Технологическая карта на монтаж КОЛОНН НА НИЖЕСТОЯЩИЕ
Область применения
Данная технологическая карта разработана на монтаж сборных железобетонных колонн на нижестоящие многоэтажного общественного здания с сеткой колонн 6Х6м, высотой этажа 3.6м. Размер секции в плане 54х24м. Масса колонны 1.42 т. В состав работ, рассматриваемых картой, входят:
1. Установка колонны на нижестоящую;
2. электросварка монтажных стыков колонн;
3. заливка стыковых швов колонн.
Работы выполняются в летнее время в две смены в г. Саратов башенным краном марки КБ-504. Объем работ, охватываемых картой – 83 колонны (103, 75 м3).
7.2. Технология и организация выполнения работ:
Требования законченности подготовительных и предшествующих работ
До начала монтажа колонн на нижестоящие должны быть выполнены организационно-подготовительные мероприятия в соответствии с СП 48.13330.2011 Организация строительства, Актуализированная редакция СНиП 12-01-2004 (с Изменением N 1), а также все работы в соответствии с проектом производства работ.
Кроме того, должны быть выполнены следующие работы:
- смонтированы и закреплены в проектном положении нижестоящие колонны и ригели с проверкой правильности их положения в плане и по высоте;
- установлен и закреплён к колонне кондуктор;
- оформлен акт приёмки выполненных монтажных работ в соответствии со СНиП 3.03.01-87 Актуализированная редакция.
Требования к технологии производства работ
Сборные железобетонные колонны завозятся на объект тягачом МАЗ-6422 и полуприцепом – МАЗ-9389 грузоподъёмностью 38,7 т по 6 колонн.
Доставляемые на объект колонны разгружаются башенным краном КБ-504 и раскладываются в зоне его действия. Запас конструкций должен составлять полную потребность в них. Разгрузка ведется при помощи траверса марки ПИ 20527М-13
Монтаж колонн на нижестоящие производится свободным методом с подачей их башенным краном марки КБ-504 в зону установки отдельными элементами.
В качестве основной принята схема с односторонним расположением башенного крана.
Выбор башенного крана для монтажа плит перекрытия по требуемым рабочим параметрам.
Q=kq=1.1*4.8=5.28 т
Hтр=h0+hg+hc+hп=15.855+10.8+2.2+2+1=31.855 м
Lстр=a/2+b+c=6/2+6.8+24=33.8 м
с=23м
а=6м
b=5.5+1.0=0.3=6.8м
По принятым характеристикам подбираем кран БК-КБ-504
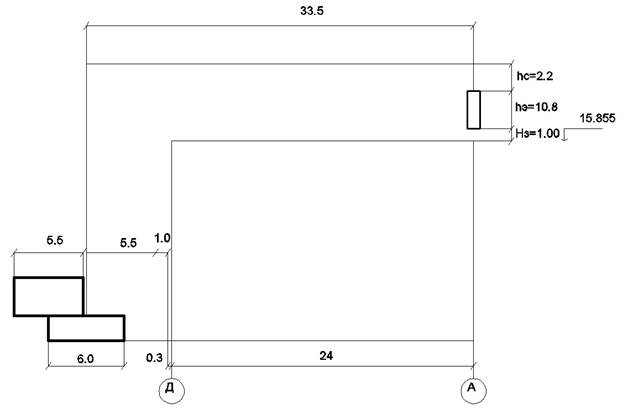
Наиболее близко этим параметрам соответствует башенный кран КБ-504
Таким образом, монтаж колонн на нижестоящие колонны выполняется при помощи одного башенного крана КБ-504. Направление монтажа колонн и движения монтажного крана, а также места его стоянок показаны в графической части.
Монтаж колонн с применением одиночных кондукторов ведет звено из пятерых монтажников. Вначале на оголовке нижележащей колонны закрепляют кондуктор (рис.2). Колонну, поданную к месту установки, на высоте 30...40 см над кондуктором принимают монтажники и разворашивают в нужное положение. Установленную колонну временно закрепляют регулировочными винтами. Изменение положения колонны по вертикали обеспечивается вращением регулировочных винтов верхней обоймы. К расстроповке колонн приступают только после ее закрепления и выверки
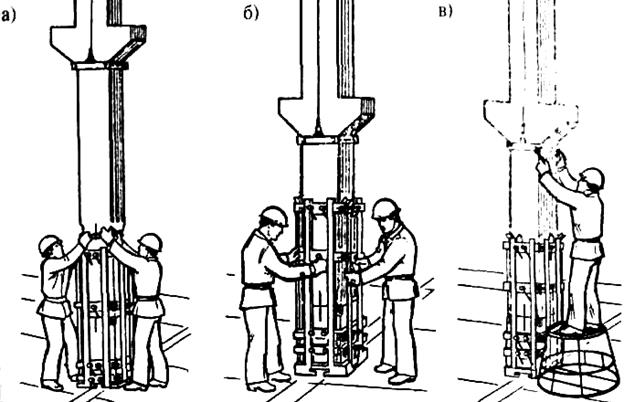
Рис. 2 Последовательность монтажа колонны с применением одиночных кондукторов:
а - опускание и прием колонны, б - установка колонны на оголовок ранее смонтированной колонны, в - расстроповка
Монтаж колонн крайнего ряда ведут с выносных площадок (рис.3).

Рис.3. Установка монтажной площадки на колонну крайнего ряда:
1 - плита перекрытия, 2 - выносная площадка, 3 - колонна
Вертикальность колонн проверяют двумя теодолитами, устанавливаемыми По двум взаимно перпендикулярным осям. Отвесы допускается применять только для выверки одноэтажных колонн верхнего этажа с сеткой колонн 6х6 и 6х9 м. После выверки колонны по вертикали ее освобождают от стропов и сваривают арматурные выпуски.
Выпуски стыков соединяют ручной сваркой. Чтобы снизить влияние сварочных напряжений на прочность железобетонных конструкций арматурные выпуски сваривают одновременно с двух сторон по диагонали.
Работы по монтажу колонн на нижестоящие выполняются одним монтажным звеном на одном башенном кране КБ-405. Монтажное звено состоит из 5 человек:
| монтажник конструкций ‒ звеньевой
| 5 разряда – 1;
|
| монтажник конструкций
| 4 разряда – 1;
|
| монтажник конструкций
монтажник конструкций
| 3 разряда – 2.
2 разряда -1.
|
| Электросварочные работы выполняет звено из 4 человек:
|
| Электросварщик
Электросварщик
Электросварщик
Электросварщик
| 6 разряда – 1.
5 разряда - 1.
4 разряда - 1.
3разряда - 1.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Процесс начинается с подготовки сборного элемента к подаче в зону монтажа и подготовки рабочего места непосредственно в зоне монтажа.
 Рис.10. Схема организации рабочего места при установке колонн на оголовки нижележащих с использованием одиночного кондуктора:
МС - рабочая позиция рабочего, выполняющего монтажные работы, старшего в звене, М - рабочая позиция рабочего, выполняющего монтажные работы,
1 - одиночный кондуктор на предыдущей стоянке, 2 - установленная колонна, 3 -оголовок нижележащей колонны, 4 - теодолит, 5 - монтажный стальной лом, 6 - ящик с ручным инструментом
Подготовкой колонн занимается такелажник. Он осматривает поверхность элемента, очищает его от грязи, а закладные детали - от наплывов бетона, с помощью металлического метра наносит осевые риски на двух взаимно перпендикулярных плоскостях в верхней и нижней части колонны. Стропует элемент, надевая канатный строп на крюки. Для подачи колонн служат различные грузозахватные устройства: траверсы, захваты и т.д. Характер действия такелажника зависит от грузозахватного устройства. В правильности и надежности строповки такелажник удостоверяется после подъема колонны на высоту 200... 300 мм. Проверив строповку, такелажник разрешает подать колонну в зону монтажа.
Готовя свое рабочее место, монтажники раскладывают инструменты согласно схеме организации рабочего места, перемещают кондуктор, наносят осевые риски на торец оголовка нижележащей колонны по двум взаимно перпендикулярным плоскостям, устанавливают и выверяют теодолиты.
Для перемещения кондуктора его вначале демонтируют на предыдущей позиции после постоянного закрепления смонтированной колонны.
Кондуктор снимают краном. Для этого его стропуют и ослабляют винты крепления кондуктора к оголовку нижележащей колонны. При использовании разъемных кондукторов их разъединяют на две части и в таком состоянии перемещают на новую позицию. Туда же переходят и монтажники. В новой позиции монтажники принимают кондуктор и надевают на оголовок колонны. Нижними винтами крепят кондуктор к нижележащей колонне. У разъемного кондуктора обе части соединяют между собой и скрепляют винтами.
Монтируемую колонну монтажники ориентируют в нужном направлении и медленно опускают в кондуктор. После соприкосновения опорных торцов монтируемой и нижележащей колонн установленный элемент закрепляют в кондукторе винтами. После этого монтажники снимают стропы с элемента. Для этого освобождают крюки универсального грузозахватного устройства от канатного стропа, и строп снимают.
Освободившийся кран перемещается для обслуживания другого звена.
При выверке колонны вначале совмещают торцы нижележащего элемента и монтируемого. Для этого добиваются совпадения рисок на пеньке нижележащей колонны и на грани монтируемой в ее нижней части (у торца). Проверка проводится визуально. При необходимости монтажными ломиками смещают торец устанавливаемой колонны в нужном направлении. В итоге должны полностью совпадать риски по двум взаимно перпендикулярным плоскостям.
После этого выверяют колонну по вертикали. Признаком того, что колонна заняла вертикальное положение, является расположение осевых рисок в верхней и нижней части колонны по двум взаимно перпендикулярным плоскостям на одной вертикали. Для выверки трубу теодолита направляют на нижнюю риску на колонне, закрепляют горизонтальный круг инструмента и поднимают трубу к верхней риске. При отклонении ослабляют винты кондуктора с той стороны, куда надо сместить колонну, а затем закручивают винты с противоположной стороны. Такая выверка продолжается до полного совпадения рисок по вертикали в двух плоскостях.
На этом монтаж колонны заканчивается и в производственных условиях приступают к сварочным работам с последующим замоноличиванием.
Рис.10. Схема организации рабочего места при установке колонн на оголовки нижележащих с использованием одиночного кондуктора:
МС - рабочая позиция рабочего, выполняющего монтажные работы, старшего в звене, М - рабочая позиция рабочего, выполняющего монтажные работы,
1 - одиночный кондуктор на предыдущей стоянке, 2 - установленная колонна, 3 -оголовок нижележащей колонны, 4 - теодолит, 5 - монтажный стальной лом, 6 - ящик с ручным инструментом
Подготовкой колонн занимается такелажник. Он осматривает поверхность элемента, очищает его от грязи, а закладные детали - от наплывов бетона, с помощью металлического метра наносит осевые риски на двух взаимно перпендикулярных плоскостях в верхней и нижней части колонны. Стропует элемент, надевая канатный строп на крюки. Для подачи колонн служат различные грузозахватные устройства: траверсы, захваты и т.д. Характер действия такелажника зависит от грузозахватного устройства. В правильности и надежности строповки такелажник удостоверяется после подъема колонны на высоту 200... 300 мм. Проверив строповку, такелажник разрешает подать колонну в зону монтажа.
Готовя свое рабочее место, монтажники раскладывают инструменты согласно схеме организации рабочего места, перемещают кондуктор, наносят осевые риски на торец оголовка нижележащей колонны по двум взаимно перпендикулярным плоскостям, устанавливают и выверяют теодолиты.
Для перемещения кондуктора его вначале демонтируют на предыдущей позиции после постоянного закрепления смонтированной колонны.
Кондуктор снимают краном. Для этого его стропуют и ослабляют винты крепления кондуктора к оголовку нижележащей колонны. При использовании разъемных кондукторов их разъединяют на две части и в таком состоянии перемещают на новую позицию. Туда же переходят и монтажники. В новой позиции монтажники принимают кондуктор и надевают на оголовок колонны. Нижними винтами крепят кондуктор к нижележащей колонне. У разъемного кондуктора обе части соединяют между собой и скрепляют винтами.
Монтируемую колонну монтажники ориентируют в нужном направлении и медленно опускают в кондуктор. После соприкосновения опорных торцов монтируемой и нижележащей колонн установленный элемент закрепляют в кондукторе винтами. После этого монтажники снимают стропы с элемента. Для этого освобождают крюки универсального грузозахватного устройства от канатного стропа, и строп снимают.
Освободившийся кран перемещается для обслуживания другого звена.
При выверке колонны вначале совмещают торцы нижележащего элемента и монтируемого. Для этого добиваются совпадения рисок на пеньке нижележащей колонны и на грани монтируемой в ее нижней части (у торца). Проверка проводится визуально. При необходимости монтажными ломиками смещают торец устанавливаемой колонны в нужном направлении. В итоге должны полностью совпадать риски по двум взаимно перпендикулярным плоскостям.
После этого выверяют колонну по вертикали. Признаком того, что колонна заняла вертикальное положение, является расположение осевых рисок в верхней и нижней части колонны по двум взаимно перпендикулярным плоскостям на одной вертикали. Для выверки трубу теодолита направляют на нижнюю риску на колонне, закрепляют горизонтальный круг инструмента и поднимают трубу к верхней риске. При отклонении ослабляют винты кондуктора с той стороны, куда надо сместить колонну, а затем закручивают винты с противоположной стороны. Такая выверка продолжается до полного совпадения рисок по вертикали в двух плоскостях.
На этом монтаж колонны заканчивается и в производственных условиях приступают к сварочным работам с последующим замоноличиванием.
|
|
| | | |
7.2.3. Указания по осуществлению контроля и оценки качества работ в соответствии с требованиями глав СНиП на производство и приемку работ и перечень требуемых актов освидетельствования скрытых работ.
Входной контроль.
1. Монтаж колонн разрешается производить только после инструментальной проверки соответствия проекту планового положений фундаментов и приемки их по акту.
2. Проектное положение колонн следует выверять по двум взаимно перпендикулярным направлениям.
Низ колонн следует выверять, совмещая риски, обозначающие их геометрические оси в нижнем сечении, с рисками разбивочных осей или геометрических осей ниже установленных колонн. Способ опирания колонн на дно стакана должен обеспечивать закрепление колонны от горизонтального перемещения на период до замоноличивания узла.
3. Верх колонн многоэтажных зданий следует выверять, совмещая геометрические оси колонн в верхнем сечении с рисками разбивочных осей, а колонн одноэтажных зданий - совмещая геометрические оси колонн в верхнем сечении с геометрическими осями в нижнем сечении.
4. Выверку низа рам в продольном и поперечном направлениях следует производить путем совмещения рисок геометрических осей с рисками разбивочных осей или осей стоек в верхнем сечении нижестоящей рамы.
Выверку верха рам надлежит производить следующим образом: из плоскости рам - путем совмещения рисок осей стоек рам в верхнем сечении относительно разбивочных осей, в плоскости рам - путем соблюдения отметок опорных поверхностей стоек рам.
5. Применение не предусмотренных проектом прокладок в стыках колонн и стоек рам для выравнивания высотных отметок и приведения их в вертикальное положение без согласования с проектной организацией не допускается.
6. При установке колонн и рам необходимо соблюдать требования, приведенные в таблице 3.1.
Таблица 3.1
(СНиП 3.03.01-87, таблица 12)
|
Технические требования
|
Предельные отклонения, мм
|
Контроль (метод, объем, вид регистрации)
|
|
|
|
|
|
1. Отклонение от совмещения ориентиров (рисок геометрических осей, граней) в нижнем сечении колонн, рам с установочными ориентирами (рисками разбивочных или геометрических осей)
|
|
Измерительный, каждый элемент, геодезическая исполнительная схема
|
|
2. Отклонение осей колонн одноэтажных зданий в верхнем сечении от вертикали при их длине, м:
до 4;
св. 4 до 8;
“ 8 ” 16
“ 16 ” 25
|
|
То же
|
|
3. Разность отметок верха колонн или опорных площадок (кронштейнов, консолей) одноэтажных зданий при их длине, м:
до 4;
св. 4 до 8;
“ 8 ” 16
“ 16 ” 25
|
|
“
|
|
4. Отклонение от совмещения ориентиров (рисок геометрических осей) в верхнем сечении колонн многоэтажных зданий с рисками разбивочных осей при длине колонн, м;
до 4;
св. 4 до 8;
“ 8 ” 16
“ 16 ” 25
|
|
“
|
|
5. Разность отметок верха колонн каждого яруса многоэтажного здания (сооружения) в пределах выверяемого участка при:
контактной установке;
установке по маякам
|
12 + 2п
|
“
|
|
п - порядковый номер яруса колонн
|
7. При монтаже должен осуществляться постоянный геодезический контроль за соответствием положения конструкций проектному. Результаты геодезического контроля отдельных участков и ярусов должны оформляться исполнительной схемой.
Сборные бетонные и железобетонные конструкции и детали должны изготовляться по типовым рабочим чертежам в соответствии с действующими ГОСТ, нормалями и каталогами. Новые конструкции и детали, на которые ГОСТ и нормали не разработаны, должны изготовляться по утвержденным техническим условиям (ТУ) и рабочим чертежам. Все бетонные и железобетонные конструкции и детали должны отпускаться с заводов и полигонов с установленной прочностью. Отпускаемые на стройки сборные бетонные и железобетонные конструкции и элементы принимаются отделом технического контроля (ОТК) завода-изготовителя, который ставит штамп, свидетельствующий о том, что принятая конструкция или элемент соответствует действующим ГОСТ и ТУ.
При приемке поступающих на приобъектный склад элементов необходимо руководствоваться следующими правилами:
1. Каждая партия бетонных и железобетонных элементов должна сопровождаться паспортом, выданным заводом-изготовителем. Паспорт вместе с накладными передается потребителю. В паспорте должны быть указаны наименование и адрес завода-изготовителя, номер паспорта (серии или партии выпуска), наименование детали по ГОСТ или ТУ, количество деталей, дата изготовления, номер браковщика ОТК, прочность бетона.
2. Элементы должны иметь установленную прочность и тщательную отделку лицевых поверхностей, ребер, углов, кромок и проемов, исключающую необходимость дальнейшей обработки элементов на строительной площадке (кроме шпатлевки или окраски).
3. Каждый элемент должен иметь хорошо видимую маркировку, выполненную несмываемой краской при помощи трафаретов или резиновых штампов. На марке-штампе указываются предприятие-изготовитель, марка элемента, дата изготовления, номер контролера ОТК.
4. На элементах, не имеющих монтажных петель, должны быть отмечены места строповки. Фундаментные подушки-стаканы, колонны должны иметь риски, обозначающие оси элементов. Нанесение рисок производится в виде канавок треугольного сечения или масляной краской с очерчиванием на ней осевой линии. В тех случаях, когда верх элемента трудно отличим от низа или когда он имеет несимметричную арматуру, на элементе должна быть надпись "верх". Марка-штамп на таких элементах ставится так, чтобы основание знаков было обращено к нижней поверхности элемента, что позволяет судить о его рабочем положении.
5. Каждое крупное изделие подвергается проверке, мелкие детали и бетонные блоки проверяются выборочно. При этом пользуются стальной рулеткой или метром с ценой деления 1 мм. Правильность лицевых поверхностей крупноразмерных элементов проверяется рейкой длиной 2 м.
6. При приемке сборных элементов проверяют: соответствие размеров и геометрической формы элементов проектным данным; размеры и расположение борозд, четвертей, закладных деталей, выпусков арматуры, монтажных петель, забетонированных санитарно-технических, электромонтажных и других проводок; качество поверхности изделий, наличие трещин, сколов, наплывов, пятен и т.п., толщину защитного (отделочного) слоя и прочность его связи с бетоном.
7. Отклонения фактических размеров и формы сборных бетонных и железобетонных изделий от проектных не должны превышать установленных величин (таблица 3.2).
Допускаемые отклонения от проектных размеров основных видов бетонных и железобетонных элементов, мм:
Таблица 3.2
|
Элементы, параметры
|
Предельное отклонение, мм
|
|
Колонны (ГОСТ 18979-90, ГОСТ 10922-90):
|
|
|
|
длина общая для колонн до 4,5
|
|
 5 5
|
|
свыше 4,5 до 9 м
|
|
7
|
 9 15 м 9 15 м
|
|
10
|
|
15 21 м
|
|
16
|
|
размеры поперечного сечения и вынос консоли
|
|
5
|
|
длина от нижнего торца до опорной плоскости консоли:
|
|
|
|
для колонн до 4,5 м
|
|
4
|
|
свыше 4,5 до 9 м
|
|
5
|
|
9 15 м
|
|
7
|
|
15 21 м
|
|
10
|
|
расстояние между опорными плоскостями консолей
|
|
4
|
|
смещение выступов продольной арматуры относительно оси колонн
|
|
5
|
|
расстояние между выступами продольной арматуры
|
|
5
|
|
отклонение длины выпусков продольной арматуры
|
|
0; 30
|
|
Высота местных наплывов и глубина впадин:
|
|
|
|
на поверхностях, предназначенных под окраску и внутри здания
|
|
|
|
лицевых неотделываемых
|
|
|
|
нелицевых (невидимых после монтажа)
|
|
|
|
диаметр (глубина) раковин на поверхностях, предназначенных под окраску и внутри здания
|
|
1(1)
|
|
лицевых неотапливаемых
|
|
6(3)
|
|
нелицевых (невидимых после монтажа)
|
|
15(5)
|
|
Смещение закладных деталей от проектного положения:
в плоскости элемента при длине закладных деталей:
|
|
|
|
до 100 мм
|
|
5
|
|
свыше 100 мм
|
|
10
|
|
из плоскости элемента
|
|
3
|
На отбракованные элементы составляется акт с участием представителей генерального подрядчика, монтирующей организации и предприятия-изготовителя.
Поступающие на монтажную площадку сборные элементы должны храниться в штабелях, пирамидах или кассетах, при этом должны быть приняты меры, исключающие возможность их деформации и загрязнения.
Операционный контроль качества работ по монтажу плит перекрытия выполняется в соответствии с требованиями главы СНиП 3.03.01-87 Актуализированная редакция.
|
|
Этапы работ
|
Контролируемые операции
|
Контроль
(метод, объем)
|
Документация
|
|
|
Подготовительные работы
|
Проверить:
- наличие документа о качестве;
- качество поверхностей, точность геометрических параметров, внешний вид колонн;
- очистку опорных поверхностей колонн и фундамента от мусора, грязи, снега и наледи;
- наличие акта освидетельствования ранее выполненных скрытых работ;
- наличие разметки, определяющей проектное положение колонн в стаканах фундаментов.
|
Визуальный
Визуальный, измерительный, каждый
элемент
Визуальный
То же
Технический осмотр, измерительный, каждый элемент
|
Паспорта
(сертификаты),
общий журнал работ,
акт освидетель- ствования (приемки) ранее выполненных работ
|
|
|
Монтаж колонн
|
Контролировать:
- установку колонн в проектное положение (отклонение от совмещения рисок геометрических осей в нижнем и верхнем сечениях установленных колонн с рисками разбивочных осей, разность отметок верха колонн);
- надежность временного крепления;
- качество бетонных работ при замоноличивании колонн.
|
Измерительный, каждый элемент
Технический осмотр
Визуальный,
лабораторный
|
Общий
журнал
работ
|
|
|
Приемка выполненных работ
|
Проверить:
- фактическое положение смонтированных колонн;
- соответствие закрепления колонн проектным.
|
Измерительный,
каждый элемент
Визуальный,
технический осмотр
|
Акт освидетель- ствования скрытых работ, исполнительная геодезическая схема, акт приемки выполненных работ
|
|
|
Контрольно-измерительный инструмент: отвес, рулетка металлическая, линейка металлическая, нивелир, теодолит.
|
|
|
Операционный контроль осуществляют: мастер (прораб), геодезист - в процессе работ.
Приемочный контроль осуществляют: работники службы качества, мастер (прораб), представители технадзора заказчика.
|
СНиП 3.03.01-87 п.п. 3.7, 3.16, табл.12
Требования к качеству применяемых материалов
ГОСТ 25628-90 Колонны железобетонные для одноэтажных производственных зданий. Общие технические условия.
Значения действительных геометрических параметров колонн не должны превышать предельных, указанных в нижеследующей таблице.
|
|
Вид отклонения геометрического параметра
|
Геометрический параметр
|
Предельные отклонения, мм
|
|
|
Отклонение от номинального линейного размера.
|
Длина колонн, расстояние от нижнего торца колонны до опорной плоскости консоли, расстояние между опорными плоскостями консолей при минимальном размере, мм:
|
|
|
|
|
до 4000
|
|
|
|
|
св. 4000 до 8000
|
|
|
|
|
св. 8000
|
|
|
|
|
Поперечное сечение колонны, размеры консолей, вырезов и выступов
|
|
|
|
Отклонение от проектного положения закладных изделий.
|
в плоскости колонны
из плоскости колонны
|
|
|
|
Отклонение от прямолинейности.
|
Профиль лицевой поверхности колонны длиной, мм:
|
|
|
|
|
до 4000
|
|
|
|
|
св. 4000 до 8000
|
|
|
|
|
св. 8000
|
|
|
|
Отклонение от перпендикулярности.
|
Сечение колонны, мм
до 400х400
|
|
Поставленные на монтаж колонны не должны иметь:
- жировых и ржавых пятен на лицевых поверхностях колонн;
- трещин на внешней поверхности колонн, за исключением местных поверхностных усадочных, ширина которых не должна превышать 0,1 мм;
- наплывов бетона на открытых поверхностях стальных закладных изделий, выпусках арматуры и монтажных петлях.
Инвентаря и приспособлений
| №
п/п
| Наименование машин, механизмов и оборудования
| Тип, марка, ГОСТ, ТУ или организация-разработчик, номер рабочего чертежа
| Техническая характеристика
| Назначение
| Количество на звено (бригаду), шт.
|
|
|
|
|
|
|
|
|
| Строп 4-х ветв.
| ИСК.1-0,63 ПИ промсталь констр. 21059
| г/п 6 т.
| Монтаж сб. конструкций
|
|
График производства работ
Измеритель конечной продукции_(здание,захватка)
| № п/п
| Наименование работ
| Ед. изм.
| Объем работ
| Затраты труда
| При-нятый состав звена
| Продол-житель-ность процессачас.
| Рабочие дни (часы)
|
| рабо-чих, чел.-ч.
| машини-ста маш.-ч.)
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| Установка колонн массой до 3т. в стаканы фундам., без кондукторов
| 1 шт.
|
| 177,6
| 35,5
| М5р-1 М4р-1 М3р-2 М2р-1
| 35,4
|
|
|
|
|
|
|
|
|
|
|
| Заделка стыков колонн с фундамент.
| 1 ст.
|
| 32,4
| ____
| М4р-1 М3р-1
| 16,2
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Пояснения к таблице:
График производства работ, в которой составляется на принятый измеритель конечной продукции с использованием данных калькуляции затрат труда и машинного времени. График составляют исходя из восьмичасового рабочего дня. Составы звеньев принимаются согласно ЕНиР и другим нормам и расценкам.
Таблица нормативных допусков

Пояснение к таблице:
Таблица нормативных допусков приводится с указанием эскиза, № отклонения по эскизу, наименования отклонения и значением допуска в мм. Таблица должна быть дополнена аксонометрической схемой объекта контроля с указанием мест проведения замеров отклонений.
14. Состав бригады
| №
| Профессия, разряд, количество
| Перечень выполняемых операций
|
| 1.
| Монтажник конструкций- 5разряд
| Даётся описание выполняемых операций
|
|
|
|
|
ТЭП
Приводятся результаты расчетов технико-экономических показателей технологической карты:
ПРИМЕР:
ТЭП
|
| Затраты труда на весь объем работ
| 24.6
| чел-дн.
|
|
| Затраты машиносмен на весь объем работ
| 12.3
| маш-см.
|
|
| Затраты труда на принятую единицу измерения
| 2.2
| чел.-час (чел-дн)
|
|
| Выработка на одного рабочего в смену
| 5,4
| М2 или м3, или штук, …. (выбрать свой вариант)
|
|
| Продолжительность выполнения работ
|
| дней
|
Технологическая карта на монтаж КОЛОНН НА НИЖЕСТОЯЩИЕ
Область применения
Данная технологическая карта разработана на монтаж сборных железобетонных колонн на нижестоящие многоэтажного общественного здания с сеткой колонн 6Х6м, высотой этажа 3.6м. Размер секции в плане 54х24м. Масса колонны 1.42 т. В состав работ, рассматриваемых картой, входят:
1. Установка колонны на нижестоящую;
2. электросварка монтажных стыков колонн;
3. заливка стыковых швов колонн.
Работы выполняются в летнее время в две смены в г. Саратов башенным краном марки КБ-504. Объем работ, охватываемых картой – 83 колонны (103, 75 м3).
7.2. Технология и организация выполнения работ:
Требования законченности подготовительных и предшествующих работ
До начала монтажа колонн на нижестоящие должны быть выполнены организационно-подготовительные мероприятия в соответствии с СП 48.13330.2011 Организация строительства, Актуализированная редакция СНиП 12-01-2004 (с Изменением N 1), а также все работы в соответствии с проектом производства работ.
Кроме того, должны быть выполнены следующие работы:
- смонтированы и закреплены в проектном положении нижестоящие колонны и ригели с проверкой правильности их положения в плане и по высоте;
- установлен и закреплён к колонне кондуктор;
- оформлен акт приёмки выполненных монтажных работ в соответствии со СНиП 3.03.01-87 Актуализированная редакция.
Требования к технологии производства работ
Сборные железобетонные колонны завозятся на объект тягачом МАЗ-6422 и полуприцепом – МАЗ-9389 грузоподъёмностью 38,7 т по 6 колонн.
Доставляемые на объект колонны разгружаются башенным краном КБ-504 и раскладываются в зоне его действия. Запас конструкций должен составлять полную потребность в них. Разгрузка ведется при помощи траверса марки ПИ 20527М-13
Монтаж колонн на нижестоящие производится свободным методом с подачей их башенным краном марки КБ-504 в зону установки отдельными элементами.
В качестве основной принята схема с односторонним расположением башенного крана.
Выбор башенного крана для монтажа плит перекрытия по требуемым рабочим параметрам.
Q=kq=1.1*4.8=5.28 т
Hтр=h0+hg+hc+hп=15.855+10.8+2.2+2+1=31.855 м
Lстр=a/2+b+c=6/2+6.8+24=33.8 м
с=23м
а=6м
b=5.5+1.0=0.3=6.8м
По принятым характеристикам подбираем кран БК-КБ-504
Наиболее близко этим параметрам соответствует башенный кран КБ-504
Таким образом, монтаж колонн на нижестоящие колонны выполняется при помощи одного башенного крана КБ-504. Направление монтажа колонн и движения монтажного крана, а также места его стоянок показаны в графической части.
Монтаж колонн с применением одиночных кондукторов ведет звено из пятерых монтажников. Вначале на оголовке нижележащей колонны закрепляют кондуктор (рис.2). Колонну, поданную к месту установки, на высоте 30...40 см над кондуктором принимают монтажники и разворашивают в нужное положение. Установленную колонну временно закрепляют регулировочными винтами. Изменение положения колонны по вертикали обеспечивается вращением регулировочных винтов верхней обоймы. К расстроповке колонн приступают только после ее закрепления и выверки
Рис. 2 Последовательность монтажа колонны с применением одиночных кондукторов:
а - опускание и прием колонны, б - установка колонны на оголовок ранее смонтированной колонны, в - расстроповка
Монтаж колонн крайнего ряда ведут с выносных площадок (рис.3).
Рис.3. Установка монтажной площадки на колонну крайнего ряда:
1 - плита перекрытия, 2 - выносная площадка, 3 - колонна
Вертикальность колонн проверяют двумя теодолитами, устанавливаемыми По двум взаимно перпендикулярным осям. Отвесы допускается применять только для выверки одноэтажных колонн верхнего этажа с сеткой колонн 6х6 и 6х9 м. После выверки колонны по вертикали ее освобождают от стропов и сваривают арматурные выпуски.
Выпуски стыков соединяют ручной сваркой. Чтобы снизить влияние сварочных напряжений на прочность железобетонных конструкций арматурные выпуски сваривают одновременно с двух сторон по диагонали.
Работы по монтажу колонн на нижестоящие выполняются одним монтажным звеном на одном башенном кране КБ-405. Монтажное звено состоит из 5 человек:
| монтажник конструкций ‒ звеньевой
| 5 разряда – 1;
|
| монтажник конструкций
| 4 разряда – 1;
|
| монтажник конструкций
монтажник конструкций
| 3 разряда – 2.
2 разряда -1.
|
| Электросварочные работы выполняет звено из 4 человек:
|
| Электросварщик
Электросварщик
Электросварщик
Электросварщик
| 6 разряда – 1.
5 разряда - 1.
4 разряда - 1.
3разряда - 1.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| Процесс начинается с подготовки сборного элемента к подаче в зону монтажа и подготовки рабочего места непосредственно в зоне монтажа.
Рис.10. Схема организации рабочего места при установке колонн на оголовки нижележащих с использованием одиночного кондуктора:
МС - рабочая позиция рабочего, выполняющего монтажные работы, старшего в звене, М - рабочая позиция рабочего, выполняющего монтажные работы,
1 - одиночный кондуктор на предыдущей стоянке, 2 - установленная колонна, 3 -оголовок нижележащей колонны, 4 - теодолит, 5 - монтажный стальной лом, 6 - ящик с ручным инструментом
Подготовкой колонн занимается такелажник. Он осматривает поверхность элемента, очищает его от грязи, а закладные детали - от наплывов бетона, с помощью металлического метра наносит осевые риски на двух взаимно перпендикулярных плоскостях в верхней и нижней части колонны. Стропует элемент, надевая канатный строп на крюки. Для подачи колонн служат различные грузозахватные устройства: траверсы, захваты и т.д. Характер действия такелажника зависит от грузозахватного устройства. В правильности и надежности строповки такелажник удостоверяется после подъема колонны на высоту 200... 300 мм. Проверив строповку, такелажник разрешает подать колонну в зону монтажа.
Готовя свое рабочее место, монтажники раскладывают инструменты согласно схеме организации рабочего места, перемещают кондуктор, наносят осевые риски на торец оголовка нижележащей колонны по двум взаимно перпендикулярным плоскостям, устанавливают и выверяют теодолиты.
Для перемещения кондуктора его вначале демонтируют на предыдущей позиции после постоянного закрепления смонтированной колонны.
Кондуктор снимают краном. Для этого его стропуют и ослабляют винты крепления кондуктора к оголовку нижележащей колонны. При использовании разъемных кондукторов их разъединяют на две части и в таком состоянии перемещают на новую позицию. Туда же переходят и монтажники. В новой позиции монтажники принимают кондуктор и надевают на оголовок колонны. Нижними винтами крепят кондуктор к нижележащей колонне. У разъемного кондуктора обе части соединяют между собой и скрепляют винтами.
Монтируемую колонну монтажники ориентируют в нужном направлении и медленно опускают в кондуктор. После соприкосновения опорных торцов монтируемой и нижележащей колонн установленный элемент закрепляют в кондукторе винтами. После этого монтажники снимают стропы с элемента. Для этого освобождают крюки универсального грузозахватного устройства от канатного стропа, и строп снимают.
Освободившийся кран перемещается для обслуживания другого звена.
При выверке колонны вначале совмещают |






