2) Поперечное магнитное поле взаимодействуя с дугой вызывает ее отклонение по правилу левой руки. Если использовать управление поперечным магнитным полем, то дуга постоянного тока будет способным колебаться от положения равновесия в обе стороны. Дуга хорошо управляется магнитным полем в пределах от 0 до 50 градусов, при больших углах она становится неустойчивой.
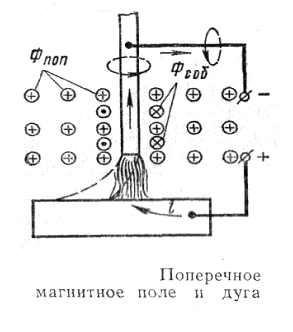
Отклонение дуги поперечным магнитным полем используют при:
а) управлении тепловложением в сварочную ванну и процессами кристаллизации, уменьшении химической неоднородности Ме шва;
б) построении всевозможных систем автоматического управления;
в) сварке кольцевых стыков труб.
31. Опишите процесс образования сварочной ванны и формирование шва при сварке плавлением
Цель плавления при сварке – осуществить соединение свариваемых деталей.
Теоретически достаточно расплавить свариваемые кромки на глубину нескольких долей мм от плоскости стыка.
Практически из-за дефектов сборки под сварку, а именно:
1) из-за зазора в стыке
2) не прямолинейность стыка
3) превышение кромок соединяемых деталей друг относительно друга, приходится ширину зоны плавления увеличивать до нескольких мм от оси стыка.
Дефекты сборки являются существенным препятствием для применения высококонцентрированных источников энергии, таких как электронный луч и луч лазера.
Сварочная ванна – область свариваемого материала, нагретая выше температуры солидуса.
Температура сварочной ванны не поддаются пока даже численному расчету. Существующие экспериментальные данные для малоуглеродистых сталей дают диапазон tcр = 1700-18000С.
Зона проплавления – след в основном металле от перемещения сварочной ванны.
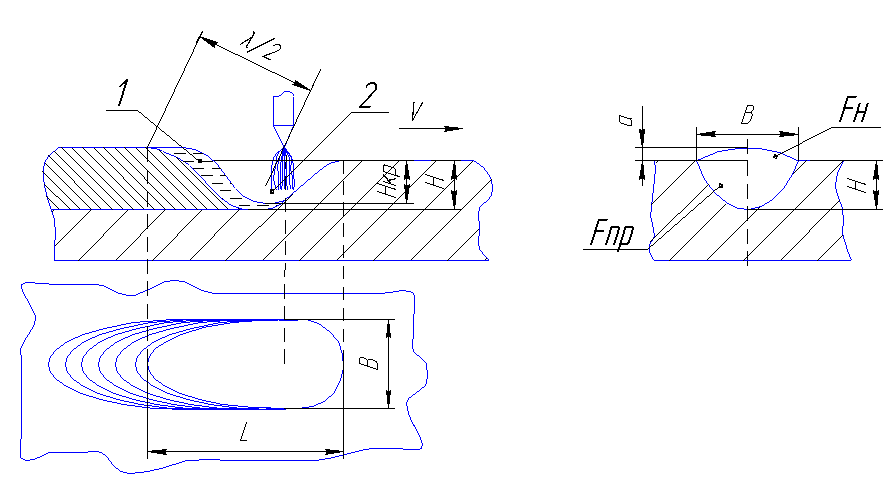
1- сварочная ванная
2- кратер
Нк – глубина кратера
Н – глубина проплавления
L – длина сварочной ванны
В – ширина сварочной ванны
а – усиление сварочной ванны
Fпр,Fн – площадь проплавления, наплавки.
Н/В – относительная глубина проплавления
μ = Fпр/Н*В – коэффициент полноты шва (обычно μ = 0,6..0,8).
 Формирование сварного шва происходит следующим образом: под действием тепловых потоков от анодного (катодного) потока дуги и от окружающих дугу горячих газов основной металл расплавляется и под действием давления дуги оттесняется в заднюю (хвостовую) часть ванны. Это перемещение жидкого металла сварочной ванны имеет гидродинамическую природу и в сварочной ванне всегда существует полуволна жидкого металла. Гребень этой полуволны фиксируется в задней части ванны фронтом кристаллизации.
Формирование сварного шва происходит следующим образом: под действием тепловых потоков от анодного (катодного) потока дуги и от окружающих дугу горячих газов основной металл расплавляется и под действием давления дуги оттесняется в заднюю (хвостовую) часть ванны. Это перемещение жидкого металла сварочной ванны имеет гидродинамическую природу и в сварочной ванне всегда существует полуволна жидкого металла. Гребень этой полуволны фиксируется в задней части ванны фронтом кристаллизации.
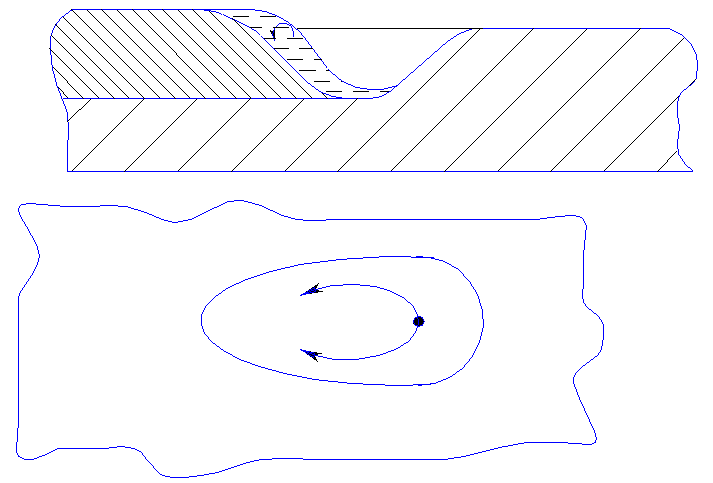
В сварочной ванне потоки жидкого металла из кратора в хвостовую часть способны создать вихри.
При некоторых способах сварки в сварочную ванну поступает и шлак, который увлекается потоками, перемещается в хвостовую часть, и взаимодействует с жидким металлом.
Наиболее распространенным дефектом формирования сварного шва является подрез – опасный концентратор напряжений.

Наличие или отсутствие подреза определяется соотношением между давлением дуги, силами поверхностного натяжения и объемом сварочной ванны. Чем больше силы давления дуги, силами поверхностного натяжения и объемом сварочной ванны. Чем больше силы давления дуги, тем выше скорость отхода жидкого металла и тем больше вязкость жидкого металла, тем меньше величина подреза.
Правильным выбором параметров режима сварки можно добиться смещением гребня полуволны жидкого металла ближе к средней части сварочной ванны и тем самым добиться уменьшением величины подреза.
С ростом скорости сварки подрезы возрастают.
32. Приведите схемы двух случаев сварки плавящимся и электродом (штучным и бесконечным) и опишите действующие источники тепла и протекающие при этом процессы и особенности.
Электроды – плавящиеся и неплавящиеся.
Плавящиеся электроды:
а) покрытые – имеют конечную длину и неподвижный токоподвод, например штучные электроды ДЭС.
б) голые – имеют условно бесконечную длину и подвижный относительно электрода токоподвод.
У покрытых электродов защита дуги, сварочной ванны и требуемая металлургическая обработка осуществляется за счет материала покрытия – легирующие, ионизирующие, газозащитные компоненты.
У голых электродов защита дуги осуществляется за счет подаваемого в зону дуги газов, активных или инертных.
Рассмотрим второй случай, имеющий место при СПЭ.
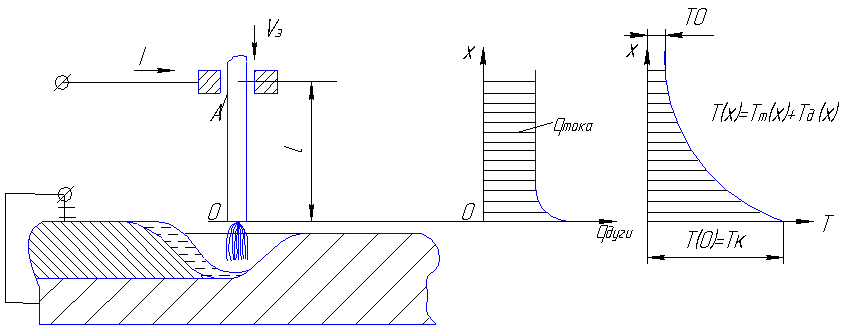
1) распределение тепловых потоков qт и qд.
2) распределение Т.
Электрод нагревают 2 источника тепла:
1) распределенный по объему источник qт, выделяющий тепло по закону Джоуля-Ленца при прохождении через электрод тока дуги.
2) сосредоточенный плоский источник тепла – сварочная дуга qд.
3) тепловым потоком вдоль оси электрода, обусловленном теплопроводностью материала электрода пренебрегаем, т.е. считаем, что скорость подачи электродной проволоки значительно превышает скорость распространения тепла.
4) Температурное поле от электродной дуги считаем квазистационарным.
Примем подвижную систему координат с центром в точке О, расположенной на торцевом сечении электрода, оплавляемой дугой.
Каждая частица материала электрода в своем движении от точки контакта А до точки О(электродного пятна дуги) нагревается от проходящего тока и от тепла дуги до температуры Тк(капель), которая определяется экспериментально и составляет для стальных электродов Тк = 2300-25000С.
Скорость подачи электрода подбирают опытным путем близкой к скорости плавления электрода, которая определяется величиной тока, напряжением на дуге, длиной вылета и теплофизическими параметрами материала электрода.
33. Изложите общие положения теории кристаллизации и особенности кристаллизации сварного шва
1. Общие положения теории кристаллизации.
Положение 1. Для начала кристаллизации необходимо наличие центров кристаллизации.
Ими могут быть зародыши твердой фазы, образовавшиеся вследствие переохлаждения жидкости, или частицы примеси.
Положение 2. Зародыши твердой фазы находятся в состоянии динамического равновесия с окружающей жидкостью (т.е. могут растворяться в жидкости и возникать вновь и т.п.). Возникновение твердой фазы сопровождается выделением теплоты кристаллизации, что ведет к повышению температуры в окружающем объеме жидкости и может вызвать расплавление образовавшейся твердой фазы.
Если какой-то из зародышей вследствие благоприятного сочетания флуктуаций температуры и градиента температуры достиг радиуса, называемого критическим, то он уже становится устойчивым и приобретает способность к дальнейшемому росту.
rкр =  , где:
, где:
σ – поверхностная энергия раздела жидкой и твердой фазы
L – скрытая теплота фазового превращения
Трф – температура равновесия фаз
∆ - величина переохлаждения.
Положение 3. Для непрерывного роста твердой фазы необходимо, чтобы температура межфазовой границы была ниже температуры равновесия фаз в течение всего процесса кристаллизации.
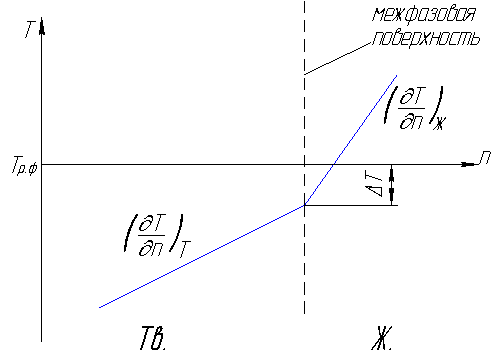
В реальных условиях межфазовая граница не является идеально плоской, а принимает ступенчатую форму.
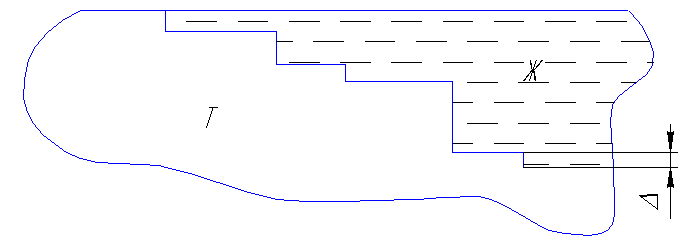
∆ = от одного атомного слоя до 100 атомных слоев.
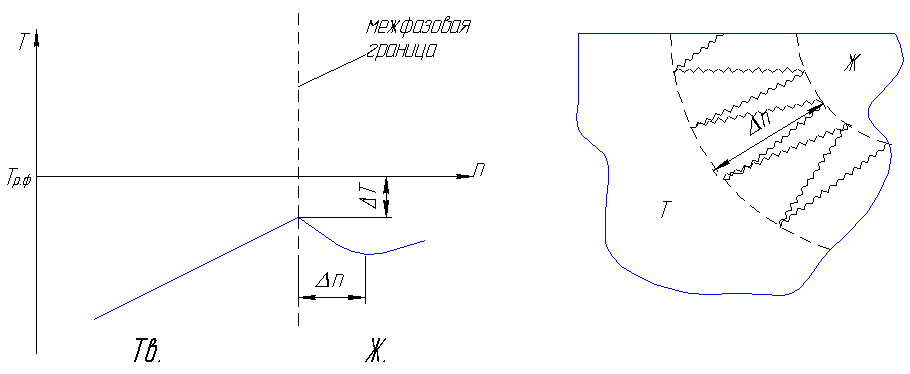
Положение 4. Если создать такие условия, когда по мере удаления от фронта кристаллизации в жидкость ее температура будет понижаться (выделяется теплота кристаллизации), то устойчивость межфазовой границы нарушится и возникает дендритная кристаллизация.
 < 0 – условие возникновения дендритов.
< 0 – условие возникновения дендритов.
Если в какой-либо участок межфазовой границы выдвинулся вперед, то он попадает в область повышенного переохлаждения, что вызывает его дальнейший рост и образуется дендрит. Направление роста дендритов соответствует кристаллографическим осям затвердевающего металла.
Положение 5. При кристаллизации сплава, в первую очередь, кристаллизуется чистое вещество основы сплава, перед межфазовой границей образуется область повышенной концентрации легирующих элементов и примесей, мешающих доступу новых порций чистого вещества, основы для достройки кристаллов.
Выравнивание концентраций осуществляется путем диффузии легирующих элементов и примесей в твердую фазу и за счет конвекции жидкости.
Если скорость диффузии недостаточна и конвекция не выравнивает концентрацию, то возникает дендритная структура, вызванная концентрационной неоднородностью.
Если какой-либо участок межфазовой границы выдвинулся вперед, то он попадает в область чистого вещества основы сплава и приобретает способность к дальнейшему росту и образует дендрит.
Между основаниями дендритов остается область, обогащенная легирующими элементами и примесями (либо эвтектика, либо обогащенный твердый раствор). Эта область фиксируется в твердой фазе по границам кристаллов (зерен).
Центры кристаллов обеднены легирующими элементами и примесями: межкристаллическая химическая неоднородность.






