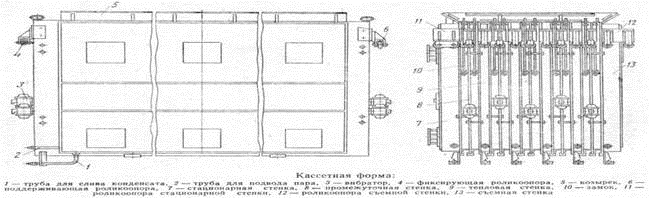
Кассетный способ производства железобетонных изделий заключается в том, что изделия формуют в вертикальных формах-кассетах (см. рис.), в которых также осуществляется и тепловая обработка изделий. Кассетным способом изготовляют панели для перекрытий (сплошные) и внутренних стен, перегородки и другие изделия, которые составляют более 70% от общего объема сборных железобетонных изделий, необходимых для возведения крупнопанельных зданий.
Формование железобетонных изделий по кассетной технологии характеризуется следующим:
¾ при изготовлении изделия находятся в вертикальном положении;
¾ применяются групповые формы на 4—12 изделий, представляющие собой набор стенок, между которыми образуются формовочные отсеки, соответствующие размерам изделий;
¾ тепловую обработку изделий осуществляют в формах за счет подачи пара в полости тепловых отсеков;
¾ малая толщина формуемых изделий, наличие арматуры, закладных деталей и вкладышей заставляют применять подвижные и даже литые бетонные смеси, требующие большого расхода цемента. Однако за счет изготовления, распалубки и транспортирования изделий в вертикальном положении, в котором они не испытывают значительных напряжений изгиба, во многих случаях расход стали и марка бетона могут быть снижены по сравнению с изготовлением, тех же деталей из жестких смесей в горизонтальных формах, а расход цемента на 1 м2 панели будет примерно одинаковым;
¾ отпадает необходимость в виброплощадках, пропарочных камерах, громоздких бетоноукладчиках;
¾ малая открытая поверхность сверху (всего 1,5—6%) позволяет получить ровные, гладкие остальные поверхности, а также применить интенсивную тепловую обработку, не опасаясь быстрого испарения влаги и образования трещин. Температура бетона в кассетных формах достигает 100° С, в то время как в обычных камерах ямного типа она не превышает 85° С.
Адресная подача бетона осуществляется из заготовительно-сырьевого цеха с помощью бетонопровода.
Арматурные каркасы собирают и хранят непосредственно в цехе, каркасы оснащены деревянными пробками, подача осуществляется мостовым краном. Закладные детали и петли подаются в контейнерах автомашиной из арматурного цеха.
Все транспортные операции в цехе осуществляются с помощью двух мостовых кранов.
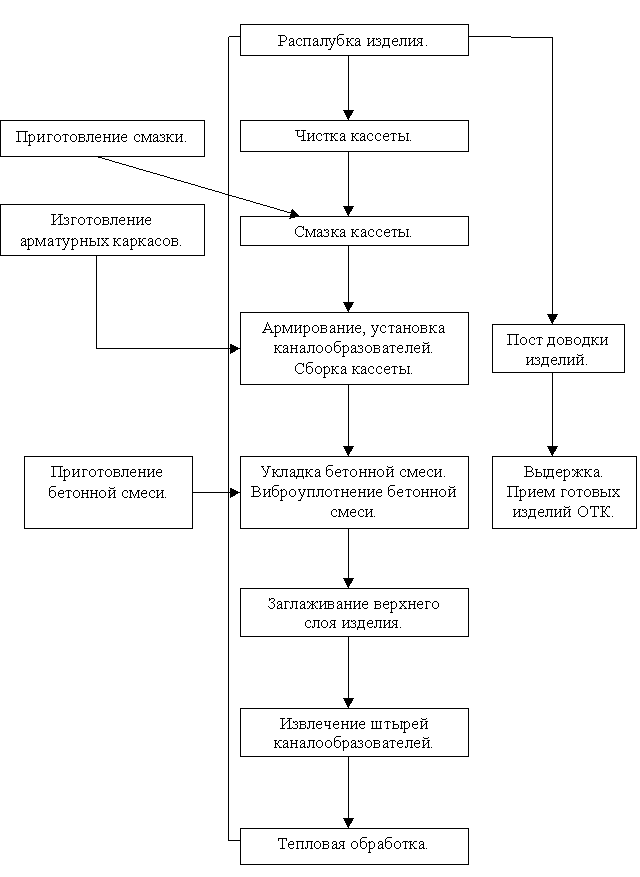
Технология изготовления железобетонных изделий в кассетных установках состоит из следующих основных операций: подготовка кассетных установок к бетонированию, установка арматурных каркасов, укладка и уплотнение бетонной смеси, тепловая обработка и распалубка готовых изделий.
Подготовка кассетных установок к бетонированию производится после распалубки и извлечения всех готовых изделий. Она начинается с профилактической очистки разделительных стенок скребками вручную. Периодически (через 8-10 оборотов кассетной установки) необходимо проводить механическую очистку разделительных стенок машиной для чистки кассет.
Очищенные поверхности отсеков кассетной установки смазывают эмульсионным составом (обратная эмульсионная смазка), нанося слой смазки с помощью удочки распылителя.
Установка арматурных каркасов производится только после очистки и смазки формовочного отсека. Для образования защитного слоя на арматурные сетки установлены фиксаторы. В соответствии с рабочими чертежами в формовочный отсек установленыканалообразователи.
Все перечисленные операции повторяют в каждом отсеке до тех пор, пока не будет собрана вся кассетная установка. Далее стенки кассеты устанавливают в рабочее положение и плотно сжимают, после чего кассетная установка считается подготовленной к бетонированию.
Бетонная смесь транспортируется к кассетной установке и укладывается в отсеки с помощью бетоноукладчика.
Уплотнение бетонной смеси осуществляется навесными вибраторами, которые крепятся к разделительным стенкам кассетной установки.
Формовочные отсеки заполняют бетонной смесью в несколько приемов, с вибропроработкой каждого слоя.
После окончательного уплотнения бетонной смеси верхнюю поверхность отформованных изделий заглаживают.
Тепловая обработка изделий в кассетных установках осуществляется паром, путем контактного обогрева их через стенки тепловых отсеков. Тепловую обработку изделий проводят по заданному режиму, установленному заводской лабораторией.
Распалубку готовых изделий производят путем последовательного перемещения разделительных стенок кассетной установки.
Изделие мостовым краном извлекают из отсеков и передают на пост механизированной отделки.
После доводки изделия предъявляются ОТК, маркируются и на вывозной тележке транспортируются на склад готовой продукции.
Инструкционная технологическая карта
| Наименование операции
| Оборудование
| Инвентарь и инструмент
| Норма времени на операцию, Тшт. кальлк.
|
| Распалубка изделия
| Кассетная установка 3302Д, машина для распалубки кассет СМЖ-252Г, мостовой кран
| Молоток, скребки, зубило, монтажный ломик
| 1 час
|
| Чистка кассеты
| Кассетная установка 3302Д
| Метла, совковая лопата, скребки
| 30 минут
|
| Смазка кассеты
| Кассетная установка 3302Д, машина для распалубки кассет СМЖ-252Г
| Удочка-распылитель, щетка, ведро с эмульсолом
| 30 минут
|
| Армирование, установка каналообразователей. Сборка кассеты.
| Кассетная установка 3302Д, машина для распалубки кассет СМЖ-252Г, мостовой кран
| Монтажный ломик
| 1 час
|
| Укладка бетонной смеси и ее уплотнение.
| Кассетная установка 3302Д, мостовой кран
| Совковая лопата, вибратор навесной
| 1 час
|
| Заглаживание верхнего слоя изделия
| Кассетная установка 3302Д
| Бункер для бетонной смеси, бадья для отходов, мастерок, метла.
| 30 минут
|
| Извлечение штырей каналообразователей
| Кассетная установка 3302Д, мостовой кран
| Лом монтажный
| 30 минут
|
| Тепловая обработка
| Кассетная установка 3302Д
| Термометр
| 12* часов
|
| Отделка изделия
| Мостовой кран
| Мастерок, полутерок, лопата совковая, ведро оцинкованное, металлический стержень
| 30 минут
|
Схема технологического процесса производства панелей