УРОК №26
Станки сверлильно-расточной группы.
ТЕМА УРОКА «Назначение и классификация сверлильных станков»
ЦЕЛИ УРОКА:
Дидактическая: создание условий для формирования знаний о назначении и области использования станков для обработки крепёжных отверстий их разновидностей и кинематике конкретных моделей сверлильных станков.
Воспитательная: воспитание познавательного интереса, воспитание осознанного отношения к процессу изучения нового материала..
Развивающая: развитие творческой активности в процессе изучения темы, познавательного интереса к новому материалу.
ОСНАЩЕНИЕ УРОКА:
1. Раздаточный материал.
2. ММК.
3.Модели сверлильных станков.
ОБРАЗОВАТЕЛЬНЫЕ ТЕХНОЛОГИИ: беседа с элементами демонстрации, с привлечением студентов к изучению новой темы, анализом конкретных ситуаций, информационно-комуникационные, здоровьесберегающие.
ВИД ЗАНЯТИЯ: урок
ПЛАН УРОКА:
1. Назначение, область применения станков сверлильно-расточной группы.
2.Типы сверлильных станков.
3. Вертикально-сверлильный станок модели 2Н135.
4. Радиально-сверлильный станок модели 2554.
ЗАДАНИЕ НА ДОМ: 1. с.181-185.
УРОК № 26 ТЕОРЕТИЧЕСКИЙ МАТЕРИАЛ.
Назначение, область применения станков сверлильно-расточной группы
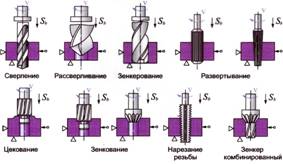
Сверлильные и расточные станки предназначены для получения сквозных и глухих отверстий в сплошном материале, для чистовой обработки (зенкерования, развёртывания) отверстий, образованных в заготовке каким-либо другим способом, для нарезания внутренних резьб, для зенкования торцовых поверхностей. Применяя специальные инструменты и приспособления, на сверлильных станках можно растачивать отверстия, вырезать отверстия большого диаметра в листовом материале («трепанирование»), притирать точные отверстия и т.д.
Кроме того, на расточных станках производится обработка плоских поверхностей резцами и фрезами.
Сверлильные станки используют в механических, сборочных, ремонтных и инструментальных цехах машиностроительных заводов, а так же в ремонтных мастерских, обслуживающих транспорт, стройки, сельское хозяйство.
В серийном и массовом производстве универсальные станки могут оснащаться многошпиндельными сверлильными головками и производить обработку специальными инструментами.
Основными формообразующими движениями при обработке отверстий на сверлильных станках являются главное вращательное движение инструмента и поступательное движение подачи инструмента вдоль его оси.
Рисунок 1 – Схемы обработки отверстий на Рисунок 2 – Схемы обработки отверстий
сверлильных станках на расточных станках
Типы сверлильных станков
Существуют следующие типы универсальных сверлильных станков.
 1 Одношпиндельные настольно-сверлильные станки для обработки отверстий малого диаметра. Станки широко применяют в приборостроении. Шпиндели этих станков вращаются с большой частотой.
1 Одношпиндельные настольно-сверлильные станки для обработки отверстий малого диаметра. Станки широко применяют в приборостроении. Шпиндели этих станков вращаются с большой частотой.
Рисунок 3 – Вертикально-сверлильный настольный
 2 Вертикально-сверлильные станки (основной и наиболее распространенный тип) применяют преимущественно для обработки отверстий в деталях сравнительно небольшого размера. Для совмещения осей обрабатываемого отверстия и инструмента на этих станках предусмотрено перемещение заготовки относительно инструмента.
2 Вертикально-сверлильные станки (основной и наиболее распространенный тип) применяют преимущественно для обработки отверстий в деталях сравнительно небольшого размера. Для совмещения осей обрабатываемого отверстия и инструмента на этих станках предусмотрено перемещение заготовки относительно инструмента.
а) б) в)
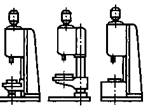
Рисунок 4 – Вертикально-сверлильные одношпиндельные: а – средних размеров на коробчатой основе; б – средних размеров на круглой колонне; в – тяжёлый
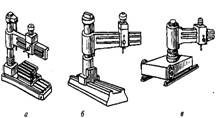
3 Радиально-сверлильные станки используют для сверления отверстий в деталях больших размеров. На этих станках совмещение осей отверстий и инструмента достигается перемещением шпинделя станка относительно неподвижной детали.
Рисунок 5 – Радиально-сверлильные станки:
а – стационарный общего назначения; б – с колонной, перемещаю
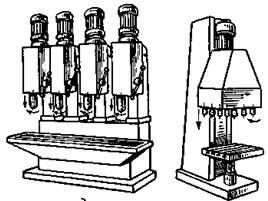 4 Многошпиндельные сверлильные станки обеспечивают значительное повышение производительности труда по сравнению с одношпиндельными станками.
4 Многошпиндельные сверлильные станки обеспечивают значительное повышение производительности труда по сравнению с одношпиндельными станками.
Рисунок 6 – Многошпиндельные сверлильные станки: а – последовательного действия; б - параллельного действия
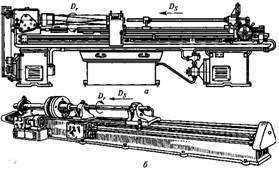
5 Горизонтально-сверлильные станки для глубокого сверления предназначены для сверления и рассверливания отверстий, длина которых во много раз превосходит их диаметр. Конструкция станков зависит от длины и диаметра обрабатываемого отверстия, длины и массы заготовки, а так же от масштаба производства. Станки могут быть одно- и двухсторонними, т.е. предназначенными для обработки отверстий с одной или с обеих сторон одновременно. В станках для сверления отверстий малого диаметра при длине не более 1000 мм вращается обрабатываемая заготовка (рис.7 а). Большие, тяжёлые заготовки остаются во времени обработки неподвижными, а инструмент (специальное сверло и борштанга с расточными резцами) получает вращение и осевую подачу (рис. 7, б).
Рисунок 7– Станки для глубокого сверления:
а – горизонтально-сверлильный для глубокого сверления вращающихся деталей;
б – горизонтально-сверлильный для глубокого сверления неподвижных деталей
К группе сверлильных станков можно также отнести центровальные станки, которые служат для получения в торцах заготовок центровых отверстий. Основными размерами сверлильных станков являются наибольший условный диаметр сверления, размер конуса шпинделя, вылет шпинделя, наибольший ход шпинделя, наибольшие расстояния от торца шпинделя до стола и до фундаментной плиты и др.
В зависимости от области применения различают универсальные и специальные сверлильные станки. Находят широкое применение и специализированные сверлильные станки для крупносерийного и массового производства, которые создаются на базе универсальных станков путём оснащения их многошпиндельными сверлильными и резьбонарезными головками и автоматизации цикла работы.
Таблица 2 – Типоразмеры станков
| Модель
| Типоразмер, ø
|
| Вертикально-сверлильные
2М103Г(настольные)
2М106П(настольные)
2М112(настольные)
2Н118
2Н125
2Н135
2Н150
2170
Радиально-сверлильные
2Л52
2М53
2554
2М55
2М57
2М58
|
3
6
12
18
25
35
50
75
25
35
45
50
70
100
|
УРОК №27
ЗАДАНИЕ НА ДОМ: 1. с.186-192.
Алмазно-расточные станки
На алмазно-расточных станках выполняют тонкое растачивание точных цилиндрических и конических отверстий, а при наличии дополнительной оснастки их используют также для обработки торцов, канавок, фасонных поверхностей вращения и т. п.
Алмазно-расточные станки подразделяют на вертикальные и горизонтальные, одно- и многошпиндельные. Горизонтальные станки могут быть односторонними и двусторонними.
На алмазно-расточных станках обрабатывают детали при высоких скоростях резания (до 1000 м/мин), малых подачах (0,01 - 0,1 мм/об) и малых глубинах резания (0,05 - 0,5 мм). В качестве инструментов применяют алмазные и твердосплавные резцы.
Движения в станке (рис. 5).
Главным движением в алмазно-расточных станках является вращение шпинделя с инструментом. Вертикальные одношпиндельные алмазно-расточные станки имеют разделенный привод главного движения, т. е. вращение шпинделю от коробки скоростей передается через ременную передачу. В горизонтальных алмазно-расточных станках, предназначенных для более точных работ, коробка скоростей отсутствует; электродвигатель расположен вне станка, и шпинделям расточных головок вращение сообщается только с помощью ременной передачи. Необходимая частота вращения шпинделя настраивается ступенчатыми или сменными шкивами.

Рисунок 5 – Алмазно-расточные станки:
а – вертикальный; б – горизонтальный
Движение подачи в вертикальных одношпиндельных станках сообщается шпинделю, в горизонтальных односторонних и двусторонних станках — столу с установленным приспособлением для закрепления заготовки. Стол совершает сложный цикл рабочих и быстрых перемещений, подавая заготовку то к одним, то к другим шпиндельным головкам, установленным на мостиках. В специализированных алмазно-расточных станках движение подачи сообщается шпиндельным головкам, а заготовка остается не-подвижной. Для получения подач чаще всего используют гидравлический привод, бесступенчато регулирующий подачу.
Точность вращения шпинделя в значительной степени определяет выходную точность обработки. Шпиндели монтируют на высокоточных подшипниках качения или скольжения. Вращение на шпиндель для получения малых параметров шероховатости обрабатываемой детали передается ременной передачей. Шпиндель и закрепленные на нем детали обычно уравновешивают. Применение гидравлической установки дает возможность не только применять бесступенчатое регулирование подачи, но также автоматизировать цикл перемещения стола и другие вспомогательные операции. Электродвигатели, насосы и другие механизмы станка выносят за пределы станка, что также способствует повышению точности и уменьшению тепловых деформаций базовых деталей станка. Тонкое (алмазное) растачивание имеет следующие достоинства: в порах обработанной поверхности отсутствуют абразивные зерна, наблюдаемые при обработке абразивным инструментом (шлифованием и хонингованием); высокая точность обработки отверстии, отклонение от круглости 0,003—0,005 мм и параметр шероховатости поверхности Ra = 0,16... 0,63 мкм
ПРАКТИЧЕСКАЯ РАБОТА № 3
ТЕМА УРОКА «Выбор сверлильных станков для обработки заготовки»
Дидактическая: обобщение знаний о возможностях использования станков сверлильно-расточной группы для обработки отверстий различных типов, в различных условиях производства
Воспитательная: воспитание познавательного интереса, осознанного отношения к процессу обучения, воспитание ответственности и самоконтроля, привитие чувства ответственности за качество выполняемой работы.
Развивающая: развитие гибкости мышления, формирование умения рационально выполнять и оформлять свою работу, развитие умения работы малыми группами.
ОБРАЗОВАТЕЛЬНЫЕ ТЕХНОЛОГИИ: обучение в сотрудничестве, самостоятельная работа, информационно-комуникационные, здоровьесберегающие.
ВИД ЗАНЯТИЯ: урок – практическая работа
МЕТОДИЧЕСКОЕ ОБЕСПЕЧЕНИЕ.
1. Методические указания по выполнению работы.
2. Справочник технолога-машиностроителя. т.2. Под ред. А.В. Косиловой., Р.К. Мещерякова. - М.: Машиностроение, 1985.
ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ.
1 Ознакомиться с целью и порядком проведения работы
2 Изучить индивидуального задания
3 Определить содержание токарной операции, оформить эскиз обработки
4 Выбрать станки для токарной операции для условий
4.1 мелкосерийного
4.2 среднесерийного
4.3 массового производства
5 Изучить технические характеристики станков.
6 Выписать технические характеристики станков.
Технические характеристики станков приведены в каталогах станков и в литературе (2).
7 Оформить отчёт и подготовить его к сдаче.
8 Сделать вывод о проделанной работе.
ЗАДАНИЕ НА ДОМ: оформить отчёт и подготовить его к сдаче
Фрезерные станки
УРОК №29
ЗАДАНИЕ НА ДОМ: 1. с. 205-218
УРОК №26
Станки сверлильно-расточной группы.