Вопрос 1.
Характеристика машиностроительного производства.
Произ-во товарной продукции относится к основному производству.
Объем выпуска продукции хар-ся числом изделий, опр-ных наименований, типа размеров и исполнений изготавливаемых или ремонтируемых предприятий в течение планируемого периода времени. Программа выпуска- это установленный для данного предприятия перечень изготавливаемых или ремонтируемых изделий с указанием объема выпуска по каждому наименованию в планируемый период времени. Производственную партию составляют предметы труда одного наименования и типа размеров, запускаемые в обработку в течение опр-ного интервала времени при одном и том же подготовительно- заключительном времени на операцию. Интервал времени от начала до окончания произв-го процесса изготовления назыв. производственным циклом. К серии изделий отн-ся все изделия, изготовленные по конструкторской и технологической докум-ции без изм-ния ее обозначения. В зависимости от широты номенклатуры, регулярности, стабильности и объема выпуска различают 3 типа произ-ва: единичное, серийное и массовое.
Одной из осн-х хар-к при опр-нии типа произ-ва явл. коэффицент закрепления операций:
k з.о.= О/Р, где О- число разл-х опер-ий; Р- число рабочих мест, на кот. вып-ют разл. операции.
Единичное производство хар-ся: малым объемом выпуска одинаковых изделий, повторное изготовление которых не предусматривается. На рабочих местах ед. производства выполняют разнообразные операции на универсальных станках с использованием универсальной и стандартной технологической оснастки, требуемая точность достигается методом пробных ходов и примеров. Специальную технологическую оснастку применяют в исключительных случаях, когда без нее невозможно обойтись. Универсальность выполнения работ требует высокой квалификации рабочих.
Серийное производство характеризуется изготовлением или ремонтом изделий периодически повторяющимися партиями. В зависимости от числа изделий партии или серии и kзо различают: мелко, средне, крупносерийное производство.
20< kзо < 40 – мелкосерийное производство
40< kзо < 20 – среднесерийное производство
1< kзо < 10 – крупносерийное производство.
В серийном производстве машины изготавливают сериями, и заготовки обрабатывают партиями. В серийном производстве процесс изготовления деталей построен по принципу дифференциации операций, т.е. отдельные операции закреплены за определенным рабочим местом. Для выполнения операций используют универсальные станки, оснащенные универсальными, универсально-сборными и спец.приспособлениями, широко используют станки с числовым программным управлением, а также специализированные автоматизированные и агрегатные станки применяют режущие инструменты, а для контроля изделий применяют спец.контрольные приборы и измерительные меры, требуемая точность достиг с примен метода пробных ходов и примеров и методом автом получен размеров, т.е. обраб на предворит настроен станках. В серийном производстве квалификация рабочих ниже, чем в единичном.
Массовое производство характеризуется: большим объемом выпуска изделий, непрерывно изготовляемых или ремонтируемых продолжительное время, в течение которого на большинстве рабочих мест выполняется одна рабочая операция.
kзо =1
В массовом производстве применяют высокопроизводительное оборудование, специальные специализированные агрегатные станки, автоматы и полуавтоматы, а также с числовым программным управлением (ЧПУ). Широко применяют многолезвийные и наборные режущие инструменты, быстродействующие механизированные приспособления, измерительные приборы. Для технологических процессов характерен высокий уровень исполнения средств автоматизации и комплексной автоматизации.
В крупно-серийном и массовом производстве применяют поточную организацию производства, которая характеризуется расположением средств технологического оснащения в последовательности выполнения операций технол. процесса с определенным интервалом выпуска изделий.
Основным элементом поточного производства является поточная линия, на которой располагаются рабочие места. Для передачи предмета труда с одного рабочего места на др. применяют спец. транспортные средства, при проектировании технол. процессов опр-ют такт выпуска.
Т=60 Fд х r /N
Интервал времени, через который периодически производится выпуск изделий.
Fд – действительный фонд времени в планируемый период,
R – коэффициент, учитывающий потерю времени по техническим причинам
N – планируемый период
Зная такт выпуска можно определить ритм.
Число изделий из заготовок определенных наименований, типов, размеров и исполнений, выпускаемых в ед. времени.
Вопрос 3 Методы работы
По организации производственные процессы делят на два вида:
поточный;
непоточный.
Поточный вид характеризуется непрерывностью и равномерностью. Заготовки без задержек передаются с одной операции на другую, а деталь сразу на сборку. Деталь и сборка находятся в постоянном движении со скоростью, подчиненной такту выпуска. Все необходимое оборудование расставляется по ходу технологического процесса
Непоточный вид – движение заготовок на разных стадиях изготовления прерывается пролеживанием на рабочих местах или на складах. Не соблюдается такт выпуска. Поточный вид организации применяется в массовом типе производства. Непоточный вид – в единичном и мелкосерийном типах производства. Принцип организации поточного производства используется и в крупносерийном производстве при изготовлении изделий близких по-своему служебному назначению, которые объединяют в группы. Изготовление ведут поточным методом в пределах одного изделия, со сменой изделия меняется поток и такт выпуска. Такой вид организации называется переменно-поточным.
Вопрос 4
Основные схемы базирования
При базировании по правилу шести точек заготовка устанавливается в приспособлении на шесть опорных точек. Нижняя поверхность заготовки (выбирается как правило наибольшего размера) устанавливается на 3 точки и является установочной поверхностью. Боковая поверхность с двумя опорными точками является направляющей поверхностью, для которой выбирают поверхность наибольшей протяжённости. Поверхность с одной опорной точкой является опорной поверхностью.
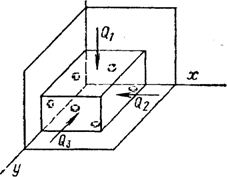
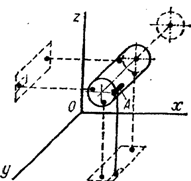
Рис.1. Схемы базирования призматических и цилиндрических заготовок.
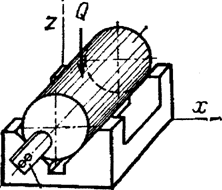
Рис.2. Установка длинной цилиндрической заготовки в приспособлении.
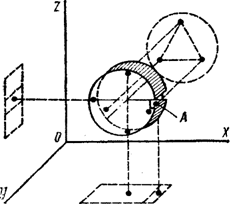
Рис.3. Схема базирования коротких цилиндрических заготовок.
Вопрос 16
Обработка давлением
Ковка – универсальный метод изгот-ния заготовок на молоте или прессе. Получают самые разнообр детали m до 300т. Улучш-ся физико-мех св-ва материала, поэтому ответственные детали машин производят из поковок. Осн операции: осадка, высадка, прошивка, протяжка, гибка, закручивание, рубка.
Горячая объемная штамповка – способ получения поковок m до 150 кг с помощью штампов. Разл-ют штам-ку в откр и закр штампах. Штам-ку выполняют на штамповочных молотах, прессах, кривошипных горяче-штамповочных прессах, гориз-ковочных машинах. Применяют в сер и масс пр-ве из-за дорого-визны штампа. Детали имеют меньшие припуски, лучшее кач-во пов-сти.
Холодная штамповка – получают заготовки с ↑физико-мех св-ми. Холодное теч Ме обеспеч-ет хорошую микро и макрострук-ру. Получаемые поковки имеют ↑прочность и хорошее кач-во поверх-сти
26. Техническое нормирование(ТН)
ТН устанавливает технически обоснованную норму расхода производственных ресурсов, раб времени, энергии, сырья, материалов и инструментов и тд
Норма времени – регламент-ое время выполнения некот Vработ в опред-ных пр-ных условиях одним или неск-ми исполнит-ми соотв-щих квалификаций. Норма выработки – регамент-ый V работ, кот д б выполнен в ед-у времени в опр-ных организационно-технич условиях одним или неск-ми исполнит-ми соот-щей квалиф-и
Нв=T/t
Т-время, на кот рассч-ют Нв
t- норма времени
Нормы затрат труда:
* опытно-статистические – устанавл-ся на операцию на основе опыта нормир-ния и статистич данных о фактическ затратах времени.(ед и мелко-сер пр-во). Ориентированы на сложившиеся организационно-технич условия пр-ва и не способствуют совеошенств-нию технологич процессов.
*технически обоснованные – устанавл-ся инженерно-эк расчетами, при кот учитыв-ся рац-ные организационно-тех условия, эф-ное использ-ние оснащения и ср-в труда. Для опред-ния технически обоснованной нормы времени исп-ют аналитич метод: *дифференциальный (операцию разделяют на отд элем-ты и по кажд эл-ту рассчит-ют необх-ые затраты времени, кот затем суммируют. Аналитически-диф метод м б: расчетный и исследовательский. При расч осн машинное и ручное время опред-ют в завис-сти от режимов обр-ки и длины обрабатыв-ой пов-сти. Затраты осн, вспом, подготовительно-заключит, на обслуж-е раб места, на лич потреб-сти опред-ют по спец нормативам. Исслед метод основан на использ-и данных, полученных в рез-те измерения затрат времени на раб местах с помощью фото, хрономонтажа )
*укрупненный (позволяет в значит мере сократить V работ по нормир-нию). Наиб распространение получили след разновидности:
1. Нормир-е, основанное на разделении операции на укруп-ненные части. При этом разраб-ся укрупненные нормативы времени на комплекс приемов.
2. Нормир-е по нормативам времени на выполнение отд технологич переходов, обр-ку пов-тей или комплекс пов-тей.
3. Нормир-е по типовым нормам времени. При этом разраб-ют типовой технологич процесс общий для группы сходных по конструкции деталей и на операции типового технол процесса аналит-рассч методом устанавливают типовые нормы врем-и
Вопрос 20
Показатели ТКИ
Оценка ТКИ м б качест-ной и кол-ной. Кач-ная оценка хар-ет технологич-сть обобщенно на основе опыта исполнителя; она предшествует кол-ной и опр-ет ее целесообразность.Показатели кол-ной оценки:
*базовые(исходные)-нормативы технологичности,кот обязат-ны для выполнения при разр-ке изделия; их указ-ют в технич задании на разр-ку изделия
*пок-ли технол-ти, достигнутые при разр-ке изделия
*пок-ли уровня технол-ти конструкции разрабатываемого изделия
Осн пок-ли уровня технол-ти:
1. трудоемкость
*Абсолютная труд-сть, затрачен-ная на изгот-ние, монтаж, технологич-кое и технич обслуживание, ремонт изделия  (нормочас)
(нормочас)
где Тi – труд-сть на изгот-ние люб i-ой составной части
*Ур-нь технологичности констр-ции по трудоемкости
 где Тд- достигну-тая труд-сть; Тб – базовая
где Тд- достигну-тая труд-сть; Тб – базовая
2. Себест-сть изделия – обобщенный пок-ль.
* технологическая себест-сть
Sт=Sом+Sзп+Sнр,где Sзп – з/п, Sнр – накладные расх, Sом – себест-сть осн материалов
*Ур-нь технологичности по S-ти
Кус=Sт/Sб
3. Материалоемкость – кол-во материалов, затраченных на пр-во изделия и его эксплуатацию.
Кум=М/Р, где Кум-уд матер-сть,
М-масса, Р-осн пок-ль какого-то тех. параметра.
4. Энергоемкость – кол-во топливно-энергетич ресурсов, затраченных на изгот-ние, монтаж, технологич и технич обслуж-ние и ремонт. Вспомогат-ные пок-ли:
*коэф-т точности
*коэф-т шерохов-сти
*коэф-т применения типовых технологич процессов
*коэф-т унификации конструк-тивных элем-тов.
21 . Анализ технических требований чертежа .Выявление технологических задач .
Б)Установление общей последовательности выполнения сформированных оперций с внесением неободимых корректив в х содеожание .
Принципы составления МТП.
Пригцип концентации переходов в одной опреции (единичное ,мелкосерийное ,серийное производство): в операцию объединяется максимально возможное число переходов – деталь может быть полностью изготовлена за один (два )установа .
Вопрос 1.
Характеристика машиностроительного производства.
Произ-во товарной продукции относится к основному производству.
Объем выпуска продукции хар-ся числом изделий, опр-ных наименований, типа размеров и исполнений изготавливаемых или ремонтируемых предприятий в течение планируемого периода времени. Программа выпуска- это установленный для данного предприятия перечень изготавливаемых или ремонтируемых изделий с указанием объема выпуска по каждому наименованию в планируемый период времени. Производственную партию составляют предметы труда одного наименования и типа размеров, запускаемые в обработку в течение опр-ного интервала времени при одном и том же подготовительно- заключительном времени на операцию. Интервал времени от начала до окончания произв-го процесса изготовления назыв. производственным циклом. К серии изделий отн-ся все изделия, изготовленные по конструкторской и технологической докум-ции без изм-ния ее обозначения. В зависимости от широты номенклатуры, регулярности, стабильности и объема выпуска различают 3 типа произ-ва: единичное, серийное и массовое.
Одной из осн-х хар-к при опр-нии типа произ-ва явл. коэффицент закрепления операций:
k з.о.= О/Р, где О- число разл-х опер-ий; Р- число рабочих мест, на кот. вып-ют разл. операции.
Единичное производство хар-ся: малым объемом выпуска одинаковых изделий, повторное изготовление которых не предусматривается. На рабочих местах ед. производства выполняют разнообразные операции на универсальных станках с использованием универсальной и стандартной технологической оснастки, требуемая точность достигается методом пробных ходов и примеров. Специальную технологическую оснастку применяют в исключительных случаях, когда без нее невозможно обойтись. Универсальность выполнения работ требует высокой квалификации рабочих.
Серийное производство характеризуется изготовлением или ремонтом изделий периодически повторяющимися партиями. В зависимости от числа изделий партии или серии и kзо различают: мелко, средне, крупносерийное производство.
20< kзо < 40 – мелкосерийное производство
40< kзо < 20 – среднесерийное производство
1< kзо < 10 – крупносерийное производство.
В серийном производстве машины изготавливают сериями, и заготовки обрабатывают партиями. В серийном производстве процесс изготовления деталей построен по принципу дифференциации операций, т.е. отдельные операции закреплены за определенным рабочим местом. Для выполнения операций используют универсальные станки, оснащенные универсальными, универсально-сборными и спец.приспособлениями, широко используют станки с числовым программным управлением, а также специализированные автоматизированные и агрегатные станки применяют режущие инструменты, а для контроля изделий применяют спец.контрольные приборы и измерительные меры, требуемая точность достиг с примен метода пробных ходов и примеров и методом автом получен размеров, т.е. обраб на предворит настроен станках. В серийном производстве квалификация рабочих ниже, чем в единичном.
Массовое производство характеризуется: большим объемом выпуска изделий, непрерывно изготовляемых или ремонтируемых продолжительное время, в течение которого на большинстве рабочих мест выполняется одна рабочая операция.
kзо =1
В массовом производстве применяют высокопроизводительное оборудование, специальные специализированные агрегатные станки, автоматы и полуавтоматы, а также с числовым программным управлением (ЧПУ). Широко применяют многолезвийные и наборные режущие инструменты, быстродействующие механизированные приспособления, измерительные приборы. Для технологических процессов характерен высокий уровень исполнения средств автоматизации и комплексной автоматизации.
В крупно-серийном и массовом производстве применяют поточную организацию производства, которая характеризуется расположением средств технологического оснащения в последовательности выполнения операций технол. процесса с определенным интервалом выпуска изделий.
Основным элементом поточного производства является поточная линия, на которой располагаются рабочие места. Для передачи предмета труда с одного рабочего места на др. применяют спец. транспортные средства, при проектировании технол. процессов опр-ют такт выпуска.
Т=60 Fд х r /N
Интервал времени, через который периодически производится выпуск изделий.
Fд – действительный фонд времени в планируемый период,
R – коэффициент, учитывающий потерю времени по техническим причинам
N – планируемый период
Зная такт выпуска можно определить ритм.
Число изделий из заготовок определенных наименований, типов, размеров и исполнений, выпускаемых в ед. времени.
Вопрос 3 Методы работы
По организации производственные процессы делят на два вида:
поточный;
непоточный.
Поточный вид характеризуется непрерывностью и равномерностью. Заготовки без задержек передаются с одной операции на другую, а деталь сразу на сборку. Деталь и сборка находятся в постоянном движении со скоростью, подчиненной такту выпуска. Все необходимое оборудование расставляется по ходу технологического процесса
Непоточный вид – движение заготовок на разных стадиях изготовления прерывается пролеживанием на рабочих местах или на складах. Не соблюдается такт выпуска. Поточный вид организации применяется в массовом типе производства. Непоточный вид – в единичном и мелкосерийном типах производства. Принцип организации поточного производства используется и в крупносерийном производстве при изготовлении изделий близких по-своему служебному назначению, которые объединяют в группы. Изготовление ведут поточным методом в пределах одного изделия, со сменой изделия меняется поток и такт выпуска. Такой вид организации называется переменно-поточным.
Вопрос 4
Программа выпуска и годовой объём выпуска в различных типах производства.
15) Типы производства и виды организации производственных процессов
В зависимости от потребностей, изделия изготавливают в разных количествах, определяемых объемом и программой выпуска.
Объем выпуска характеризует примерное количество машин, деталей, заготовок, изделий, подлежащих выпуску в течение планируемого периода времени (год, месяц). Это понятие используется на стадии проектирования завода, цеха, технологического процесса.
Программа выпуска – перечень изделий с указанием количества выпуска по каждому наименованию на планируемый период (год, месяц). Программу выпуска изделий устанавливают в соответствии с планом отрасли и выполнение ее обязательно.
Серия – общее число изделий, подлежащих изготовлению по неизменным чертежам. Размер серии зависит от совершенства конструкции и степени спроса у потребителей.
Партия – количество заготовок (изделий) одного наименования и типоразмера, одновременно (или непрерывно) поступающих для обработки на одно рабочее место в течение определенного времени.
Различие объемов выпуска приводит к делению производства на три типа: единичное, серийное, массовое.
Под единичным производством понимают изготовление машин (изделий), характеризуемое малым объемом выпуска. При этом считают, что выпуск таких же машин (изделий), не повторится по неизменным чертежам. Продукция единичного производства – опытные образцы, тяжелые прессы, уникальные станки т.п.
Под серийным производством понимают периодическое изготовление повторяющимися партиями по неизменным чертежам в течение продолжительного промежутка календарного времени. Возможна партия из одного изделия. Различают:
мелкосерийное; среднесерийное; крупносерийное.
Продукция серийного производства – станки, компрессоры, судовые двигатели и т.п. выполняется периодически повторяющимися партиями.
Под массовым производством понимают непрерывное изготовление в больших объемах по неизменным чертежам продолжительное время, в течение которого на большинстве рабочих мест выполняется одна и та же операция. Характерно:
узкая номенклатура;
большой объем выпуска.
Продукция массового производства – автомобили, холодильники, часы, телевизоры, и т.п.
Отнесение производства к какому-то типу условно. На одном и том же предприятии можно встретить все типы, поэтому определяют тип по преобладающему типу.
16. Типы пр-ва и их тех характер
Основной характеристико типа пр-ва явл коэф закрепления операций. Который представляет собой: отношение общего кол-ва операций выполняемых в цехе или на участке к числу раб мест.
Кз.о.=Сумма Oi/Сумма Pi
К=1 массовое пр-во
1=<Kз.о.=<10 – крупносерийное пр-во
10=<Кз.о.=<20 – среднесерийное пр-во
20=<Кз.о.=<40 – мелкосерийное пр-во
Кз.о.>40 – единичное.
Массовое пр-во:
Объём выпускаемых деталей- 10.000 или 100.000(десятки или сотни), для изготовления примен точные заготовки по форем и разм близкие к готовым дет, для обраб используют- высоко производт спец тех оборудов, квалифик раб не высокая, требуемая точность достиг методом автом получен размеров, т.е. обраб на предворит настроен станках.
Единичное пр-во:
Кол-во деталей исчисляется штуками, для обраб используется универсальное тех оборудов, квалифик раб высокая, требуемая точность достиг- методом пробных ходов и примеров.
Серийное пр-во:
Обраб деталей выполняя периодич повтор партиями, для обраб используется как универсальные тех оборудован так и оборудован с ЧПУ, а также гибкие произв системы, клалифик раб ниже чем в единичном , но выше чем в массовом., требуемая точность достиг с примен обоих методов..






