Сущность петлеобразования. Органы петлеобразования
Трикотажно-вязальные машины обычно снабжены крючковыми, язычковыми или пазовыми (составными, движковыми) иглами. Для начала вязания на машинах с крючковыми иглами необходимо, чтобы на каждой игле или хотя бы на половине всех игл, с чередованием через одну, были образованы первоначальные петли.
На первых машинах эти петли на крючковых иглах получали путем обвивания игл нитью аб (рис.2.4, а). Эта нить образовывала старые петли С1, С2, С3 и С4 соответственно на иглах И1, И2, И3 и И 4. При этом все первоначальные петли были образованы одной нитью. На современных же машинах первоначальные петли получают прокладыванием нити не на все иглы подряд, а через одну, как показано на рис. 2.4, б, что легко достигается на машинах, где иглы имеют последовательное продольное передвижение. На рис. 2.4, б видно, что нить проложена только на нечетные иглы И1 И3, И5.
После того как на иглах образованы первоначальные (старые) петли, они отодвигаются назад от крючков по игольным стержням. Затем на иглы прокладывается нить вг (рис. 2.4, в), которая последовательно изгибается в петли. Таким образом, на иглах получается по две системы петель: старая С1, Сз, С5 и новая h1, Н2, Н3, Н4 и Н5. Обе системы далее передвигаются вперед до тех пор, пока новые петли не окажутся под крючками, а старые — на крючках игл (рис. 2.4, г). Для этой цели крючки игл закрываются. Затем старые петли передвигаются вперед до тех пор, пока они не упадут с игл на новые петли, как показано на рис. 2.4, д.
Схемы начала петлеобразования язычковыми иглами изображены на рис. 2.5. Если только на иглы И1 и И 3 проложить нить аб (рис. 2.5, а), а затем отодвинуть эту нить за язычки К1 и К3, как показано на рис. 2.5, б, то получим первоначальный ряд петель на нечетных иглах. После этого на все иглы прокладывается нить вг. Иглы отодвигаются назад, петли нити аб закрывают язычки К1 и К 3 игл И1, И3 и т. д. (рис. 2.5, в).

Рис. 2.4 Схемы петлеобразования крючковыми иглами

Рис. 2.5. Схемы петлеобразования язычковыми иглами
Далее петли нити аб, скользя по закрытым язычкам, сбрасываются на петли нити вг, как видно на рис. 2.5, г. Таким образом, теперь уже на каждой игле, будет петля. Затем операции повторяются, т. е. петли отодвигаются назад по неподвижным иглам или иглы выдвигаются вперед при неподвижных петлях. Висящие под крючками игл петли при своем передвижении назад по иглам открывают язычки игл и, скользя по ним, сходят на стержни игл. Итак, иглы опять подготовлены для прокладывания на них нити и образования из нее нового ряда петель.
Схемы петлеобразования пазовыми иглами представлены на рис. 2.6. На рис. 2.6, а под крючками игл И1, И2, И3 видны три замкнутые петли, образованные из нити аб. Такие петли обычно принадлежат ранее выработанному трикотажу. Надетые на иглы, они отодвигаются по ним до положения, показанного на рис. 2.6, б. После этого на иглы прокладывается нить вг, из которой образуются незамкнутые (новые) петли. Затем выдвигаются движки Д1, Д2 и Дз, чтобы закрыть крючки игл, как изображено на рис. 2.6, в.
Если после этого петли из нити аб продвигать вперед в направлении крючков игл, то петли этой нити под крючки не попадут и сбросятся с игл, как показано на рис. 2.6, г. Таким образом, будет получен новый ряд замкнутых петель, образованных уже из нити вг. Теперь эти петли будут выполнять роль первоначальных (старых) петель. Далее движки игл Д1, Д2 и Д3 отводятся назад, чтобы их передние мыски спрятались в пазах игл И1, И2, И3, как это изображено на рис. 2.6, а, и процесс снова повторяется.
Ознакомившись с принципом петлеобразования, можно прийти к выводу, что для осуществления его кроме игл необходимо иметь и другие приспособления, выполняющие следующие функции:
- передвижение старых петель по иглам вперед и назад;
- прокладывание нити на иглы;
- изгибание этой нити в петли;
- передвижение новых петель под крючки игл;
- прижатие крючков игл к стержням, чтобы закрыть вход под крючки игл старым петлям;
- нанесение старых петель на крючки игл, когда вход под крючки закрыт;
- сбрасывание с игл старых петель.
Эти функции на трикотажных машинах обычно выполняют иглы, платины, пресс и нитевод.
Лекция 12
Особенности процесса петлеобразования на двухфонтурных трикотажных машинах
а) Плосковязальная машина
Плосковязальные машины предназначены главным образом для выработки изделий верхнего трикотажа. Процесс петлеобразования на плосковязальных машинах с язычковыми иглами осуществляется вязальным способом.
Иглы обеих игольниц расположены в шахматном порядке по отношению друг к другу, причем петли на обеих игольницах образуются последовательно и обе игольницы являются активными.
Процесс петлеобразования на плосковязальной машине показан на рис. 2.22. Он включает в себя операции: заключение (на иглах 1—5); прокладывание (на игле 8); вынесение, прессование, нанесение (на игле 9); соединение (на рисунке не показано); сбрасывание, формирование (на игле 10); оттяжку (на игле 11).
При выполнении операции заключение иглы перемещаются на величину, достаточную для того, чтобы старые петли сошли с язычка на стержень. При этом старые петли удерживаются от подъема вместе с иглами действием силы, оттягивающей трикотаж. Эта сила стремится изогнуть язычок, и при сходе с него петли язычок будет стремиться закрыться; роль приспособления, препятствующего закрыванию язычка, выполняют волосяные щетки, установленные на вязальной каретке (на рис. 2.22 они не показаны).
Опускаясь, иглы последовательно (поочередно) захватывают новую нить. Для надежного захвата новой нити крючками игл надо, чтобы она попадала под крючки при опускании игл. Поэтому головка нитевода не может быть расположена и зафиксирована на оси игольного замка, а при перемене хода должна перемещаться с одной стороны каретки на другую.

Рис. 2.22. Процесс петлеобразования на плоскофанговой машине
Для того чтобы старые петли С (рис. 2.22) были сброшены на новую нить, необходимо, чтобы иглы опускались достаточно низко по отношению к отбойной плоскости. Величина опускания игл относительно отбойной плоскости (глубина кулирования) определяет размер получаемых петель трикотажа.
Положение старых петель С во время операции формирование относительно отбойной плоскости не является определенным. Оно зависит от многих факторов: силы оттяжки полотна, величины петель, расстояния между игольницами, толщины, вида и жесткости перерабатываемых нитей, натяжения нити, скорости вязания. Поэтому на размер получаемых петель при данной глубине кулирования оказывают влияние вышеперечисленные факторы.
Формирование новых петель на плосковязальных машинах выполняется с отдачей (перетяжкой) нити из уже образованных петель.
Поскольку нить, идущая от нитевода Н к игле 10, испытывает значительное трение в крючках игл 9, 8, 7, 6, то во избежание разрыва нити необходимо, чтобы уже сбросившая петлю, игла 11 могла приподняться и отдать часть своей нити игле 10. Величина отдачи нити зависит от формы кулирных клиньев, силы оттяжки полотна, степени зажатия игл в пазах игольницы.
Движения, необходимые для выполнения процесса петлеобразования, иглы получают от клиньев замков, действующих на их пятки.
б) Интерлочная машина.
На машинах интерлок выполняется вязальный последовательный способ петлеобразования с распределением. При этом способе иглы обеих игольниц работают последовательно и операции процесса петлеобразования выполняются сначала на активной игольнице (цилиндре), а затем с некоторым запозданием на пассивной игольнице (диске).
Активной считается игольница, получающая нить для образования петель из нитевода.
На рис. 2.23 показан процесс петлеобразования на машине интерлок, где обозначены: 1, 2, 3 и т. д.— короткие иглы цилиндра; 1', 2', 3' и т. д.— длинные иглы цилиндра; I, II, III и т. д.— короткие иглы диска; I', II', III' и т. д. — длинные иглы диска; С — старые петли; Н — нвая нить.
Игла 7 цилиндра, поднявшись до крайнего верхнего положения, чтобы произвести заключение, начинает опускаться, так как она должна получить прокладываемую нить. При выполнении этой операции, во время которой петли цилиндра и диска сходят с язычков игл на стержни, язычки игл под действием сил, приложенных к петлям, будут стремиться закрыться. Для предотвращения этого явления нитевод выполняется такой конфигурации и устанавливается так, что его нижняя грань препятствует закрыванию язычков игл цилиндра, а боковая — игл диска.
Игла VII диска, осуществившая заключение, начинает отходить назад настолько, что находящаяся на ней старая петля подходит под ее крючок. Игла 8 получает новую нить, игла VIII выстаивает. Игла 9 показана в момент выполнения операции прессование, игла 10 — в момент выполнения операций соединение, сбрасывание и начало формирования.
Новая петля, формируемая из нити, лежит на стержнях игл X и XI диска. При выполнении процесса петлеобразования на машинах интерлок протяжки новых петель при формировании располагаются не на отбойных зубьях, а на иглах X и XI диска.

Рис. 2.23. Процесс петлеобразования на машине интерлок
Игла XI выполняет операцию нанесение, иглы 12 и 13 поднимаются, в результате чего освобождаются сформированные ими петли. Иглы XII и XIII получают возможность образовать новые петли, перетягивая нить из освободившихся петель, например игла XII начинает формировать новую петлю за счет уменьшения новой петли иглы 12. Иглы 13 и 14 продолжают подниматься, а иглы XIII, XIV в это время формируют свои петли. Иглы 15 и XV уже образовали новые петли.
Процесс петлеобразования на машинах интерлок осуществляется распределительным способом: иглы одной (активной) игольницы формируют петли такой величины, чтобы иглы другой (пассивной) игольницы могли заимствовать из них нить и образовывать свои новые петли. Чтобы выровнять полученные новые петли, иглы 16 и XV обеих игольниц опять отходят назад и окончательно формируют одновременно новые петли. Затем иглы диска будут немного выдвигаться вперед, чтобы освободить вновь образованные петли и дать возможность оттянуть их и подготовить к заключению.
В следующей вязальной системе в работу вступают длинные иглы, которые не участвовали в образовании петель короткими иглами. Длинные иглы будут работать аналогично коротким, и занимать в этой системе такое же положение, какое занимали короткие иглы (рис. 2.23). Полный петельный ряд на машине интерлок образуется двумя вязальными системами.
в) Плоские оборотные машины
Процесс петлеобразования на плоских оборотных машинах и двухцилиндровых круглочулочных автоматах осуществляется вязальным способом. Основными петлеобразующими органами являются двухголовочные язычковые иглы и игловоды.
На плоских оборотных машинах двухголовочные язычковые иглы располагаются в пазах, образованных или фрезеровкой, или вставкой штег в и г (рис. 2.24, а) в особые пазы игольниц а и б. Иглы могут переходить из паза одной игольницы в паз другой, так как эти пазы расположены один против другого. На ребрах штег в и г имеются зубья Д и Ж, которые образуют отбойный гребень.
Каждой игле соответствуют два игловода М и Н, причем игловод М может соединяться с левой головкой иглы, а игловод Н — справой и перемещать ее в продольном направлении. На рис. 2.24, а показано, что игловод Н сцеплен с правой головкой иглы. При движении иглы справа налево язычок иглы открывается, и петля переходит на середину иглы, как показано на рис. 2.24, б.
При движении игловодов вперед их головки поднимают кверху горки Л и Р и оба игловода разъединяются с иглой. Игловод, который первым начнет двигаться назад, опустится книзу и захватит головку иглы. На рис. 2.24, в показано, что игловод М, соединившись с левой головкой иглы, передвигает иглу в направлении стрелки е1, а игловод Н остается свободным.
На правую головку иглы прокладывается нить У. При прокладывании нити на иглу должны соблюдаться те же условия, что и при вязании на однофонтурных машинах, т. е. нить должна попадать под крючок иглы при вынесении и не должна пересекаться язычком иглы в момент прессования. При движении иглы по стрелке е1 (рис. 2.24, г) старая петля С задерживается отбойными зубьями и закрывает язычок иглы. На рис. 2.24, в, г изображены операции прокладывание нити, вынесение и прессование на правой головке иглы.
При дальнейшем движении иглы по стрелке е1 (рис. 2.24, д) выполняются операции нанесение, соединение, сбрасывание и формирование. После формирования новой петли Ц игловод М начинает двигаться слева направо по стрелке е2 и передвигать в том же направлении иглу; при этом крючок игловода М выходит из зацепления с левым крючком иглы (рис. 2.24, е,ж,з). Одновременно происходит операция заключение петли Ц относительно правой головки иглы (рис. 2.24, з), В дальнейшем при движении игловода Н по стрелке е3 происходит его соединение с правой головкой иглы (рис. 2.24, и). В этом случае новую петлю будет образовывать левая головка иглы, причем она будет сбрасывать свою старую петлю на левую сторону своего петельного столбика.
Таким образом, при осуществлении петлеобразования левыми головками игл петли сбрасываются на левую сторону, при осуществлении петлеобразования правыми головками — на правую, благодаря чему образуется трикотаж двухизнаночных переплетений.
Для предупреждения полома игл в процессе их перевода из одной игольницы в другую машины оснащены открывателями язычков игл (на рис. 2.24 не показаны).
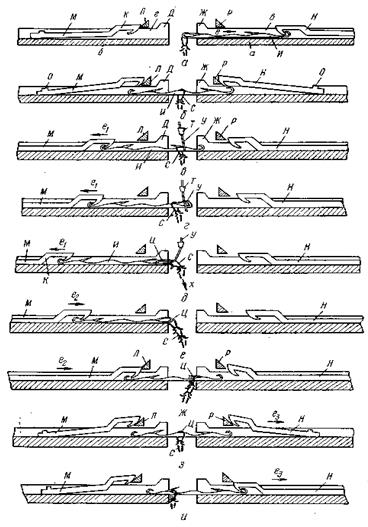
Рис. 2.24. Процесс петлеобразования на плоской оборотной машине
Если после образования ряда петель на одной игольнице следующий ряд петель образуется на другой игольнице, то получается двухизнаночная гладь с раппортом переплетения Rн = 2.
Если же образуется два ряда петель на одной и той же игольнице, а затем два других ряда на другой, то получается двухизнаночный трикотаж, у которого два лицевых петельных ряда будут чередоваться с двумя изнаночными. Раппорт переплетения такого трикотажа Rн = 4.
На двухцилиндровом круглочулочном автомате процесс петлеобразования и перевод игл из одного цилиндра на другой происходят по тому же принципу, что и на плоской оборотной машине.
В образовании петли непосредственно участвуют двухголовочные иглы 1 (рис. 2.25, а), игловоды 2, платины 3, отбойный гребень 4 верхнего цилиндра. Процесс петлеобразования приведен на рис. 2.25, а—д.

Рис. 2.25. Процесс петлеобразования на двухцилиндровом круглочулочном автомате
Процесс перевода игл из нижнего цилиндра в верхний представлен на рис. 2.26.
Положение I — исходное для иглы 3 и игловода 1. Ко дну паза цилиндра игловод прижимается спиральными пружинами 2.
Положение II — игловод нижнего цилиндра под действием переводного клина на нижнюю пятку начинает передвигаться по пазу вверх и своим выступом толкает иглу вверх.
Положение III — верхний крючок иглы отжимает игловод верхнего цилиндра так, что он отклоняется от дна паза и позволяет игле пройти под крючок игловода.
Положение IV — игловод нижнего цилиндра своим носиком проходит в выемку клина-разъединителя 4 и под действием его скоса отклоняется от дна паза, так что крючок игловода выходит из зацепления с нижним крючком иглы. В это время игловод верхнего цилиндра под давлением пружинного пояска становится в прежнее положение на дно паза, зацепляя крючком верхний крючок иглы.
Положение V — игловод нижнего цилиндра опускается (после расцепления с нижним крючком иглы).
Носик игловода выходит из сферы действия клина-разъединителя, и игловод под действием пружинного пояска опускается на дно паза.
В процессе перевода игл из одного цилиндра в другой приемные игловоды остаются неподвижными в своих пазах и движение вдоль паза сообщается лишь передающим игловодам.

Рис. 2.26. Процесс перевода игл на двухцилиндровом круглочулочном автомате
Лекция 13







