В основу лакокрасочных материалов положены следующие положения:
1.) Вязкость лакокрасочного состава должна быть не очень высокой, чтобы не затруднять работу малярной кистью или валиками и не применять слишком высоких давлений при покрытии методом пневматического распыления. При чрезмерном повышении вязкости лакокрасочный состав плохо разливается и не полностью заполняет поры и неровности поверхности, что ухудшает адгезию покрытия.
2.) Концентрация пленкообразующего вещества в лакокрасочном составе сильно влияет на физико-механические и оптические свойства пленок. Она должна быть достаточной для обеспечения необходимой вязкости лака или краски, а также толщины и прочности пленки покрытия. Толщина лакокрасочного покрытия обычно составляет 60—100 мкм, иногда 300 мкм, что достигается нанесением нескольких слоев (с сушкой после каждого слоя). Средняя толщина одного слоя высохшего покрытия, нанесенного распылением, колеблется от 10 до 25 мкм.
3.) Скорость высыхания лакокрасочных составов определяется скоростью испарения летучих растворителей или химических процессов, протекающих в пленкообразователе под действием кислорода воздуха, тепла, катализаторов и отвердителей. В практике малярных работ различают два этапа высыхания олиф, лаков и красок: высыхание от пыли и полное высыхание. Скорость высыхания олиф и масел характеризуется йодным числом — количеством йода, присоединяющегося по месту двойных связей молекул масла.
4.) Степень перетира важна для пигментированных лакокрасочных составов. Размер частиц пигмента, естественно, не должен превышать толщины высохшей пленки, иначе невозможно получить гладкое и ровное покрытие, При механических воздействиях крупные частицы легко, вырываются из пленки и повреждают покрытие. Основные свойства лакокрасочных покрытий характеризуются показателями их механических и декоративных свойств, адгезионной способностью, стойкостью к воздействию окружающей среды. Механическую прочность покрытий оценивают показателями твердости, гибкости (астичности), прочности на удар, стойкости к истиранию и др.
5.) Декоративные свойства покрытий должны соответствовать функциональному назначению и условиям эксплуации. Их характеризуют цветом, блеском, фактурой и |ассом (покрытия).
Внешний вид покрытия с учетом степени блеска, характера фактуры и наличия дефектов характеризуют классом.
Адгезионная способность (адгезия) оценивается прочностью прилипания лакокрасочного покрытия к поверхности изделия. Это наиболее важное свойство покрытия зависит от степени смачивания поверхности изделия лакокрасочным составом и адсорбции его поверхностью, от величины сил взаимодействия между пленкой и поверхностью изделия. Характер сил взаимодействия, обусловливающих прилипание и склеивание, рассмотрен в главе «Клеящие материалы».
Окислы (ржавчина), жировые загрязнения, влага, пыль, адсорбированные поверхностью пары в газы препятствуют образованию молекулярного контакта между молекулами покрытия и покрываемой поверхности, Стойкость к воздействию окружающей среды является важнейшим свойством лакокрасочного покрытия.
Качество лакокрасочного покрытия существенно зависит от тщательности подготовки поверхности конструкций и изделий к окрашиванию. Применяют абразивные обработки поверхности и ее обезжиривание, удаление различных загрязнений, остатков предыдущих разрушившихся покрытий и т.
73. Оборудование для смесеобразования и диспергирования.
К оборудованию можем отнести следующие агрегаты:
1)Диссольвер- высокопроизводительная "мешалка" с фрезами, важнейший рабочий агрегат. Он предназначается для предварительного диспергирования (тонкого измельчения) различных компонентов при производстве красок, а также смешивания пигментов, красителей и других материалов средней твердости в таких жидких средах, как олифа, вода и прочее. Устройства могут изготавливаться различной емкостью и оснащаться рубашкой для обогрева или охлаждения. Как было скзано выше, действие диссольвера обеспечивается быстроходной "мешалкой" фрезерного типа со скоростью вращения до 3000 об/мин и частотным регулятором скорости вращения, которые позволяют организовать диспергирование и перемешивание в оптимальном режиме. С его помощью достигается главное свойство качественной краски - однородность получаемого материала. При этом, энергозатраты для производства одного килограмма краски, лишь немного превышают 0,15 кВт/кг. 2) Вертикальные бисерные мельницы.В настоящее время на участках диспергирования пигментов ряда лакокрасочных предприятий, в полиграфии и др. отраслях промышленности достаточно часто встречаются вертикальные бисерные мельницы
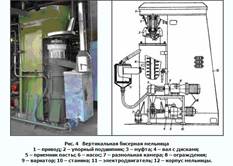
Такая мельница состоит из цилиндрической размольной камеры со сменным "стаканом", внутри которого вращается вал с дисками. Размольная камера установлена на колесах, закрепляется в корпусе и вал ротора соединен с приводным валом эластичной передачей. Пигментная суспензия непрерывно подается насосом в нижнюю часть корпуса вертикального "стакана", заполненного на 50 – 60% объема бисером. Меняя производительность насоса, можно регулировать среднее время пребывания пигментной пасты в рабочей камере мельницы и, тем самым, степень пасты. В верхней части корпуса паста отделяется от бисера при помощи сепаратора сетчатого типа. Корпус снабжен рубашкой охлаждения, с помощью которой поддерживается температура пигментной пасты. Охлаждение бисерной мельницы производится водой, подаваемой в рубашку охлаждения прямотоком.Основные достоинства вертикальных бисерных мельниц:сравнительно простая конструкция;простота обслуживания;относительно малая занимаемая производственная площадь.
Основные недостатки:низкая производительность при дезагрегации паст трудно диспергируемых пигментов;невозможность использования «тяжелого» циркониевого бисера для повышения;производительности мельницы;сильная загазованность рабочей зоны, при использовании сепаратора сетчатого типа;необходимость замывки сетки сепаратора от насыхающей пигментной пасты при работе в периодическом режиме;невозможность использования более эффективного противоточного режима охлаждения
2.  1.
1. 






