1.6.1 Подготовка к производству монтажных работ
К началу производства работ по монтажу технологического оборудования генподрядчик должен выполнить касающиеся его подготовительные работы согласно ПОС и СНиП3.05.05-84, а также обеспечить электроэнергией, по постоянной или временной схеме, предоставить мостовые краны и передаточные тележки, необходимые для производства монтажных работ.
Способы установки и закрепления оборудования на фундаментах и конструкция опорных элементов должны быть оговорены в технической документации предприятий-изготовителей.
1. В зависимости от режима работы машин и механизмов, а также величины и характера передаваемой основанию нагрузки, оборудование прокатных цехов устанавливается следующими способами:
-на временных опорных элементах для достижения заданной точности и сплошным опиранием на подливку при закреплении («бесподкладочный» способ);
-на постоянных опорных элементах (плоские и клиновые пакеты металлических подкладок, жесткие бетонные опоры).
2. В зависимости от требований, предъявляемых к точности установки на фундаменты, прокатное оборудование делится на три группы:
- I -машины и узлы, устанавливаемые в линии, связанные общим технологическим процессом и требующие высокой точности установки для обеспечения нормальной их работы (рабочие и шестеренные клети, манипуляторы и кантователи, ножницы и пилы, гидравлические подъемники, подъемно-качающиеся столы, прессы и правильные машины, моталки и разматыватели; машины агрегатов непрерывного травления, поперечной и продольной резки, электролитической очистки, лужения и оцинкования; механизмы приводов, трансмиссии механизированных холодильников и шлепперов; аналогичное оборудование трубопрокатных цехов);
- II -машины, устанавливаемые в линии, связанные общим технологическим процессом, не допускающие меньшую точность установки (транспортные рольганги; толкатели, сталкиватели и выталкиватели; стойки и рамы механизированных стеллажей, холодильников, шлепперов и транспортеров; механизированные упоры, конвейеры горячих рулонов и аналогичное оборудование трубопрокатных цехов);
- III -оборудование, не имеющее приводов и устанавливаемое в общей цепи прокатки(амортизаторы, упоры слитковозов, стационарные упоры и карманы; стойки, рамы и арки немеханизированных стеллажей; отдельно стоящие машины - ножницы, правильные машины и другое оборудование).
1.6.2 Монтаж основного оборудования прокатных станов
Прокатная линия цеха включает в себя следующие основные группы оборудования:
-линию рабочих клетей (рабочие клети, механизмы для перевалки валков, шестеренные клети и шпиндельные устройства);
-передаточные устройства (рольганги, манипуляторы, кантователи, толкатели, сталкиватели и холодильники);
- ножницы и пилы;
- правильные машины.
Оборудование каждой группы следует монтировать укрупненными узлами в соответствии с требованиями технической документации и технологической картой, используя мостовые краны, предусмотренные проектом.
Монтаж пресс ножниц начинают с установки и выверки оборудования рабочей линии. После выверки пакетов подкладок на них устанавливают станину пресс ножниц. Затем выставляют станины привода и механизма резки заготовок, выверяют положение всех узлов оборудования и соединяют их между собой болтами, принимая за базу при выверке относительно оси прокатки - плоскости направляющих, поперечных осей.
Допускаемое отклонение не более0,25 мм при общем отклонении оси стана 0,5 мм на расстоянии 10,25 м. Отклонение по высоте допускается не более 0,5 мм, а по горизонтали и вертикали - 0,1 мм на1 м.
При стыковке секций рамы стола выдачи:
перекос направляющих рам не должен превышать 0,15 мм на 1 м;
отклонение направляющих секций рам одной относительно другой должно быть не более 0,1 мм;
местный зазор в стыках рам допускается до 0,1 мм на 50 мм.
При монтаже механизма передвижения упора-захвата стола выдачи:
боковые зазоры в каждом зацеплении реечных шестерен и рейки упора-захвата должны быть в пределах0,05-0,07 модуля зацепления;
отклонения от соосности валов не должно превышать 0,1 мм на 1 м.
-При монтаже механизма подачи отклонение от соосности штока гидроцилиндра и вала ускоренного отвода допускается в пределах 0,2 мм. Направляющие механизма собирают на стойках и выверяют в горизонтальной и вертикальной плоскостях, при этом допускаемое отклонение 0,2 мм на 1 м. В смонтированном механизме перемещения должны быть обеспечены: горизонтальное положение поверхности разъема грузового механизма с отклонением не более 0,2 мм на всей плоскости разъема; вертикальное перемещение груза в направляющих стойках с одинаковым зазором по всей длине груза.
Геодезическое обоснование монтажа оборудования.
В прокатных цехах основная часть оборудования устанавливается в единую технологическую линию, в которой работа всех машин и агрегатов взаимосвязана, поэтому к точности установки прокатного оборудования предъявляются повышенные требования.
Для обеспечения необходимой точности и качества работ при монтаже технологического оборудования необходимо выполнение геодезического обоснования монтажа.
Целью геодезического обоснования является закрепление осей технологического оборудования и высотных отметок на фундаментах с помощью закладных элементов (плашек и реперов),необходимых для выверки оборудования при монтаже.
Схема геодезического обоснования монтажа технологического оборудования разрабатывается на основании строительных заданий либо чертежей на оборудование предприятий-изготовителей и плана осей технологического оборудования.
Схема геодезического обоснования монтажа должна предусматривать оптимальное количество и расположение плашек и реперов на фундаментах для контроля установки в плане и по высоте технологического оборудования, а также удобство их использования при выверке оборудования. Схема геодезического обоснования монтажа представлена на рисунке 3.
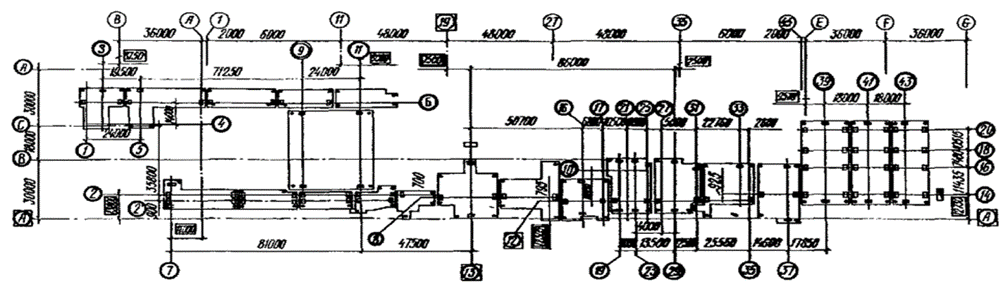 Рисунок 3 – Схема геодезического обоснования монтажа оборудования стана
Рисунок 3 – Схема геодезического обоснования монтажа оборудования стана
Условные обозначения:
 - контрольные оси
- контрольные оси
 - главные разбивочные оси
- главные разбивочные оси
 - основные разбивочные оси
- основные разбивочные оси
 - репер рабочий
- репер рабочий
 - плашка рабочая
- плашка рабочая
 - плашка с репером выносные
- плашка с репером выносные
 - привязка главной разбивочной оси и контрольной оси
- привязка главной разбивочной оси и контрольной оси
 - контрольная привязка основной разбивной оси
- контрольная привязка основной разбивной оси
1 - ось ролика первого загрузочного рольганга; 2- ось рольганга выдачи; 21 - выносная ось рольганга выдачи; 3 - ось загрузочного стеллажа 1; 4 - ось ролика натягивания; 5 - ось загрузочного стеллажа 2; 6 – ось загрузочного рольганга; 7 - ось ролика 1 рольганга выдачи; 8- ось рольганга клети;9 - ось печи 2; 10 - ось двигателя;11 - ось печи 1; 12 - ось стана; 13 – ось реверсивной клети; 14 - ось подводящего и пакетирующего рольганга; 15- ось ножниц аварийной резки; 16 и 18 - ось тихоходного вала; 17- ось кантователя; 19 - ось вертикальной клети; 20 – ось привода с ведущим валом;21 - ось горизонтальной клети; 23 – ось вертикальной клети; 25 - ось горизонтальной клети; 27 – ось поводковой клети; 29 - ось летучих ножниц; 31- ось надвижной стрелки; 33 - ось клеймовочного устройства 1; 35 – ось клеймовочного устройства 2; 37 - ось ролика 10; 39- ось шагового холодильника 1; 41 - ось шагового холодильника 2;43 - ось шагового холодильника 3

Рисунок 4 - Закладные элементы в фундаментах для выверки оборудования
а и г - рабочие плашка и репер, закладываемые после бетонирования фундамента; б и в - тоже, заложенные в фундамент и приваренные к арматуре до бетонирования фундамента; 1- цементно-песчаный раствор; 2 - основные оси
Рисунок 5 - Плашка с репером, вынесенные на отдельный фундамент
Конструкция плашек и реперов Закладные элементы при установке необходимо приваривать к арматуре или пластине.
Нанесение на плашках осей производится путем чернения после бетонирования фундаментов и вынесения осей.
Отклонение при нанесении керна, обозначающего ось на плашке, допускается в пределах 1 мм, а точность нивелировки высотной отметки репера - в пределах 0,5 мм.
Маркировку плашек и реперов, а также высотные отметки наносят на исполнительную схему, по которой сдают фундаменты для монтажа оборудования.
Схема выверки станин с помощью геодезических приборов представлена ниже:
Рисунок 6 - Схема выверки станин с помощью геодезических приборов
I - плитовины; II -станины клети; III -поверочная линейка и уровень, IV - теодолит; сс; дд; ее - точки измерения; А, А - результаты измерения;1-12 - точки проверки щупом прилегания станин к плитовинам.





