Цель. Изучить технологию ручной формовки в парных опоках по разъемной модели и литейная оснастку
Оборудование опока для ручной формовки, подмодельная плита, детали литниковой системы.
Задание: 1.Изучить методические указания
2 Вычертить схему последовательности изготовления форм ручной формовки
3 Описать последовательность изготовления форм
4. Ответить на вопросы
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
Сущность способа литья заключается в заливке расплава в песчаную форму ,полость которой имеет конфигурацию отливки. Затвердевший и охлажденный металл или сплав сохраняет конфигурацию этой полости .
Литье в песчаные формы называется еще литьем в разовые формы, т. к. литейная форма служит  для отливки только одной детали, после чего разрушается.В литейном производстве роль основного инструмента для изготовления отливок выполняет литейная форма. Она представляет собой систему элементов, образующих рабочую полость, при заливке которой расплавленным металлом формируется отливка. Набор элементов технологической оснастки, необходимый для образования при формовке рабочей полости литейной формы, соответствующей конфигурации и размерам отливки, называют модельным комплектом. В состав модельного комплекта входят модели, подмодельные и модельные плиты, модели элементов литниковой системы.
для отливки только одной детали, после чего разрушается.В литейном производстве роль основного инструмента для изготовления отливок выполняет литейная форма. Она представляет собой систему элементов, образующих рабочую полость, при заливке которой расплавленным металлом формируется отливка. Набор элементов технологической оснастки, необходимый для образования при формовке рабочей полости литейной формы, соответствующей конфигурации и размерам отливки, называют модельным комплектом. В состав модельного комплекта входят модели, подмодельные и модельные плиты, модели элементов литниковой системы.
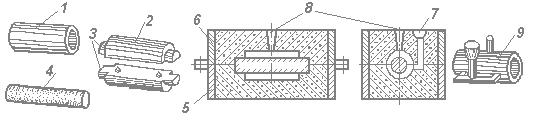
Рис. 1 Литейная форма для получения втулки.
Форма состоит из двух полуформ, полученных набивкой (уплотнением) формовочной смеси в металлические рамки - опоки 5 и 6. Для изготовления верхней и нижней полуформ используют разъемную модель 2. Отверстие в отливке получают с помощью стержня 4, отдельно изготовленного из стержневой смеси. При сборке формы стержень устанавливают в углубления (гнезда), образованные в форме формовочными знаками 3 модели. Металл заливают через литниковую систему 7. Воздух и выделяющиеся газы удаляются через выпор 8. Готовую отливку 9 извлекают из формы, отрезают литники, очищают поверхность от остатков формовочных материалов и направляют на механическую обработку.Литниковые системы служат для заливки металла в форму.
Модель - это приспособления для получения отливок в виде отпечатка, соответствующего наружной конфигурации отливок.
Конструкция модели должна обеспечивать быстрое удаление модели из формы без ее разрушения. При серийном и массовом производстве отливок модели изготавливают металлическими, при индивидуальном – деревянными.
Стержень – это приспособление для получения внутренних полостей в отливках сложной конфигурации. Стержень используется только один раз.
Для изготовления стержней применяют стержневые ящики, в полости которых из стержневой смеси формируется стержень необходимых размеров и очертаний.
Стержневые знаки – это составные части модели, служащие для образования в литейной форме опорных отпечатков, необходимых для крепления и центровки стержней.
Стержни устанавливаются в опорные отпечатки форм специально предназначенными для этой цели частями, которые называются знаковыми частями. Поэтому конфигурация и размеры стержневых знаков на моделях всегда соответствуют знаковым частям стержня.
Опоки – это прочные деревянные или металлические рамы различной формы, предназначенные для изготовления литейных полуформ по полумоделям из формовочной смеси путем ее уплотнения.
При ручной формовке широко применяют литые чугунные опоки, для машинной – более прочны – стальные литые или сварные. Для центрования опок служат штыри и втулки.
Литниковая система – это система каналов и устройств, предназначенных для подвода металла к форме, улавливания посторонних включений, вывода пара и газов из полости формы и для питания отливки в период кристаллизации.
Формовочный инструмент: для набивки форм – трамбовки, набойки и др.; для отделки форм – гладилки, ланцеты, линейки и др.
Подмодельные плиты (доски) - служат для установки на них элементов форм при ее изготовлении.
Элементы литниковой системы
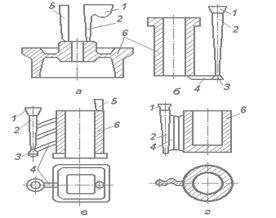 Литниковые системы, в зависимости от формы, размеров отливки и свойств литейного сплава, имеют различное устройство, рис. 2.
Литниковые системы, в зависимости от формы, размеров отливки и свойств литейного сплава, имеют различное устройство, рис. 2.
Верхняя литниковая система - самая простая, применяется для мелких деталей небольшой высоты.Сифонная (нижняя) литниковая система обеспечивает спокойное заполнение формы расплавом, применяется для средних и толстостенных отливок значительной высоты.
Ярусная литниковая система обеспечивает последовательное питание отливки снизу вверх, применяется для крупных отливок.
Вертикально-щелевая литниковая система - разновидность ярусной, предназначена, главным образом, для цветных сплавов
Рис. 2. Типы литниковых систем:
а - верхняя; б - сифонная; в - ярусная; г –вертикально- щелевая
1 - чаша; 2 - стояк; 3 -шлакоуловитель; 4 - питатель; 5 - выпор; 6 - отливка






