размер производится по эталону с контролем положения резца с использованием щупа.


5. Определим температурные деформации технологической системы, приняв их равными 15% от суммы остальных погрешностей.

6. Определим суммарную погрешность обработки.


Вывод:
Точность на гидрокопировальном станке не удовлетворяет требованиям точности IT10. Наиболее действенным способом для уменьшения суммарной погрешности размера d2 является снижение погрешности от размерного износа резца. Этого можно достигнуть:
1. применением более износостойкого твёрдого сплава;
2. снижением режимов резания;
3. уменьшением размеров партии деталей, обрабатываемых за межнастроечный период;
4. использованием подналадчиков, которые периодически непрерывно корректируют положение вершины резца и его износ.
Задача №7.22.
После какого числа обработанных заготовок необходимо заменить зенкер с пластинами из твердосплавного материала Т5К10 вследствие его износа при обработке отверстия dотв = 40H10, длиной l = 60мм в заготовках из легированной стали (sв = 1100 МПа). Допустимый износ зенкера не должен превышать 0,4Тd; подача при зенкеровании S = 0,8 мм/об.
Решение:
Погрешность обработки, вызванная износом инструмента, определяется по формуле:
Учитывая, что IT10 = 0,1 мм, а допустимый износ не должен превышать 0,4 его величины, то допустимый износ каждого из противоположных зубьев зенкера не должен превышать:
Относительный износ инструмента:

Из уравнения для Δи получим:

Вывод:
Замену зенкера необходимо произвести после обработки 70 деталей.
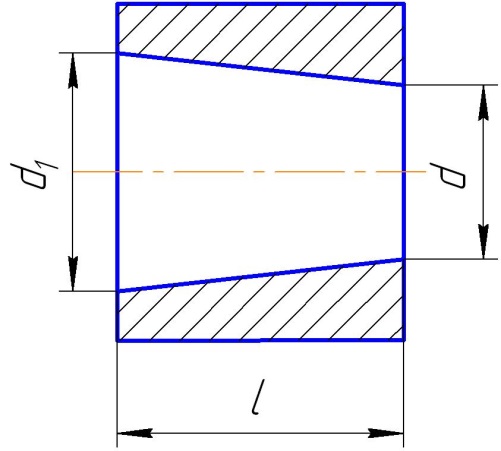
Задача №7.23 (вар.3)
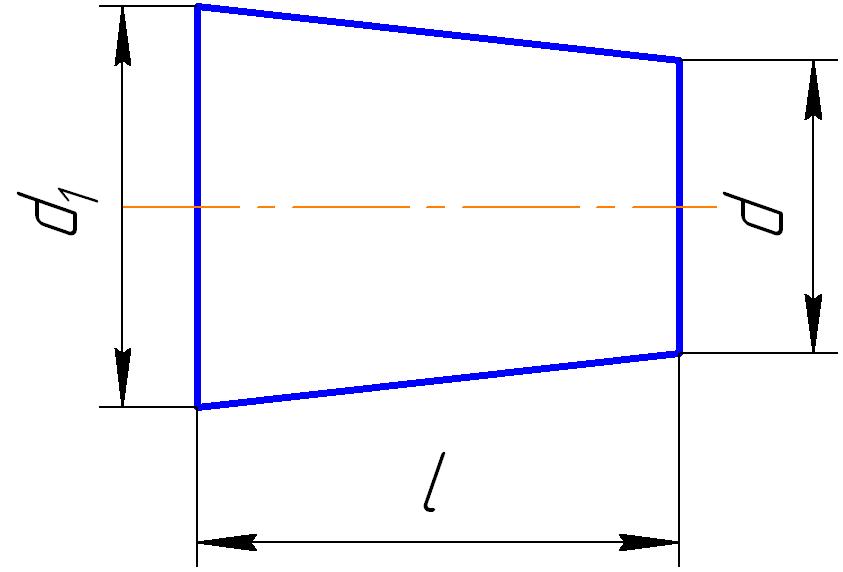
Определить величину конусности гладкого вала диаметром d и длинной l, вызванную размерным износом резца при чистовом точении с подачей S.
Таблица 2.
| d, мм
|
|
| l, мм
|
|
| S, мм/об
| 0,15
|
| Материал детали
| Углеродистая сталь
|
| Материал инструмента
| Т30К4
|
Решение:
Относительный износ инструмента: 


Определяем конусность:


Вывод:
После обработки конусность вала составит К = 22х10-6 .
Задача №7.24 (вар.3)
Определить величину конусности цилиндрической втулки, вызванную размерным износом резца при чистовом растачивании с подачей S отверстия диаметром d, длиной l.
Таблица 3
| d, мм
|
|
| l, мм
|
|
| S, мм/об
| 0,15
|
| Материал детали
| Закаленный чугун
|
| Материал инструмента
| ВК8
|
Решение:
Относительный износ инструмента: 


Определяем конусность:


Вывод:
После обработки конусность отверстия составит К = 150х10-6.
Задача №7.25 (вар.3)
Определить разницу значений диаметров первой и последней заготовок в партии, вызванную размерным износом резца при чистовом точении гладких валов с подачей S диаметром d и длиной l из углеродистой стали.
Таблица 4
| d, мм
|
|
| l, мм
|
|
| S, мм/об
| 0,125
|
| Величина партии N,шт.
|
|
| Материал инструмента
| Т15К6
|
Решение:
Относительный износ инструмента:

Погрешность после изготовления 1 детали:


Погрешность после изготовления 15 деталей:


Диаметр первой детали:

Диаметр последней детали:

Разница значений диаметров первой и последней детали.

Вывод:
Разница значений диаметров первой и последней детали, вызванная размерным износом резца, равна 0,089 мм.
Задача №7.26 (вар.3)
Через какое число обработанных заготовок следует производить поднастройку резца вследствие его износа при растачивании подачей S отверстий d и длинной l в партии втулок из углеродистой стали, если допуск на диаметр отверстия ITd, а допустимый износ резца составляет 0,3ITd.
Таблица 5
| d, мм
|
|
| l, мм
|
|
| S, мм/об
| 0,15
|
| ITd
| Н10
|
| Материал инструмента
| Т15К6
|
Решение:
Относительный износ инструмента:

Погрешность обработки:



Вывод:
После обработки 5 заготовок следует произвести подналадку резца.
Задача №7.27 (вар.3)
Через какое число обработанных заготовок необходимо производить смену разверток вследствие их износа при развертывании отверстий (диаметром d и длиной l) в чугунных корпусах при допуске на отверстие H7 и допустимом износе развертки 0,5ITd, относительный износ для развертки принять равным uo = 5 мкм/км.
Таблица 6.
| d, мм
|
|
| l, мм
|
|
| S, мм/об
| 1,0
|
| Число отверстий
|
|
|
|
|
Решение:
Погрешность обработки:

Относительный износ инструмента:


Количество корпусов, обработанных до смены развертки:
Вывод:
После обработки 4 заготовок следует произвести смену разверток.
Задача №7.28 (вар.3)
Определить погрешность Δу, возникающую в результате упругих деформаций технологической систему при чистовом точении партии гладких валов и консольной их установке в цанге или патроне. Точение производится твердосплавными резцами с φ =450, φ1 =100 при V =100 м/мин, S =0,20 мм/об.
Таблица 7
| d, мм
|
|
| l, мм
|
|
| Предел прочности материала заготовки sв, МПа
|
|
| Тип станка
| Токарный многошпиндельный горизонтальный автомат
|
| Глубина резания t, мм
| 0,2+0,15
|
Определим колебание системы Δу вследствие изменения силы Ру из-за непостоянной глубины резания.
Решение:
Допускаемое смещение: 80 мкм
Прилагаемая сила: 5980 Н



Найдем max и min силу резания.



Вывод:
Погрешность, возникающая в результате упругих деформаций технологической системы при чистовом точении равно Δу = 2,49 мкм.
Задача № 7.29
По данным задачи № 7.28 определить погрешность обработки, вызванную геометрической неточностью станков𝞢Δст.
Решение:

Вывод:
Погрешность обработки, вызванная геометрической неточностью станка, составляет 6 мкм.








