Начальник цеха –Лазорев.С.Д
Наставник - Лукянов.А.Е.

Организация рабочего места
Моё рабочее место было на заводе ООО “ПКФ” СИБМЕТАЛЛ.
В качестве оборудования я использовал баллоны кислорода и ацетилена.
Выполнял работы в 1 цехе и на улице.
Рабочее место сварщика, оборудованное всем необходимым для выполнения газосварочных работ, называется газосварочным постом. Газосварочные посты подразделяются на подвижные и стационарные в зависимости от их габаритов и мощности. Подвижные посты, в свою очередь, могут быть переносными и передвижными.
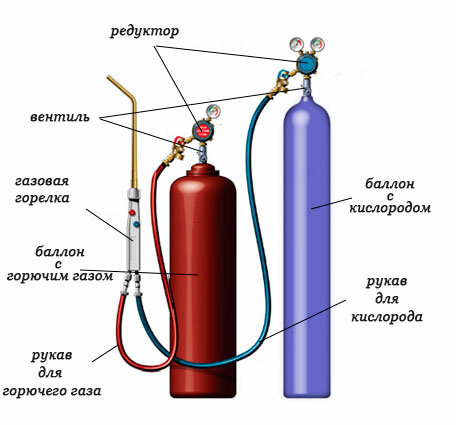
Сварочный пост для газовой сварки:
а) стационарный газовый пост: 1 - газовая горелка; 2 - шланг для подвода горючего газа (ацетилена, пропана или др.;) 3 - шланг для подвода кислорода; 4 - баллон с горючим газом; 5 - редуктор для горючего газа; 6 - редуктор для кислорода; 7 - кислородный вентиль; 8 - баллон с кислородом; б) переносной сварочный пост;
в) передвижной сварочный пост.
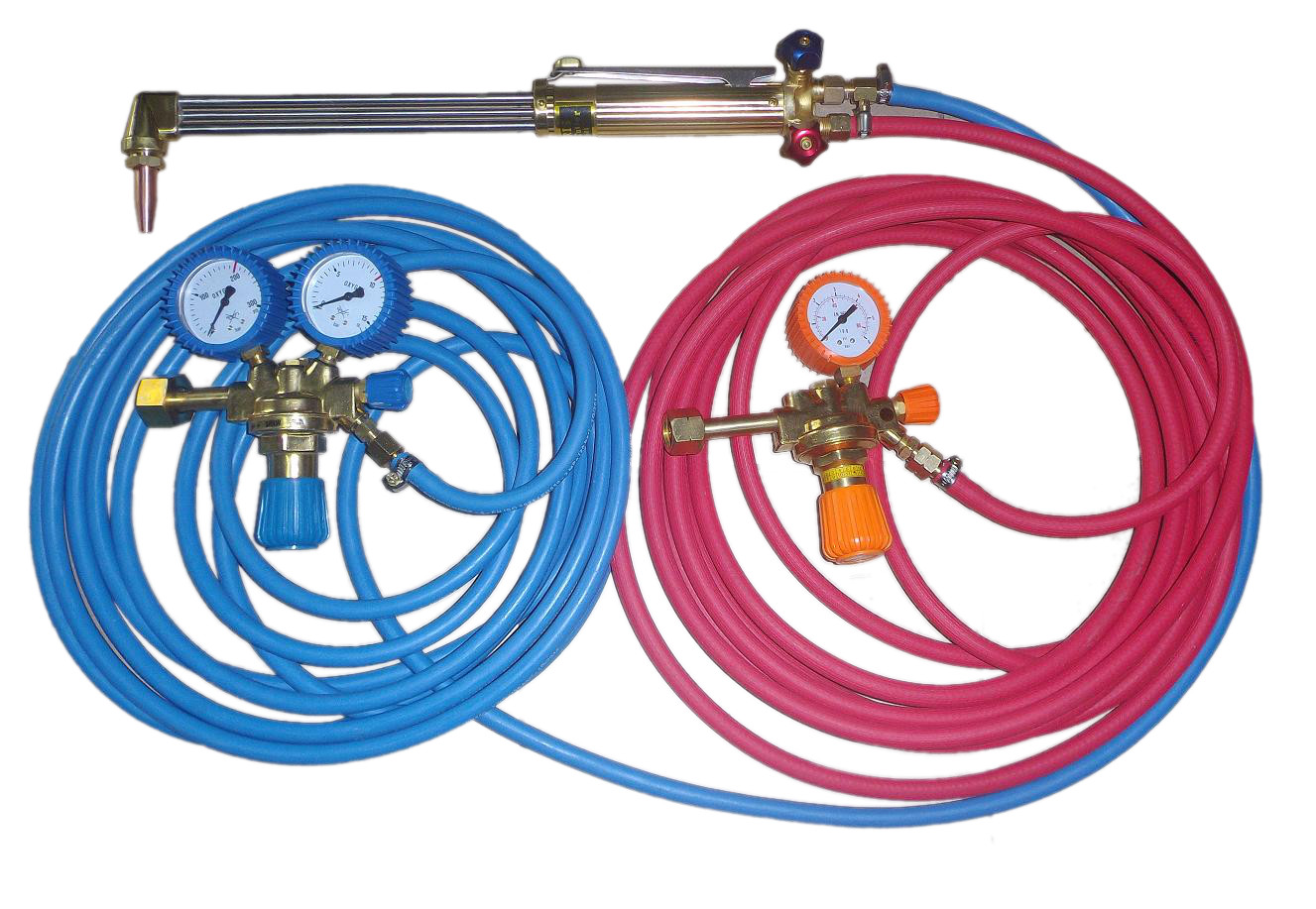
Шланги необходимы для подачи газа из баллонов в горелку или резак. Всего используется два шланга. Один для кислородного баллона, другой - для баллона с горючим газом. Оба шланга подсоединяются к горелке/резаку.
В большинстве своем, шланги изготавливают из прочной, но гибкой резины. Если в качестве горючего газа используется керосин или бензин, то нужно выбирать бензостойкий шланг.
Требования к шлангам
Стандартная длина шлангов должна быть не более 20 м, но для монтажных работ разрешается использовать шланги длинной до 40 м. Запрещается подсоединять к шлангам тройники, вилки и другие приспособления для питания нескольких горелок. Используемые шланги не должны иметь дефектов. Разрешается состыковывать шланги длиной до 3 м. Шланги должны быть плотно закреплены на ниппелях редуктора и горелки при помощи вязальной проволоки или хомутов.
Запрещается менять местами кислородные шланги и шланги для подачи ацетилена. Нельзя перегибать, сплющивать шланги при их укладке и хранении. Ни в коем случае на шлангах не должно быть следов масла, так как это приведет к детонации кислорода.
Виды работ
По производственной практике по ПМ 05 Газовая сварка (наплавка) выполнял следующие виды работ:
- подготовка деталей под газовую сварку, выбор режима и способа газовой сварки;
- газовая сварка различных деталей из углеродистых и конструкционных сталей во всех пространственных положениях, газовая сварка различных деталей из цветных металлов и сплавов во всех пространственных положениях сварного шва, газовая наплавка.
- Газовая сварка различных деталей из углеродистых и конструкционных сталей во всех пространственных положениях сварного шва:
-газовая сварка изделий из уголка с различными полками, газовая сварка
изделий из круглого проката, газовая сварка труб, газовая сварка труб отопительной системы;
газовая сварка различных деталей из цветных металлов и сплавов во всех пространственных положениях сварного шва:
- газовая сварка различных деталей из цветных металлов и сплавов:
газовая сварка емкостей из тонколистовой стали, газовая сварка труб.
-Газовая наплавка изношенных деталей.

Подготовка деталей под газовую сварку

 Подготовка уголка к газовой сварке Подготовка квадратной профильной трубы к
Подготовка уголка к газовой сварке Подготовка квадратной профильной трубы к
газовой сварке
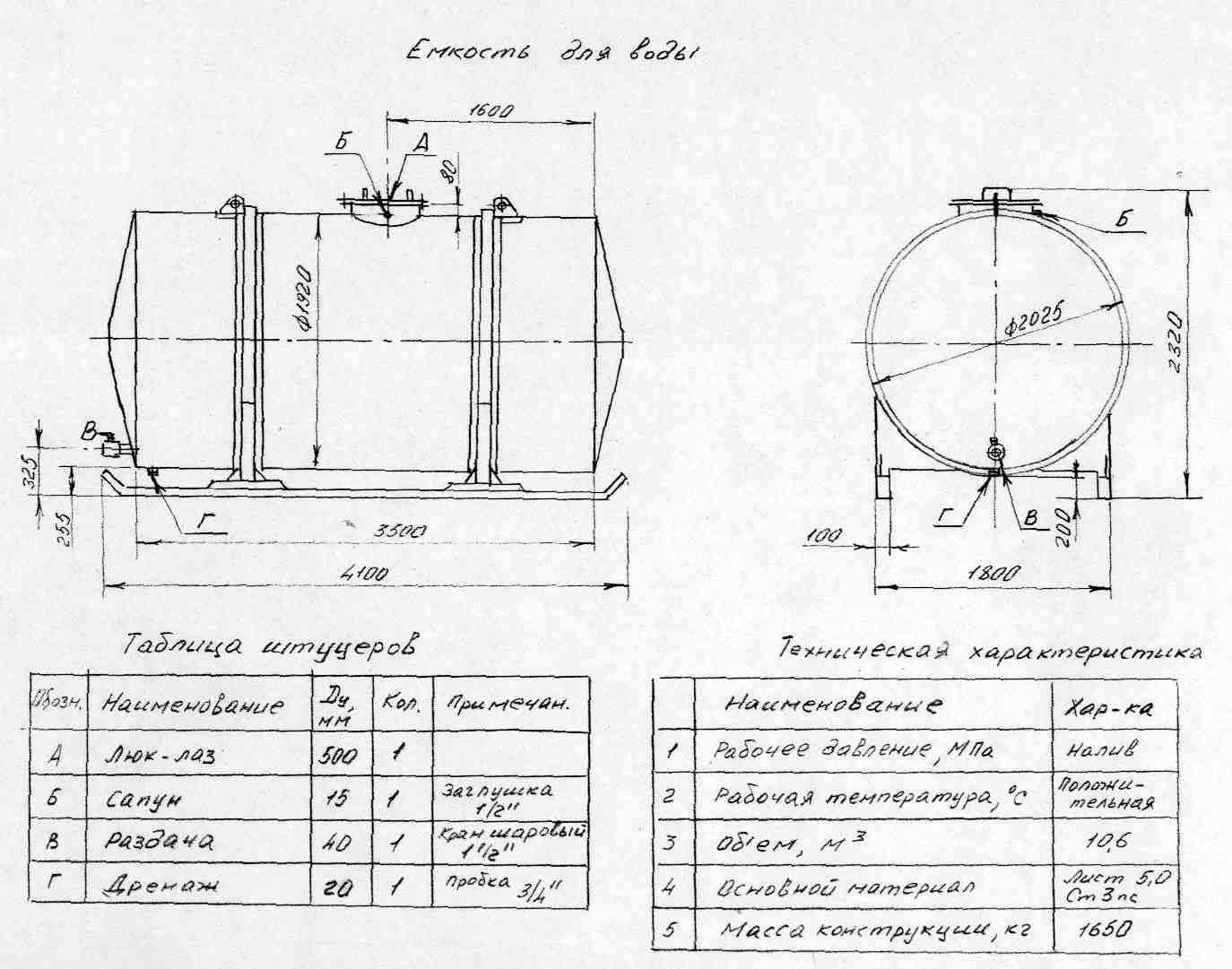
Ознакомление с чертежом емкости
Газовая сварка различных деталей из углеродистых и конструкционных сталей во всех пространственных положениях сварного шва

 Газовая сварка квадратной профильной трубы с Газовая сварка трубы
Газовая сварка квадратной профильной трубы с Газовая сварка трубы
с различными полками


Газовая сварка труб системы отопления Газовая сварка трубы


Газовая сварка труб Газовая сварка квадратной профильной трубы
Газовая сварка различных деталей из цветных металлов и сплавов во всех пространственных положениях сварного шва


Газовая сварка ёмкости из нержавеющей стали d=350мм Газовая сварка труб из цветных металлов
S=3мм

Газовая сварка труб
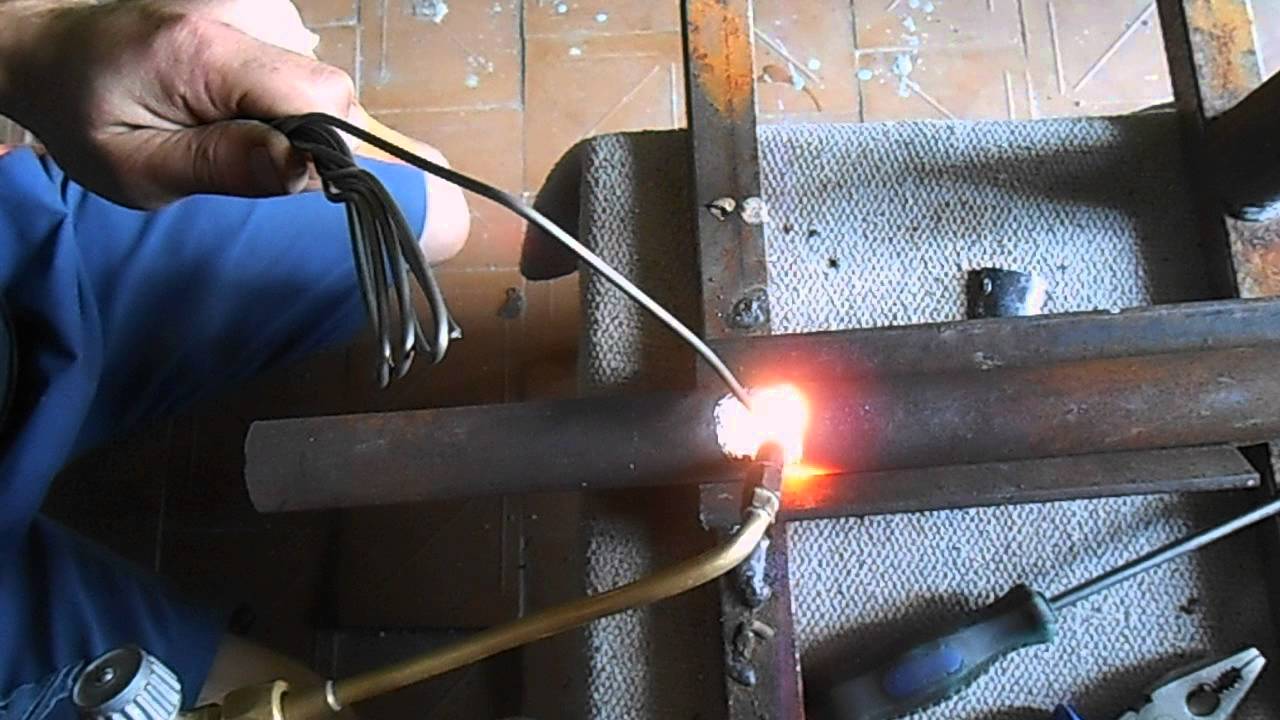
Газовая наплавка
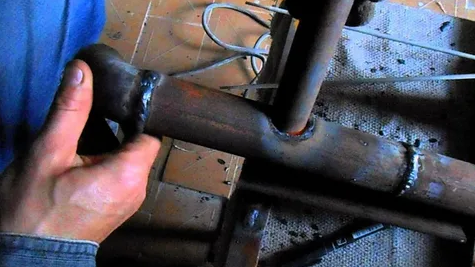

Газовая наплавка труб Газовая наплавка вала
Газовая наплавка
Безопасность труда при газосварочных работах
Во время работы баллон и генератор должно разделять расстояние не менее 5 метров. Во время работы шланги необходимо подвешивать, чтобы не повредить их. Если газосварка ведется в помещении, где работают другие люди, то по периметру должна быть выставлена защита. Перед зажиганием горелки приоткрывается вентиль кислорода, потом вентиль ацетилена и после продувки шлангов производится зажигание горючей смеси. Нельзя работать горелкой с загрязненными каналами, это приведет к возникновению хлопков и обратных ударов.
Строго запрещается браться замасленными руками за горелку, редуктор и полностью исключить контакт сварочного оборудования с маслом, так как оно способно спровоцировать детонацию. В случае возникновения обратного удара пламени нужно стразу же перекрыть вентили на резаке, баллонах и водяном затворе. Скорость распространения огня по шлангам невысокая и если это сделать мгновенно, то можно избежать взрыва.
Перед началом сварки нужно проверить оборудование:
- прочность и герметичность подсоединения шлангов к редукторам и горелке;
- целостность шлангов, состояние горелки и исправность редуктора;
- плотность соединений и уровень воды в затворе;
- исправность манометров.
Баллоны и генераторы должны быть покрашены определенным цветом, баллон с кислородом и редуктор - голубой краской, ацетиленовый генератор или баллон -белой краской. Дополнительно на ацетиленовом баллоне должна быть красная надпись «Ацетилен».
Требования к генераторам
Ацетиленовый генератор должен быть установлен так, что бы избежать падения, толчков и ударов. Водяной затвор должен находиться в вертикальном положении и быть исправен. Использовать генераторы без водяного затвора категорически запрещается. Используя генераторы на улице или в помещении при температуре ниже 0°С, нужно предотвратить замерзание воды. Если замерзла аппаратура: генератор, водяной затвор или шланг необходимо провести их отогревание в теплом помещении. Нельзя отогревать отрытыми источниками огня и располагать ближе 10 м к источнику огня. Отогревание рекомендуется проводить горячей водой (паром). Использовать карбид меньшей грануляции, чем указанно в паспорте генератора строго запрещено, так как может произойти избыточный выброс газа. Перед загрузкой требуется провести отсев и удаление мелкой фракции и карбидной пыли. Загружать карбид разрешается только в корзину и ни в коем случае его нельзя загружать в реторту.
Охрана труда на предприятии и промышленная санитария
Сварочные работы относятся к категории работ с повышенной степенью опасности, что обуславливает повышенные требования к организации рабочих мест, обслуживанию аппаратуры и оборудования. Нарушение этих требований запрещено, чтобы избежать травматических случаев (отравлений газом, поражения электрическим током и др.). Сварщику при выполнении работ приходится работать при электрическом токе силой свыше 1000А и напряжении от 24 до 220/380В.
Применяемые при газовой сварке, наплавке и резке металлов кислород и горючие газы подаются к месту работы в сжатом состоянии, чаще под высоким давлением. Горючие газы, смешиваясь с воздухом или кислородом, взрываются от искры любого происхождения, открытого пламени, нагретого тела и других тепловых импульсов.
Широко используемый газ - ацетилен, даже если отсутствует кислород и воздух, взрывоопасен. Серьезная опасность возникает при получении ацетилена в специальных генераторах на месте производства работ. Высокой химической активностью обладает кислород, находящийся под большим давлением в баллоне, особенно при соприкосновении с различными маслами и жирами – животными, минеральными и растительными. Резка металлов сопровождается выбросом из места резки большого количества расплавленного металла и шлака. Все это делает место выполнения сварочных работ зоной повышенного риска. Создание безопасных условий труда на производстве всех форм собственности было и остается одним из главных приоритетов. Наибольшей ценностью государства является человек - это означает, что для каждого конкретного работника должны быть созданы безопасные условия на производстве. Улучшение условий труда - самостоятельная и важная задача социальной политики, осуществляемой государством. Для решения теоретических и практических задач, определяющих эту проблему, государством были разработаны и реализованы многочисленные правовые, технические, экономические и организационные мероприятия.
Главными объектами исследования охрана труда являются человек в процессе труда, производственная среда и обстановка, взаимосвязь человека с промышленным оборудованием, технологическими процессами, организация труда и производства. Рациональная организация рабочего места учитывает оптимальную его планировку, степень механизации и автоматизации, выбор рабочей позы человека и расположением органов управления, инструментов, материалов. Оптимальная планировка обеспечивает удобство при выполнении работ, экономию сил и времени рабочего, правильное использование производственных площадей, обеспечение безопасных условий работы.
Заключение
За время прохождения производственной практики по ПМ 05 «Газовая сварка (наплавка)» в ООО «ПКФ СИБМЕТАЛЛ-Омск» по профессии Сварщик (ручной и частично механизированной сварки (наплавки), я выполнял газовую сварку различных деталей из углеродистых и конструкционных сталей, различных деталей из цветных металлов и сплавов во всех пространственных положениях, выполнял газовую наплавку изношенных деталей. Ознакомился с новым оборудованием и инструментом для газовой сварки (наплавки).
Поставленные цели и задачи я выполнил.
Список используемых источников
1. Куликов О.Н., Ролин Е.И. Охрана труда при производстве сварочных работ Издание: 12-е, год выпуска: 2020
2. Овчинников В.В. Подготовительные и сборочные операции перед сваркой Издание: 3-е, год выпуска: 2020
3. Газовая сварка (наплавка) Овчинников В.В. Издание: 3-е Год выпуска: 2020
4. Интернет https://www.metobr-expo.ru/ru/articles/gazovaya-svarka-metallov/
5. Источник: https://ohranatryda.ru/tehnika-bezopasnosti/pri-slesarnyh-rabotah.html
Министерство образования Омской области
бюджетное профессиональное образовательное
учреждение Омской области
«Омский техникум строительства и лесного хозяйства»
(БПОУ «ОТСЛХ»)





