

Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...

Типы сооружений для обработки осадков: Септиками называются сооружения, в которых одновременно происходят осветление сточной жидкости...
Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...
Типы сооружений для обработки осадков: Септиками называются сооружения, в которых одновременно происходят осветление сточной жидкости...
Топ:
Техника безопасности при работе на пароконвектомате: К обслуживанию пароконвектомата допускаются лица, прошедшие технический минимум по эксплуатации оборудования...
Генеалогическое древо Султанов Османской империи: Османские правители, вначале, будучи еще бейлербеями Анатолии, женились на дочерях византийских императоров...
Интересное:
Искусственное повышение поверхности территории: Варианты искусственного повышения поверхности территории необходимо выбирать на основе анализа следующих характеристик защищаемой территории...
Отражение на счетах бухгалтерского учета процесса приобретения: Процесс заготовления представляет систему экономических событий, включающих приобретение организацией у поставщиков сырья...
Финансовый рынок и его значение в управлении денежными потоками на современном этапе: любому предприятию для расширения производства и увеличения прибыли нужны...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
5.3.1. Входной контроль металла (труб, листов, профильного проката), конструктивных элементов котлов и трубопроводов, поступающих на предприятие для изготовления, монтажа или ремонта энергетического объекта, включает следующие контрольные операции:
а) проверку наличия сертификата или паспорта, полноты приведенных в нем данных и соответствия этих данных требованиям стандарта, технических условий или конструкторской документации;
б) проверку наличия маркировки и соответствия ее сертификатным или паспортным данным;
в) осмотр металла и конструктивных элементов для выявления поверхностных дефектов и повреждений
Входной контроль сварочных материалов и материалов для дефектоскопии
5.4.1. Перед использованием сварочных материалов (электродов, сварочной проволоки, флюса и др.) должны быть проверены:
а) наличие сертификата (на электроды, проволоку и флюс), полнота приведенных в нем данных и их соответствие требованиям стандарта, технических условий или паспорта на конкретные сварочные материалы;
б) наличие на каждом упаковочном месте (пачке, коробке, ящике, мотке, бухте и пр.) соответствующих этикеток (ярлыков) или бирок с проверкой полноты указанных в них данных;
в) сохранность упаковок и самих материалов;
г) для баллонов с газом - наличие документа, регламентированного стандартом на соответствующий газ.
Технические требования к стальным трубам
Трубы, предназначенные для трубопроводов, работающих под давлением, испытывают гидравлическим давлением. Величина давления, допускаемые при этом напряжения и время выдержки труб под давлением установлены соответствующими ГОСТами и ТУ на трубы.
|
|
Максимальное испытательное (пробное) давление определяют по формуле:

где: S — минимальная толщина стенки трубы, мм;
R — допускаемое напряжение, кгс/мм2, равное для бесшовных труб 40% временного сопротивления разрыву (для данной марки стали).
Испытание производят водой, если техническими требованиями не оговорена другая жидкость.
Труба считается выдержавшей испытание, если у нее не будет обнаружено течи, потения или остаточной деформации (выпучивания). В зависимости от назначения и условий работы трубы подвергают механическим и технологическим испытаниям: на растяжение, на ударную вязкость, на изгиб, на сплющивание. В случае неудовлетворительного результата какого-либо испытания хотя бы на одном образце, это испытание проводят вторично на двойном количестве образцов и по результатам повторного испытания определяют пригодность партии труб.
Подготовка труб под сварку
Трубы, изготовляемые на трубопрокатных заводах, доставляют на трассу в различное время года и разными транспортными средствами. Поэтому при транспортировке, хранении и погрузочно-разгрузочных работах они могут покрыться ржавчиной, изменить точную форму и т. п., что требует перед сборкой и сваркой выполнения следующих подготовительных работ.
Очистку внутренней полости труб от возможных загрязнений, снега, льда и случайных предметов выполняют до сборки. На механизированных линиях загрязнения и случайные предметы удаляют ершом, который укрепляют на центраторе. В процессе прохода центратора внутри трубы ерш удаляет их автоматически. Попавшие внутрь трубы камни, грунт и посторонние предметы могут нарушить технологический процесс сборки и сварки при сооружении трубопровода, а также причинить вред готовой линии во время ее продувки и эксплуатации.
Правку деформированных концов труб глубиной до 3,5 % диаметра трубы можно выполнять с помощью устройства для правки вмятин УПВ-141. Это устройство применяют для правки вмятин на трубах диаметром 630-1420 мм с толщиной стенок до 22 мм. В. качестве рабочего органа используют гидравлический домкрат с усилием 300 кН. Для труб из стали с σв до 539 МПа допускается правка вмятин и деформированных концов при положительной температуре без подогрева. При отрицательной температуре окружающего воздуха проводят местный подогрев до 100-150 °С. Правку труб из стали с (σв>539 МПа осуществляют с местным нагревом до 150 - 200 °С при любых температурах окружающего воздуха. Участки труб с вмятинами глубиной более 3,5 % диаметра, а также с резкими деформированными краями, имеющими надрывы и надрезы, обрезают ацетилено-кислородной резкой или механическим способом.
|
|
Подготовку кромок труб к сварке начинают с выявления забоин и задиров на фасках глубиной до 5 мм, которые заплавляют узкими ниточными валиками, а затем шлифовальной машинкой или напильником выполняют скос кромок с притуплением. При наплавке валика на кромки из стали, которая требует подогрева, место наплавки подогревают до температуры 150-200 °С. Для двусторонней сварки под флюсом и для сварки в среде углекислого газа форму кромки труб подготовляют в трассовых условиях специальными лобовыми станками. Необходимый скос кромок и притупление создают таким образом, чтобы увеличить производительность процесса и обеспечить высокое качество сварных соединений.
Зачистка кромок. Перед сборкой кромки и прилегающие к ним внутреннюю и наружную поверхности труб шириной не менее 10 мм зачищают до металлического блеска абразивным инструментом или напильником.
Для электроконтактной сварки на концах труб зачищают полосу шириной 100 мм под контактные башмаки (на расстоянии 50 мм от торца трубы).
Подготовка труб под сварку включает: резку труб и обработку кромок под сварку согласно чертежам, очистку поверхности свариваемых кромок, центровку стыка.
Разделку концов труб и деталей трубопроводов из углеродистой стали с условным проходом до 100 кгс/см2 я сборку стыков с зазорами под сварку следует производить в соответствии с требованиями, указанными в табл. 9.
Угол скоса кромок труб проверяют шаблоном в нескольких точках по окружности. Допускаемое отклонение от заданного угла не должно превышать значений, приведенных в табл. 9. Торцы труб должны быть перпендикулярны к ее продольной оси. Проверяют перпендикулярность угольником и линейкой. Отклонения замеряют по двум взаимно перпендикулярным диаметрам. Отклонение от перпендикулярности для труб с условным проходом до 250 мм допускается не более 1 мм, а с условным проходом более 250 мм — 2 мм. Нельзя сваривать трубы, кромки которых покрыты ржавчиной, маслом, краской или грязью, так как ухудшается устойчивость горения дуги, появляется пористость и понижается прочность сварного соединения. Очищают кромки и концы труб от ржавчины, окислов и других загрязнений с наружной и внутренней сторон на ширину 15—20 мм от сварного стыка; при этом пользуются стальными щетками, шарошками, шлифовальными машинками и приспособлениями.
|
|
Таб 9
| Схемы разделки кромок под сварку труб и деталей трубопроводов из углеродистой стали | |||||||
| Особенности соединения | Схемы разделки | Размеры, мм | |||||
| Толщина зазора стенки, S | смещение кромок х не более | притупление р | |||||
| С равными стенками при S <5 мм | 
| 1,5-3,5 4-5 | 1±0,5 2±1 | 0,5 1 | — | ||
| С одной утолщенной стенкой при S от 3 до 5 мм | 
| 3-3,5 4-5 | 1±0,5 2±1 | 0,5 1 | — | ||
| С равными стенками при S свыше 5 до 25 мм | 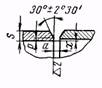
| 6-7 8-10 11—20 22-25 | 2+2-1 | 1,5 2 2,5 3 | 1+1-0,5 2+1-0,5 | ||
| C одной утолщенной стенкой при S свыше 5 до 25 мм если х превосходит установленную величину | 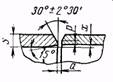
| 6-7 8—10 11—20 22—25 | 2+2-1 | 1,5 2 2,5 3 | 1+1-0,52+1-0,5 | ||
| Для приварки с подкладным кольцом (применяется только при наличии специальных указаний) | 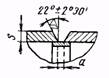
| 6-9 | 4+1-0,5 | — | — | ||
| 10—18 | 5±1 | — | — | ||||
| При расточке конца трубы допускается уменьшение толщины на 15% | 
| ||||||
| 20-25 | 5±1 | — | — | ||||
Особое внимание уделяется центровке стыка труб. При сборке необходимо обеспечить требуемую точность совпадения кромок свариваемых элементов и их фиксацию при прихватке. Прихватка представляет собой короткий сварной шов, который накладывается при сборке сварных конструкций. К качеству прихватки предъявляют те же требования, что и к основному шву. При сборке ответственных трубопроводов прихватку должен выполнять тот же сварщик, который будет заваривать весь стык.
Центраторы
Центратором называется устройство, позволяющее совмещать цилиндрические поверхности двух стыкуемых изделий (труб, секций из труб и т. п.) для выполнения сварочных работ. Центровка предусматривает закрепление отдельных труб или подобных изделий таким образом, чтобы они не имели сдвига и поворота относительно трех координатных осей. Это условие достигается за счет приложения радиальных сил, развиваемых силовым механизмом центратора. Для обеспечения устойчивого положения труб в центраторе необходимо, чтобы центры приложения радиальных сил (опоры) были расположены от стыка на значительном расстоянии, что уменьшит действие макрогеометрических погрешностей базовых поверхностей. В зависимости от положения центраторов при установке на базовую поверхность они бывают наружные или внутренние.
|
|
Наружные центраторы
Наружные центраторы применяют при сборке труб в секции для сварки на полустационарных базах, а также при сборке труб или секций непосредственно в линию трубопровода. Наружный центратор представляет собой переносное монтажное устройство независимого действия. К этой группе центраторов можно отнести также и центрирующие устройства сварочных головок для прессовых методов сварки. Хотя конструктивное исполнение их различно, но они выполняют одну операцию по обеспечению соосности и совмещению торцовых кромок труб при сборке под сварку. Центратор состоит из опорных элементов, которые располагаются по окружности запорного устройства и силового механизма. Запорные устройства выполнены в виде накидных скоб, цепных звеньев, цилиндрических поверхностей и т. п. Силовой механизм, обеспечивающий усилие зажатия труб, необходимое для центровки, представляет собой механическое, гидравлическое или пневматическое устройство. Механические силовые механизмы выполняют в виде винтовых стяжек и распорок, эксцентриковых зажимов, а также рычажных систем. Гидравлический и пневматический силовые приводы могут состоять из цилиндра с поршнем или пневмокамеры с диафрагмой, которые закрепляют на несущем захвате, и источника энергии (насоса, компрессора, баллона со сжатым воздухом), который используют для работы привода. По конструкции наружные шарнирные центраторы делятся на две группы: жесткие одношарнирные и многозвенные.
Предварительный подогрев
Свариваемость аустенитных сталей очень хорошая, предварительного подогрева и последующей термообработки не требуется. Как правило, они не склонены к образованию холодных трещин и горячих трещин при сварке, это можно доказать по следующей формуле
 =3,16
=3,16
Где Ni и Cr содержание химических элементов %
Если Ni\Cr ˂ 4 то сталь не склонена к горячим трещинам
|
|
Сопротивляемость образованию холодных трещин
 = 0,32%
= 0,32%
Сталь не склонена к образованию холодных трещин
Глава 2. Выбор материала
Для трубопроводов пара и горячей воды я выбрал сталь марки 12Х18Н10Т так как эта сталь короззионостойкая жарапрочная работает при температуре от -196°С до +600°С для сравнения я привнл три примра
2.1 Сварочные материалы
Сварочные материалы - это покрытые сварочные электроды, проволока сплошного сечения и порошковая проволока, защитные газы, флюсы, неплавящиеся электроды. Участвуя непосредственно в процессе сварки, выполняя технологические и металлургические функции, сварочные материалы обеспечивают возможность стабильного процесса сварки и получение качественного сварного соединения с необходимыми свойствами.
Сварочные материалы защищают зону соединения от вредного воздействия атмосферы, раскисляют, легируют, рафинируют жидкий металл сварочной ванны, позволяют шву сварному стать абсолютно равным по всем своим свойствам металлу основной поверхности. Они же регулируют содержание газов в жидком металле. Главная роль сварочных материалов подчеркивается названием основных видов, а также способов сварки: сварка покрытым электродом, под флюсом, сварка в углекислом газе, аргонодуговая, термитная и газовая сварка и др. Разработка технологического процесса сварки конкретной конструкции начинается с выбора сварочного материала в зависимости от используемого способа сварки, типа, марки поверхности основного металла, конструктивных особенностей сварных соединений и предъявляемых к ним требований, организационно-экономических показателей, условий производства сварочных работ. При верном выборе сварочных материалов получается высокая эффективность сварочных работ, достигается соответствующий уровень и качество сварного продукта.
Однако, довольно часто у многих специалистов и руководителей отсутствует понимание того, что на сварочных материалах и электродах, как на главной составляющей процесса сварки экономия непозволительна, как недопустима экономия средств применительно к хирургическому инструменту при выполнении сложных операций. Сварщик – это своего рода «хирург». Он накладывает сварные швы на чувствительный металл часто в очень сложных и в полевых условиях. Сварные швы обеспечивают жизнедеятельность всей сварной конструкции.
Затраты на сварочные материалы сегодня не превышают одного-полутора процентов от стоимости конструкции. Поэтому дополнительные затраты на сварочные материалы окупаются высокой производительностью, снижением уровня брака, значительным повышением надежности конструкции, улучшением товарного вида всего сварного изделия в целом. Часто низкая стоимость сварочных материалов должна настораживать: «скупой платит дважды».
|
|
|

Историки об Елизавете Петровне: Елизавета попала между двумя встречными культурными течениями, воспитывалась среди новых европейских веяний и преданий...

Папиллярные узоры пальцев рук - маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни...

Наброски и зарисовки растений, плодов, цветов: Освоить конструктивное построение структуры дерева через зарисовки отдельных деревьев, группы деревьев...

Двойное оплодотворение у цветковых растений: Оплодотворение - это процесс слияния мужской и женской половых клеток с образованием зиготы...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!