Типы оградительных сооружений в морском порту: По расположению оградительных сооружений в плане различают волноломы, обе оконечности...

Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...
Типы оградительных сооружений в морском порту: По расположению оградительных сооружений в плане различают волноломы, обе оконечности...
Семя – орган полового размножения и расселения растений: наружи у семян имеется плотный покров – кожура...
Топ:
Особенности труда и отдыха в условиях низких температур: К работам при низких температурах на открытом воздухе и в не отапливаемых помещениях допускаются лица не моложе 18 лет, прошедшие...
Основы обеспечения единства измерений: Обеспечение единства измерений - деятельность метрологических служб, направленная на достижение...
Установка замедленного коксования: Чем выше температура и ниже давление, тем место разрыва углеродной цепи всё больше смещается к её концу и значительно возрастает...
Интересное:
Средства для ингаляционного наркоза: Наркоз наступает в результате вдыхания (ингаляции) средств, которое осуществляют или с помощью маски...
Как мы говорим и как мы слушаем: общение можно сравнить с огромным зонтиком, под которым скрыто все...
Лечение прогрессирующих форм рака: Одним из наиболее важных достижений экспериментальной химиотерапии опухолей, начатой в 60-х и реализованной в 70-х годах, является...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
Некачественное зажигание - залипание электрода, чрезмерное увеличение длины дуги - приводит к непровару начала сварки, зашлаковке, порообразованию. При некачественном производстве электродов, а именно - излишнее оголение торца электродов в месте зажигания, дают пучок пор, так называемые «стартовые поры».
Необходимо остановиться, произвести механическую зачистку, выборку или вырубить зубилом дефектное начало и только после этого возобновить зажигание.
Чрезмерно «выпуклые» валики
Чрезмерно «выпуклые» валики при сварке угловых и стыковых соединений приводят к сварке последующих за ними валиков к зашлаковке, непровару между кромкой разделки и выпуклым швом или между глубокими западаниями между валиками (рис. 80). Такие валики, как правило, получаются в следующих случаях:
|
шлак и не про в ары |
- малая скорость сварки без ма- рис qq
нипулирования - увеличить поступательное движение электрода;
- манипулирование «дугой назад» при сварке вертикальных и потолочных швов - перейти на метод «лестницей» или «дугой вперед»;
- угол наклона электрода (сварка «углом назад») для потолочных швов - перейти на сварку «углом вперед» или под прямым углом к направлению сварки;
- малый сварочный ток для нижнего положения - увеличить ток;
- чрезмерный сварочный ток для вертикальных и потолочных швов - уменьшить до минимума.
| подрезы |
| наплывы |
| Рис. 81 |
Во время сварки необходимо следить за полнотой и геометрией шва, жидкой ванной и управлять ею путем манипулирования скоростью и наклоном электрода. Очень важна задержка на кромках. Чем больше прогреваем кромку, тем лучше формируется на ней жидкий металл шва при уходе электрода к другой кромке, а не собирается в середине шва.
|
|
Подрезы
Подрезы ведут к зашлаковке и
*
непровару. На рис. 81а показаны подрезы: 1 - в теле сечения шва, очень опасный, особенно при сварке нержавеющих сталей. Подрез образуется: 1) при раннем уходе электрода от кромки (незаполнении кратера электродным металлом); 2) при очень короткой * дуге («сварка опиранием»), когда «козырьком» обмазки подрезается кристаллизующийся металл шва; 3) при резком уходе от кромки. Жидкотекучий шлак заполняет подрез. В то время, когда проплавляем другую кромку, шлак застывает в подрезе и при возврате не всегда удается выплавить его. Это и приводит к дефекту.
Чтобы избежать этого, необходима задержка на кромке до полного заполнения кратера электродным металлом. Переход к другой кромке осуществлять плавно, без резких колебаний.
Наплывы
Рис. 816. При чрезмерной задержке на кромке получается подтек жидкого металла, а также при большом сварочном токе, когда сварщик не справляется с жидким металлом шва. Наплыв срубить, зачистить.
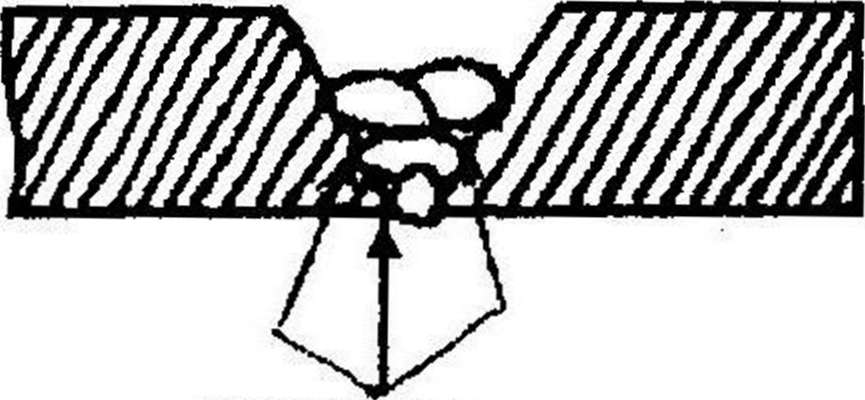
Непровары
В чертежах, техпроцессах или справочниках по сварке встречается установка зазора при сборке от 0 до 2-3 мм.
Сборка без зазора или с зазором меньше рекомендуемого, чем на рис. 28а и б при сварке V- образной разделки (без подварки корня шва с обратной стороны) приведет к дефектам - непровару и зашлаковке корня шва (рис. 82); а при 2-сторонней сварке Х-об- разной и V-образной (с подваркой с обратной стороны) - потребует дополнительных затрат и времени для более глубокой выборки обратной стороны корня шва, частичного скоса кромок (рис. 36в,г,д) и излишнего расхода электродов на заполнение глубокой выборки.
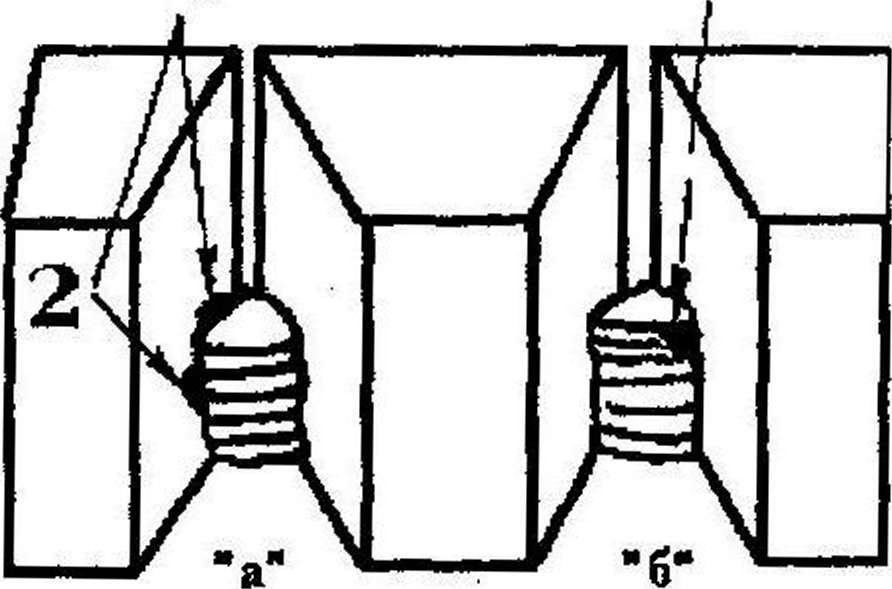
Свиши
Свищи в кратере шва при окончании сварки возникают при чрезмерном сварочном токе, а также когда отрыв дуги производится удлинением дуги (рис. 18 б). Отрыв дуги производить по рис. 18а.
|
|
Усадочная раковина
Усадочная раковина чаще всего появляется при сварке корневого валика, больших толщин металла, большого зазора и особенно при сварке аустенитных сталей, а также чрезмерно большого тока и чрезмерной величины сварочной ванны.
|
|
| непровар |
| непровар шлак |
| т |
| t |
| Рис. 82 |
При усадке в кратере валика иногда возникает трещина. Это резко снижает производительность труда ввиду необходимости механической зачистки после окончания каждого электрода. При сварке сталей перлитного класса с жестким креплением деталей чаще всего образуется раковина с трещиной, а при сварке аустенитных сталей причиной появления раковин
с трещинами является низкая теплоотдача и высокое линейное расширение. Необходимо кратер выводить обратно на шов или на кромку разделки. Рекомендуется сварку производить:
- обратно-ступенчатым способом;
- непрерывно (двумя сварщиками) с перехватом дуги;
- методом «дуга в дугу».
Поры
Поры в сварном шве образуются по многим причинам:
- некачественная подготовка кромок (грязь, окалина, ржавчина) - зачистить;
- большое содержание влаги приводит к образованию пор, необходимо произвести предварительный подогрев свариваемых кромок и прокалку электродов;
- сквозняки в зоне сварки;
- некачественные электроды: ржавый металлический стержень, эксцентричное покрытие приводит к «козырьку» и увеличению длины дуги;
- сильное магнитное дутье, при котором происходит большое отклонение дуги, что увеличивает ее длину;
- несоответствие основного металла и присадочного материала по химсоставу. И другие причины, которые требуют подготовки в конкретном случае.
Причины, зависящие от квалификации сварщика, вызывающие поры:
- нечеткое зажигание дуги (залипание, подъем электрода после зажигания на очень высокую длину дуги) и попытка переплавить такое зажигание приводит к дефектам;
- сварка длинной дугой.
Детальное изучение практических советов, отработка при тренировке, применение их на практике помогут сварщикам в работе повысить качество сварочных операций, выполняемых в процессе изготовления и монтажа ответственной продукции для АЭС, ТЭЦ, химического и другого оборудования на предприятиях, где предъявляются высокие требования коварным соединениям.
Уважаемый читатель!
|
|
Пожелания и замечания по данной работе прошу направлять по адресу: 347340, г. Волгодонск, ул. Волгодонская, 16, УПК «Волгодонскзнер- гострой», Тудвасеву Владимиру Александровичу Благодарен за Ваше внимание4
В А. Тудвасев, апрель 1996 г.
СОДЕРЖАНИЕ
От автора............................................................... 3
Об авторе............................................................... 4
Предисловие.......................................................... 6
Основные параметры, влияющие на
формирование сварного шва........................ 7
1.1 Величина и подбор сварочного тока............... 7
1.2 Зажигание сварочной дуги............................ 11
1.3 Угол наклона электрода................................ 14
1.4 Скорость сварки............................................. 17
1.5 Длина дуги..................................................... 18
1.6 Манипулирование электродом...................... 19
1.7 Заварка кратера и обрыв дуги....................... 21
2. Наплавка.......................................................... 24
3. Сварка стыковых соединений......................... 29
3.1 Сварка стыковых соединений в нижнем
положении..................................................... 31
3.2 Особенности сварки горизонтальных швов
и наплавки на вертикальной поверхности.... 41
3.3 Сварка вертикальных швов........................... 46
3.4 Сварка потолочных швов.............................. 52
3.5 Сварка трубы - стык неповоротный
при вертикальном расположении трубы...... 56
3.6 Сварка трубы - стык неповоротный
при горизонтальном расположении трубы... 60
3.7 Сварка трубы - стык неповоротный
при 45° расположении трубы........................ 65
4. Сварка угловых соединений............................ 69
5. Дефекты, встречающиеся при ручной
электродуговой сварке................................... 74
В.А.Тудвасев
|
|
S <6 мм
[1]
L
|
|
|

Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим...

Типы сооружений для обработки осадков: Септиками называются сооружения, в которых одновременно происходят осветление сточной жидкости...

Механическое удерживание земляных масс: Механическое удерживание земляных масс на склоне обеспечивают контрфорсными сооружениями различных конструкций...

Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!