Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...

Своеобразие русской архитектуры: Основной материал – дерево – быстрота постройки, но недолговечность и необходимость деления...
Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...
Своеобразие русской архитектуры: Основной материал – дерево – быстрота постройки, но недолговечность и необходимость деления...
Топ:
Устройство и оснащение процедурного кабинета: Решающая роль в обеспечении правильного лечения пациентов отводится процедурной медсестре...
Характеристика АТП и сварочно-жестяницкого участка: Транспорт в настоящее время является одной из важнейших отраслей народного...
Характеристика АТП и сварочно-жестяницкого участка: Транспорт в настоящее время является одной из важнейших отраслей народного хозяйства...
Интересное:
Уполаживание и террасирование склонов: Если глубина оврага более 5 м необходимо устройство берм. Варианты использования оврагов для градостроительных целей...
Принципы управления денежными потоками: одним из методов контроля за состоянием денежной наличности является...
Мероприятия для защиты от морозного пучения грунтов: Инженерная защита от морозного (криогенного) пучения грунтов необходима для легких малоэтажных зданий и других сооружений...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
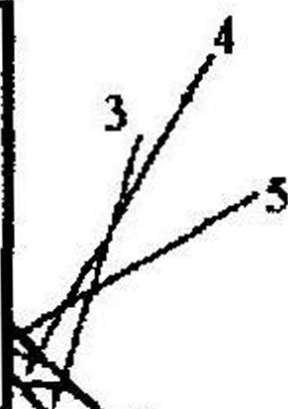
положения (рис. 77)
Сварку производить «углом назад». 1-й валик должен быть по полноте «нормальным» с максимальным проплавом и минимальным по сечению.
Второй валик выполняется электродом диаметром 4 мм на сварочном токе в среднем или максимальном диапазоне в зависимости от толщины металла.
«Замок» второго валика не должен совпадать с «замком» первого валика.
В зависимости от заданного катета выбрать скорость продвижения электрода. Сварку
| проплав |
| Рис. 76 |
|
|
| т I |
|
1-1 |
| Рис. 77 |
| 4. СВАРКА УГЛОВЫХ СОЕДИНЕНИЙ |
производить без манипулирования, используя длину дуги (короткую или среднюю). Электродом диаметром 4 мм (со средним покрытием по толщине, марки: УОНИИ, MP, АНО и др.) равномерный катет на обе кромки в один проход можно выполнить максимальным в 7-8 мм. Если требуется выполнить катет более 8 мм, необходимо сварку произвести в несколько проходов. Третий валик выполнить на основание, как в нижнем положении, добившись плавного начала валика. При подходе к началу валика обить
шлак и если крутое и высокое начало - произвести механическую зачистку! или подрубку. Остановка перед началом валика не должна быть менее! 15 мм. Переплавив начало третьего валика и не обрывая дуги, подняться! на третий валик и начать выполнять четвертый так, чтобы нижний край! жидкой ванны соединялся с вершиной третьего валика и образовывал на! наружной поверхности заданную форму шва («нормальный» или «вогну-! тый»). Техника сварки четвертого валика та же, что и третьего. При замене] электрода вновь подготовить площадку (обив от шлака) под сварку пятого! валика. В зависимости от глубины и величины незаполненного катета меж! ду четвертым валиком и вертикальной стенкой трубы, сварку выполнить Ш один или два валика. Последний - верхний валик (пятый или шестой - вы| полнить «нормальным» без подреза на вертикальной стенке. Для этогд необходимо, чтобы после предпоследнего валика (четвертого по рис. 77}j оставалась минимальная площадка. Пятый валик выполняется почти как горизонтальный на сварочном токе в среднем диапазоне электродом диа* метром 4 мм или 3 мм в зависимости от толщины металла и диаметра трубы и величины незаполненной разделки (незаполненного катета).
|
|
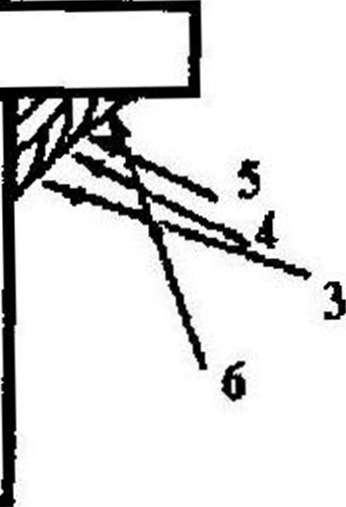
Приварка пластины
положения (рис. 78)
Труба делится вертикальной осевой на два участка, каждый участок на три положения (зоны):
I - потолочное;
II - вертикальное и
III - нижнее.
Сварка каждого
| :трубе горизонтального |
| Рис. 78 |
участка выполняется с потолочного положения. Первый корневой валик начинается с другого участка на расстоянии 10-20 мм от вертикальной осевой
электродом диаметром 3 мм на максимальном токе короткой дугой «углом назад». До вертикальной осевой сварка ведется на спуск. За вертикальной осевой - на подъем, сварку производить «углом вперед» до положения (зоны) 111. Постепенно выравнивая угол наклона электрода до 90° по шву, перейти на сварку «углом назад» и закончить валик за вертикальной осевой на 10-20 мм. Корневой валик второго участка начинается с потолочного положения также с другого участка за 10-20 мм за вертикальной осевой и выполняется с той же техникой, что и первый участок.
Весь корневой валик выполняется на одном сварочном токе, небольшого сечения, «нормальной» формы, добиваясь проплавления в угловом соединении. Второй слой выполняется электродом диаметром 3 мм или 4 мм в зависимости от толщины металла диаметра трубы и заданного катета, на сварочном токе среднего для электрода диаметром 4 мм или максимального для электрода диаметром 3 мм диапазона. Потолочное положение выполняется узкими валиками шириной 1-1,5 диаметра электрода с покрытием. Второй валик формировать на пластине и первом корневом валике до положения (вертикального), когда на выбранном сварочном токе трудно сформировать узкий валик. Третий валик - между вершиной второго и трубой, отступив от начала второго на 5-10 мм. Дойдя до окончания второго валика, переплавить его кратер и вертикальное положение (зона II) выполнить одним валиком по всей ширине шва, сохраняя равномерное положение металла шва на обе поверхности.
|
|
Сварка по всей ширине вертикального положения позволяет выполнять валик на том же сварочном токе, что и в потолочном положении. Манипулирование электродом - как при вертикальной сварке, только со смещением влево на подъеме с потолочного положения до горизонтальной осевой и со смещением вправо за горизонтальной осевой при подходе к нижнему положению.
Такое манипулирование необходимо для того, чтобы подерживать жидкую ванну в горизонтальном положении, что способствует формированию шва правильной формы.
Сварку в один проход производить до тех пор, пока не возникнут трудности сформировать по всей ширине (катету) валик на вертикальную и нижнюю поверхности- В этом случае, не обрывая дуги, перейти в два (три) валика, как и в потолочном положении, только первый валик выполнить на трубе как угловой в нижнем положении и закончить его за вертикальной осевой на 10 - 20 мм другого участка, сохраняя размер (катет) валика на
трубе.
Четвертый валик начать чуть ниже на 5 мм от момента перехода с одно го прохода на два и выполнить его, соединив вершину первого с пласти ной, закончив в зените или на 5 -10 мм (не более) за вертикальной осевой Как правило, такой валик, во избежание зашлаковки и для сохранени формы и размера шва на вертикальной плоскости (пластине), приходите, выполнять, манипулируя электродом как бы в вертикальном положении,* только со смещением вправо и заходом вперед по первому валику, под/ держивая жидкую ванну в горизонтальном положении. В самом зените нижнего положения (короткий участок на пластине) бывает сложно набрать1 вторым валиком заданный катет После заварки второго участка по той же* технике сварки, проложить дополнительный валик на пластину (пятый в\ нижнем положении), если необходимо набрать определенный катет шва. •
|
|
|
|
| 1-2 |
| I < * |
| Рис. 79 |
Рекомендуется дополнительный валик, пятый, выполнить электродом З1 мм, подобрав сварочный ток как для горизонтального шва на вертикальной плоскости. Последующие и лицевые слои, если заложен большой катет, выполнить по рекомендуемой технике сварки второго слоя. Сварка всех видов валиков выполняется короткой дугой.
|
|
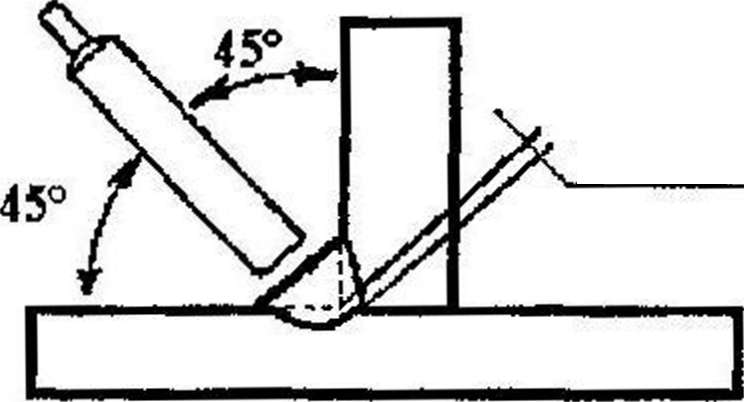
Приварка пластины к трубе вертикального положения в потолочном исполнении (рис. 79)
Порядок выполнения валиков такой же, что в нижнем положении (п. 4.1).
Первый (корневой) валик варится электродом диаметром 3 мм короткой дугой, под «прямым углом» или «углом назад» - 70°-90°. По отношению к поверхностям - под 45°. Сварочный ток в максимальном диапазоне.
Второй валик по возможности выполнить электродом диаметром 4 мм, как и
первый, подобрав сварочный ток в среднем диапазоне.
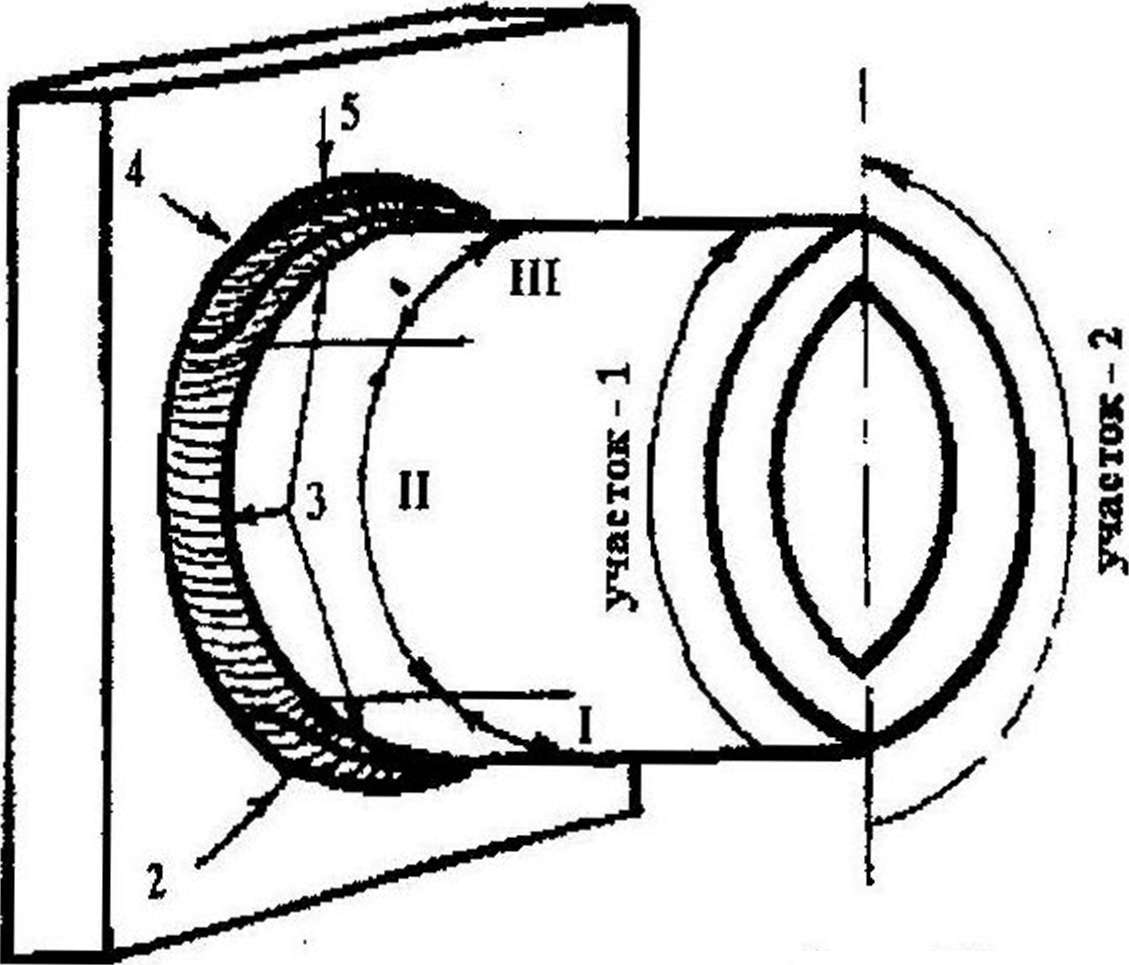
Третий слой выполнить в несколько проходов, начиная первый (третий
по рис. 79) на трубе и втором валике. Валик выполняется как горизонтальный, с полочкой. На расстоянии до начала валика не менее 10 мм необходимо сварку остановить, зачистить от шлака шов и продолжить сварку по спирали, как описано в п. 4.1. Используя полочку предыдущего валика, заполняя угол по заданному катету, сварка производится в виде наплавки, узкими валиками. Валики между первым в каждом слое и последним (6-м по рис.79) выполняются под углом, как и корневой. Последний (шестой) - как потолочный «нормальный» без полочки.
5. ДЕФЕКТЫ, ВСТРЕЧАЮЩИЕСЯ ПРИ РУЧНОЙ ЭЛЕКТРОДУГОВОЙ СВАРКЕ
Что приводит к появлению дефектов? Что должен уметь сварщик, чтобы избежать их? Что необходимо предпринять в случае появления дефектов? Основные причины возникновения дефектов в сварочных швах можно разделить на три группы:
1. Качество и хранение основных и вспомогательных материалов;
2. Подготовка к сварке основных и вспомогательных материалов;
3. Квалификация сварщика.
Весь предыдущий материал был дан поэтапно для обучения и освоения тонкости высшего мастерства сварщика. Освоив предлагаемые советы, сварщик может выполнять ответственную сварку под все виды контроля с высшим качеством.
|
|
|

Типы сооружений для обработки осадков: Септиками называются сооружения, в которых одновременно происходят осветление сточной жидкости...
Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...

Типы оградительных сооружений в морском порту: По расположению оградительных сооружений в плане различают волноломы, обе оконечности...

Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ - конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!