

История развития пистолетов-пулеметов: Предпосылкой для возникновения пистолетов-пулеметов послужила давняя тенденция тяготения винтовок...

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
История развития пистолетов-пулеметов: Предпосылкой для возникновения пистолетов-пулеметов послужила давняя тенденция тяготения винтовок...
Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
Топ:
Методика измерений сопротивления растеканию тока анодного заземления: Анодный заземлитель (анод) – проводник, погруженный в электролитическую среду (грунт, раствор электролита) и подключенный к положительному...
Проблема типологии научных революций: Глобальные научные революции и типы научной рациональности...
Характеристика АТП и сварочно-жестяницкого участка: Транспорт в настоящее время является одной из важнейших отраслей народного хозяйства...
Интересное:
Искусственное повышение поверхности территории: Варианты искусственного повышения поверхности территории необходимо выбирать на основе анализа следующих характеристик защищаемой территории...
Инженерная защита территорий, зданий и сооружений от опасных геологических процессов: Изучение оползневых явлений, оценка устойчивости склонов и проектирование противооползневых сооружений — актуальнейшие задачи, стоящие перед отечественными...
Принципы управления денежными потоками: одним из методов контроля за состоянием денежной наличности является...
Дисциплины:
|
из
5.00
|
Заказать работу |
Содержание книги
Поиск на нашем сайте
|
|
|
|
1.Это руководство описывает, как использовать программирование в режиме NC,
который включает формат BNC (базовый NC) и ISNC (промышленного стандарта NC) в части редактирования и создания программ.
2.Также здесь имеется описание программного обеспечения в плане применения с функциональной консолью управления:
-Пользование системой программирования NC
-Создание и редактирование программ NC на экране консоли управления.
-Коды G:
-Принципы программирования NC.
 Важно:
Важно:
Программное обеспечение WinMax может считывать файлы NC с порта USB прямо в оперативную память или запускать файлы NC загруженные в оперативную память. При этом NC файлы могут быть последовательно загружены на жесткий диск учпу станка. Программы NC могут быть созданы, как на станке так и автономно, на компьютере, с установленным соответствующим ПО (CAD/CAM) система.
Входной экран WinMax.
 Входной экран.
Входной экран.
PART SETAP-Настройка детали
TOOL SETAP- Настройка инструмента
PART PROGRAMMING-Программирование детали
PROGRAM PARAMETERS- Параметры программы
RESTORE FUNCTIONS – Функции восстановления
COPY AND CHANGE BLOCKS-Копировать и менять блоки
ERASE FUNCTIONS-Функции удаления
EXCHANGE EDIT/RUN PROGRAMS- Редактирование/Прогон программы
Экраны WinMax имеют три основные области:
1.Клавиши на правой стороне сенсорного экрана - это доступные клавиши, которые могут изменяться даже тогда, когда текст и область ввода данных остается неизменным.
2.Поля слева от клавиш – это область, которая отображает или получает информацию, введенную оператором.
3.Область запроса и сообщения об ошибках внизу экрана. В типовом экране, показанном выше область сообщения высвечивает: «Выберите клавишу или нажмите Ввод (Enter), чтобы изменить имя программы».
Компоненты NC программ.
Программы NC - это последовательность символов и слов, которые формируют программные блоки. Эти программные блоки указывают направления, по которым перемещаются рабочие органы станка. Оператор должен понять основную структуру программы и типы кодов для создания, редактирования и работой с программой.
Этими компонентами являются коды ISO для NC программ.
Начало программы.
Все NC программы начинаются с символа «%» (процент). При появлении символа процент, система управления начинает принимать, проверять и загружать блоки в память. При создании новой программы символ процент автоматически вставляется в ее начало.
Последовательный номер.
Программирование NC придерживается или ANSI/EIA РТС 2 74-D стандартной терминологии дляBNC способа или Fanuc 0 ™ стандартов программирования длярежима ISNC. Кроме того, программирование NC было разработано так, чтобы использовать такую функциональную систему диалогового программирования WinMax, насколько это возможно. В результате, большинство экранов стали одинаковыми как в Программировании NC так и в Диалоговом программировании. Это существенно облегчает переход от одного вида программирования к другому. Последовательный номер служит в качестве метки блока. Он не имеет другого значения в пределах программы кроме требования по функции GOTO в режиме NCPP. Последовательные номера обычно используются для определения начальных операций резания, так чтобы можно было повторно перезапустить программу с данных последовательных номеров или вновь начать определенные операции в пределах программы. При программировании на автономной системе, последовательный номер должен использоваться экономно. Последовательные номера (N слова) являются дополнительными опциями в редакторе NC и полезны в программах полученных с других источников с последовательного порта RS- 232. Однако, отсутствие последовательных номеров позволяет проводить более быструю подготовку программы NC (загрузка, проверка синтаксиса, анализ) и может закончиться улучшенным ее выполнением. Кроме того, пренебрежение этими номерами, увеличивает число программ, способных уместиться в памяти.
Примечание: Если необходимо перенумеровать последовательные номера программы, никакой последовательный номер в выражениях GOTO не будет обновлен. Необходимо тогда нажать функциональную клавишу (F1) «Да». Чтобы отменить изменение нумерации необходимо нажать функциональную клавишу (F8) «Нет». Поэтому нет необходимости перенумеровать программы с использование выражений GOTO.
Символы адресов
Символы адресов – это первый символ слова в программном блоке. Команда сигнализирует этим системе о характере действий этого блока.
Список символов адресов, опознаваемых этой системой:
/ Команда игнорировать
() Команда комментарии
: Номер подпрограммы (Опция NCPP)
A Вращение вокруг оси X
B Вращение вокруг оси Y
D Корректировка диаметра инструмента
F Скорости подачи
G Подготовительные функции
H индекс корректировки длины инструмента
I Центр дуги по оси X / Корректировка масштабирования по оси X.
J Центр дуги по оси Y / Корректировка масштабирования по оси Y.
K Центр дуги по оси Z / Корректировка масштабирования по оси Z.
L Корректировка длины инструмента. Режим набора данных.
М. Разные Функции
N Последовательный номер
O Номер подпрограммы (опция NCPP)
P Номер программы (подпрограммы), задержка времени, масштабирование
Q Стандартный цикл смещения, глубина ступени при сверлении
R Угол поворота, Уровень возврата, радиус круговой интерполяции
S Функция скорости вращения шпинделя
T Выбор Инструмента
X Первичный размер перемещения по X
Y Первичный размер перемещения по Y
Z Первичный размер перемещения по Z
Специальные символы.
Специальные символы –это символы ASCII внутри файла, которые имеют особенное значение для системы и не могут быть отредактированы.
Следующие специальные символы распознаются программным обеспечением NC:
«%» Начало / Конец ленты – сигнализирует системе, что все последующие символы являются частью программы. Система автоматически добавляет эти символы к началу новой программы. Можно также использовать %, как символ для определения конца ленты.
«E» Конец ленты. (опция для BNC и ISNC) - сигнализирует системе NC,что ни один символ больше не последует. Этот символ является дополнительным для обеспечения совместимости с существующими программами, которые включают символ EOT в конце.
«CR»- сигнал конца программы блока
«CRLF» – возврат соответствующего перемещения или сигнал конца программы блока.
(идентично с CR)
Примечание:
CRLF не показывается при просмотре программы в редакторе NC.
Слово:
Слово-это группа алфавитно-цифровых характеров символов. Первый символ-это символ адреса. Может быть или М или G. За символом адреса следует значение.
Образец NC слова - "X -. 03" и "G00. "
Одно слово или группы слов формируют программный блок.
Блок:
Блок это группа слов, разграниченных символом конца блока: возврат соответствующего перемещения CR или CRLF. Каждый блок внутри программы должен быть закончен или с CR или CRLF.
Следующая иллюстрация показывает типичный блок NC и его компоненты:
N100 G01 G41 G09 X1.35 Y-0.475 Z.025 F5.0 M07
| Номер | символ адреса | одноразовая подготовительная функция | слово размеров | слово скорости подачи | Вспомогательные функции |
| N100 | G01 G41 | G09 | X1.35 Y-0.475 Z.025 | F5.0 | M07 |
Рисунок 3-1. Типичный блок NC.
Задание кодов M и G по умолчанию.
При включении питания, перезапуске системы управления, начальном (первом) входе в редактор NC или после удаления программы, система устанавливает М коды по умолчанию:
M05 – Остановка вращения шпинделя
M09 –Выключение охлаждения обеих систем
Система также устанавливает G коды как заданные по умолчанию. Значение G кодов показано в соответствующей таблице и в разделе «Подготовительные функции –G коды»
Важно: Для изображения графики и запуска программ система использует специальные единицы при выборе редактора NC, отличные от G кодов
Навигация.


 Чтобы перемещать курсор от блока до начала следующего блока необходимо нажать. Используйте стрелку вправо продвижение и влево / назад для перемещения курсора внутри блока. Используйте клавишу Enter для перемещения курсора между словами в блоках.
Чтобы перемещать курсор от блока до начала следующего блока необходимо нажать. Используйте стрелку вправо продвижение и влево / назад для перемещения курсора внутри блока. Используйте клавишу Enter для перемещения курсора между словами в блоках.
 Для перемещения в начало текущего блока нажмите клавишу Home или стрелку вверх. Если курсор уже в начале блока,то нажатие клавиши вверх передвинет курсор к началу последнего слова в предыдущем блоке.Для перемещения от слова к началу следующего слова, необходимо нажать Enter. Если курсор находиться в конце текущего блока, при нажатии клавиши Enter редактор автоматически представляет следующий действующий символ адреса.Для перемещения от одного символа к другому необходимо нажать стрелку вправо. Если при этом курсор находится в конце текущего блока, то он переносится к началу блока.
Для перемещения в начало текущего блока нажмите клавишу Home или стрелку вверх. Если курсор уже в начале блока,то нажатие клавиши вверх передвинет курсор к началу последнего слова в предыдущем блоке.Для перемещения от слова к началу следующего слова, необходимо нажать Enter. Если курсор находиться в конце текущего блока, при нажатии клавиши Enter редактор автоматически представляет следующий действующий символ адреса.Для перемещения от одного символа к другому необходимо нажать стрелку вправо. Если при этом курсор находится в конце текущего блока, то он переносится к началу блока.
Для перемещения от символа к предшествующему символу, необходимо нажать стрелку влево. Если курсор находится в конце текущего блока, то он переносится в конец текущего блока.Для удаления символов или слов из блока используйте эти методы:
-для удаления числовых данных, необходимо переместить курсор и нажать Delete или левую стрелку. Удаление слова происходит из-за того,что цифровая информация не может быть представлена в программе NC. В разделе программы NC –базовые программные функции «главного меню» представлена информация об абсолютном G90 и возрастающем способе G91 удаления блоков.
Редактор NC.
Редактор NC используется для создания или изменения программ NC. В разделе «Коммутирующий тип программного редактора» имеется вся информация о переключениях NC. Редактор NC подобен текстовым редакторам на персональном компьютере.
Меню редактора организованы так,что список наиболее распространенных режимов располагается в главном меню (вставка, удаление, переключение, переход).
Подменю же содержат функции проверки и редактирования, включая графические методы проверки, проверки синтаксиса, характеристики выполнения программ. Подменю также содержат функции замены и редактирования, включая графические метки. Имеется также возможность выбрать новую функциональную клавишу из режима «Выбора Программы» или редактора удаления «Delete» для создания нового файла. Экраны редактора Editor на дисплее имеют области вввода информации и несколько функциональных клавиш, используемых для создания и редактирования программы NC. После ввода информации по настройке инструмента и детали и ввода функциональной клавиши F3, появляется экран Ввод cо строкой состояния и областью редактирования.
INSERT BLOCK BEFORE (Вставить блок перед) DELETE BLOCK (Удалить блок)
JUMP TO BEGINNING (Перейти в начало)JUMP PAGE FORWARD (Перейти на страницу вперед) JUMP PAGE BACKWARD (Перейти на страницу назад)

|
JUMP TO END (Перейти в конец) MORE (Далее)
Рисунок 3-2. Экран редактора NC.
Символ % процента указывает начало программы, а строка конец буфера указывает конец программы. Обозначение Optnum/Autonum в верхнем правом углу экрана показывает, происходит ли нумерация программы вручную оператором или автоматически.
- В Optnum последовательные номера или исключаются или они ставятся в начале каждого нового программного блока.
- В области Autonum система автоматически нумерует строки.
Используя Autonum, система назначает номера новым блокам, созданным в конце программы (вставленные до "Конца Буфера"). Если блок вставлен между двумя последовательно пронумерованными блоками, редактор его разбивает.
Например, если задано приращение номеров по 10(десять), то блок вставленный между N30 и N40 получает номер N35. Если блоки вставляется, тогда когда не может быть разделений, редактор автоматически перенумеровывает программу, начинающуюся с нового блока и заканчивающуюся последним блоком в памяти программы.
Индикатор Insert /Over в верхнем правом углу экрана показывает, находится ли редактор в режиме вставки символа или перезаписи.
1.При использовании режима Insert, введенные символы вставляются перед текущим символом.
2.В режиме Overwrite, введенный символ заменяет текущий выделенный символ и перемещает
курсор к следующему символу.
Статус состояния показывает следующую информацию:
3.Позиция курсора R- для ряда, C- для столбца, B-для текущего номера блока.
Номер блока - это физический блок, включающий обозначение первоначального процентного отношения и непоследовательного номера, введенного оператором.
4.Состояние пропуска блока - распознаются и выполняются (пропуск отключен) или игнорируются
(пропуск включен) блоки с символом I.
5.Свободно - % - указывает число байтов, доступных для программных блоков NC.
Большие программы.
Если программа выходит за пределы по объему памяти исполнительной информации, то шпиндель поднимается по своей оси Z и появляется сообщение «Перегрузка буфера.» Инструмент будет поднят от детали. После новой загрузки, ось Z возвращает инструмент к поверхности детали и выполнение программы продолжается. Имеется также возможность, изменить расстояние отхода инструмента по оси Z от детали, используя экран «Основные параметры». Номер блока отмеченный в проверке как ошибочный по какому-нибудь параметру, не может дальше находится в памяти программы. Программа должна быть перезагружена для нахождения блока, на который указывает ошибка.
Распределение.
Доступная память отображается в Free (свободно): в области xxxxxxx вверху каждого экрана, где xxxxxxx представляет объем доступной памяти, включая оперативную память.
Каждый блок NC имеет некоторую загруженность по объему (21 байт на каждую строку). Число байтов для NC программы показано на экране «Текущая директория».
Для каждой строки в программе NC (включая строки % и E) эти дополнительные 21 байт памяти используются для того, чтобы форматировать и отображать программу. Поэтому, программа с 1000 строк будут потреблять дополнительные 21 000 байтов памяти. Объем памяти, необходимый для загрузки программы, зависит от суммы этих значений:
-Размер программы
-Число строк умноженное на 21
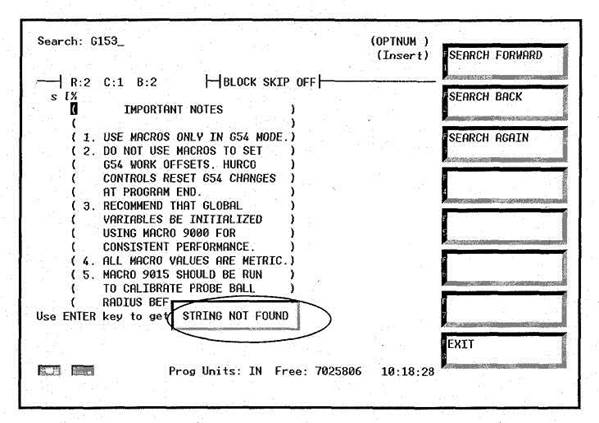
Экран редактора NC отображает клики программного поиска. На эти вызовы приходит соответствующее сообщение. Например, выведенное на экран сообщение "….. NOT FOUND" показывает, что кода G53 в программе нет.
|
Рисунок 3-3. Сообщение редактора NC.
Область в центре экрана - это область редактирования NC. Четыре пробела слева от программного блока зарезервированы для индикаторов программных блоков, таких, как упомянутые ниже:
| Индикатор программного блока | Определение |
| / | Игнорировать символ |
| s | Начало программы |
| e | Конец метки |
| [ | Запуск графики |
| ] | Остановка графики |
| # | Запуск и остановка графики в одной строке |
| От 0 до 9 | Отметка теговых номеров |
| * | Отметка теговых диапазонов |
Проверка синтаксиса.
Редактор NC предлагает проверкуСинтаксиса, которая обеспечивает правильный порядок и
соответствие всех символов в программе и выявляет следующее:
-Незавершенные блоки.
-Незавершенные адреса.
-Ошибки нумерации
При проверке блоков на ошибки, система обеспечивает ввод корректных символов в текущем активном коде G. Блоки, нарушающие правила синтаксиса, появляются на экране с пометкой слева "ERR" (Допускающаяся ошибка), как показано ниже:
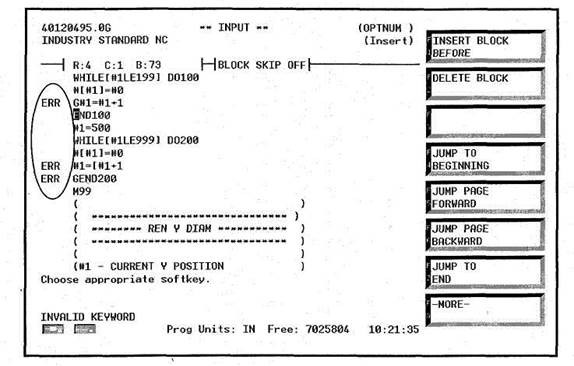
Рисунок 3-4. Ошибка синтаксиса.

Подсказки: Чтобы избежать ошибки, необходимо настроить единицы измерения, в соответствии с единицами в импортированной программе. Это обеспечивается переключением функциональной клавиши выбора
«Дюйм или Метрическая» в редакторе NC. Программное обеспечение предлагает Проверку Диапазонов. Диапазоны определяются после вычисления. Несколько различных уровней проверки диапазонов представлены в значениях используемых в программах NC. Все символы адресов тестируются на соответствие по допустимым значениям.
| Адреса | Определение | Английский диапазон | Метрический диапазон |
| : | Программный номер | 0.0 до 9999 | 0.0 до 9999 |
| F | Подача | 0.0 до 999.9 | 0.0 до 99999.9 |
| G | Коды G | 0.0 до 255.0 | 0.0 до 255.0 |
| H | Корректировка инструмента | 0.0 до 200.0 | 0.0 до 200.0 |
| K | Повтор стандартных циклов | 0.0 до 6.0 | 0.0 до 6.0 |
| M | Коды М | 0.0 до 255.0 | 0.0 до 255.0 |
| N | Последовательные номера | 0.0 до 9999999 | 0.0 до 9999999 |
| P | Программный номер | 0.0 до 9999 | 0.0 до 9999 |
| R | Угол поворота | 0.0 до 360.0 | 0.0 до 360.0 |
| S | Скорость шпинделя | 0.0 до 65535.0 | 0.0 до 65535.0 |
| T | Номер инструмента | 0.0 до 99.0 | 0.0 до 99.0 |
Таблица 3-1. Английский стандарт и метрические диапазоны для символов в программировании NC.
 Следующий шаг:
Следующий шаг:
Для информации о редактировании существующей программы NC
смотреть раздел «Редактирование программы NC»
|
|
|

Индивидуальные очистные сооружения: К классу индивидуальных очистных сооружений относят сооружения, пропускная способность которых...

Особенности сооружения опор в сложных условиях: Сооружение ВЛ в районах с суровыми климатическими и тяжелыми геологическими условиями...

Наброски и зарисовки растений, плодов, цветов: Освоить конструктивное построение структуры дерева через зарисовки отдельных деревьев, группы деревьев...
Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
© cyberpedia.su 2017-2026 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!

