ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
нагревательных печей толкательного типа
Производства горячего проката
ИЭ 05757665–012–01Т–2009
Взамен ИЭЕ 05757665-12-01Т-2001
РАЗРАБОТАНО
Начальник ПГП
____________С. И. Мазур
«____»_____________2009 г.
Липецк
2009 г.
| Оглавление
|
|
Стр.
|
| 1.
|
Общие положения
| 5
|
| 1.1
| Назначение инструкции
| 5
|
| 1.2
| Состав оборудования нагревательных печей толкательного типа
| 5
|
| 1.3
| Обслуживающий персонал
| 5
|
| 1.4
| Нормативные документы, которыми руководствуются при выполнении работ по эксплуатации нагревательных печей толкательного типа
| 6
|
|
|
|
|
| 2.
|
Основная часть
| 7
|
| 2.1
| Характеристика оборудования нагревательной печи толкательного типа
| 7
|
| 2.1.1
| Техническая характеристика оборудования нагревательной печитолкательного типа
| 7
|
| 2.1.2
| Описание конструкции нагревательной печи толкательного типа
| 10
|
| 2.1.2.1
| Механическое оборудование печи
| 11
|
| 2.1.2.1.1
| Рольганг загрузки и выгрузки
| 11
|
| 2.1.2.1.2
| Толкатель слябов
| 11
|
| 2.1.2.1.3
| Приёмник слябов
| 12
|
| 2.1.2.1.4
| Металлоконструкции
| 12
|
| 2.1.2.1.4.1
| Каркас печи
| 12
|
| 2.1.2.1.4.2
| Металлоконструкция свода
| 13
|
| 2.1.2.1.4.3
| Металлоконструкция над окалиносборниками
| 13
|
| 2.1.2.1.4.4
| Торцевая стена загрузки
| 13
|
| 2.1.2.1.4.5
| Торцевая стена выгрузки
| 14
|
| 2.1.2.1.5
| Заслонки окон загрузки и выгрузки
| 14
|
| 2.1.2.1.6
| Стол посада
| 15
|
| 2.1.2.1.7
| Крепление подовых труб
| 15
|
| 2.1.2.1.8
| Борова и поворотный клапан
| 15
|
| 2.1.2.1.9
| Борова и наклонный шибер
| 15
|
| 2.1.2.2
| Футеровка и изоляционные материалы
| 15
|
| 2.1.2.3
| Газо- и воздухопроводы с запорной и регулирующей арматурой
| 16
|
| 2.1.2.4
| Горелочное оборудование
| 16
|
| 2.1.2.5
| Вентиляторы горячего дутья
| 17
|
| 2.1.2.6
| Керамический рекуператор
| 17
|
| 2.1.2.7
| Система испарительного охлаждения печи
| 18
|
| 2.1.3
| Краткое описание технологического процесса
| 19
|
| 2.1.3.1
| Подача слябов к печам
| 19
|
| 2.1.3.2
| Посад слябов в печи
| 20
|
| 2.1.3.3
| Принцип регулирования тепловой работы печи
| 21
|
| 2.1.3.3.1
| Регулирование давления воздуха горения
| 21
|
| 2.1.3.3.2
| Контроль температуры воздуха горения
| 22
|
|
|
| Стр.
|
| 2.1.3.3.3
| Регулирование давления в печи
| 22
|
| 2.1.3.3.4
| Процесс нагрева металла
| 22
|
| 2.1.3.4
| Режим нагрева металла
| 23
|
|
|
|
|
| 2.2
| Порядок пуска и остановки нагревательных печей
| 24
|
| 2.2.1
| Документация, регламентирующая порядок пуска печи
| 24
|
| 2.2.2
| Порядок пуска печи
| 25
|
| 2.2.3
| Порядок взаимодействия со смежным обслуживающим персоналом
| 26
|
| 2.2.4
| Организация контроля над правильностью выполнения пусковых операций
| 27
|
| 2.2.5
| Документация, регламентирующая порядок остановки печи
| 27
|
| 2.2.6
| Порядок остановки печи
| 27
|
| 2.2.7
| Порядок аварийной остановки печи
| 28
|
| 2.2.8
| Порядок аварийного перевода системы испарительного охлаждения печи на техническую воду
| 29
|
|
|
|
|
| 2.3
| Порядок эксплуатации оборудования печи толкательного типа
| 30
|
| 2.3.1
| Перечень приборов контроля, работа которых не должна прерываться в процессе эксплуатации печи
| 30
|
| 2.3.2
| Порядок управления оборудованием нагревательной печи
| 30
|
| 2.3.2.1
| Управление загрузкой слябов в печь
| 30
|
| 2.3.2.2
| Управление выгрузкой слябов из печи
| 31
|
| 2.3.2.3
| Управление нагревом металла
| 31
|
| 2.3.2.4
| Управление системой испарительного охлаждения
| 32
|
| 2.3.3
| Порядок выполнения технического обслуживания оборудования нагревательной печи
| 32
|
| 2.3.3.1
| Документация, регламентирующая порядок обслуживания оборудования печи
| 32
|
| 2.3.3.2
| Организация уборки окалины
| 33
|
| 2.3.3.2.1
| Удаление окалины с площадки под столом посада
| 33
|
| 2.3.3.2.2
| Удаление окалины из рабочего пространства печи
| 33
|
| 2.3.3.2.3
| Удаление окалины с монолитного пода
| 34
|
| 2.3.3.3
| Обслуживание механического оборудования нагревательной печи
| 34
|
| 2.3.3.3.1
| Обслуживание рольгангов загрузки и выгрузки
| 34
|
| 2.3.3.3.2
| Обслуживание толкателя слябов
| 36
|
| 2.3.3.3.3
| Обслуживание приёмника слябов
| 36
|
| 2.3.3.4
| Обслуживание технологического оборудования
| 37
|
| 2.3.3.5
| Обслуживание газового хозяйства
| 37
|
| 2.3.3.6
| Обслуживание вентиляторов горячего дутья
| 39
|
| 2.3.3.7
| Обслуживание системы испарительного охлаждения
| 39
|
| 2.3.3.8
| Организация ремонтов печи
| 39
|
|
|
| Стр.
|
| 2.3.4
| Перечень точек контроля состояния оборудования
| 40
|
| 2.3.5
| Приборы безопасности
| 40
|
| 2.3.5.1
| Отсечные клапаны безопасности
| 40
|
| 2.3.5.2
| Защита вентиляторов от перегрева
| 41
|
| 2.3.6
| Аварийные параметры, работа блокировок и сигнализации
| 41
|
|
|
|
|
| 2.4
| Требования по безопасности
| 43
|
| 2.4.1
| Опасные производственные факторы и меры безопасности
| 43
|
| 2.4.2
| Порядок допуска персонала к осмотру, ремонту и испытаниям печи
| 43
|
| 2.4.3
| Виды и нормативы вредных воздействий на окружающую среду
| 43
|
| 2.4.4
| Действия персонала при нарушении нормативов выделения загрязняющих веществ
| 44
|
|
|
|
|
| 3
|
Ответственность
| 45
|
|
|
|
|
| Приложение 1
| Характеристика горелок нагревательных печей толкательного типа
| 47
| |
| Приложение 2
| Схема газо- воздуховодов с запорной и регулирующей арматурой нагревательных печей толкательного типа
| 48
| |
| Приложение 3
| Схема посада слябов в нагревательные печи толкательного типа
| 49
| |
| Приложение 4
| График разогрева нагревательной печи толкательного типа
| 50
| |
| Приложение 5
| Перечень точек контроля технологического оборудования нагревательных печей толкательного типа
| 52
| |
| | | | | | |
1 Общие положения
1.1 Назначение инструкции по эксплуатации нагревательных печей толкательного типа
Настоящий документ устанавливает требования по безопасной эксплуатации и обслуживанию толкательных печей и распространяется на деятельность технологического и ремонтного персонала Производства горячего проката.
Настоящий документ разработан в соответствии с требованиями «Правил безопасности в газовом хозяйстве металлургических и коксохимических предприятий и производств» и «Правил технической эксплуатации нагревательных печей прокатных цехов чёрной металлургии».
1.2 Состав оборудования нагревательных печей толкательного типа
В состав механического оборудования нагревательной печи толкательного типа входят металлоконструкции печи, загрузочный рольганг и рольганг выгрузки слябов, толкатель слябов, приёмник слябов, заслонки окон загрузки и выгрузки слябов с электромеханическим приводом, системой густой смазки.
В состав оборудования нагревательной печи, помимо каркаса, брони и огнеупорной футеровки, входят горелочные устройства типа «труба в трубе», газо- и воздухопроводы с запорно-регулирующей арматурой и клапанами безопасности с арматурой, системы испарительного охлаждения подовых труб (по две установки испарительного охлаждения на печь), система охлаждения конструкционных водоохлаждаемых элементов печи, вентиляторы горячего дутья (по четыре на печь), керамический рекуператор, система желобов гидроудаления окалины, контрольно-измерительные приборы и автоматика.
Обслуживающий персонал
Эксплуатацию толкательных печей осуществляет сменный технологический персонал участка нагревательных печей:
1. нагревальщики металла;
2. посадчики металла;
3. операторы постов управления.
Общее руководство участком нагревательных печей осуществляет мастер участка нагревательных печей и склада слябов. Ему в оперативном порядке подчинены мастер участка нагревательных печей, мастер по ремонту оборудования нагревательных печей и склада слябов, а также весь технологический персонал участка печей.
Ежесменное техническое обслуживание оборудования толкательных печей проводят слесари по ремонту мехоборудования, электрооборудования, энергооборудования и слесарь гидравлики и смазки, а так же мастера по ремонту оборудования стана 2000, сменные мастера по ремонту оборудования стана 2000, сменные мастера по ремонту электрооборудования стана 2000, мастера по ремонту электрооборудования стана 2000.
Старший нагревальщик является основным производственным рабочим, отвечающим за производительную, безаварийную и экономичную работу печей в смене. Непосредственно руководит работой нагревальщиков и посадчиков, а в оперативном порядке – операторами и представителями других служб на участке печей.
Нагревальщики 5 разряда осуществляют непосредственное ведение процесса нагрева металла в толкательных печах, выполняют необходимые действия по эксплуатации и обслуживанию печей.
Нагревальщики 4 разряда являются помощниками нагревальщиков 5 разряда и при необходимости подменяют их.
Нагревальщиками назначаются распоряжением по производству лица, имеющие образование не ниже среднего или профессионального, прошедшие индивидуальное профессиональное обучение по утвержденной программе и получившие допуск к самостоятельной работе. Нагревальщики должны быть обучены правилам обслуживания объектов газового хозяйства и допущены к их эксплуатации распоряжением по производству. Кроме того, нагревальщики, выполняющие газоопасные работы, должны иметь медицинское разрешение на их выполнение и удостоверение, свидетельствующее о том, что работник прошёл ежегодный инструктаж по правилам использования газозащитной аппаратуры.
К самостоятельной работе посадчиком металла допускаются лица мужского пола, не моложе 18 лет, прошедшие медицинское освидетельствование и обучение по данной специальности, прошедшие проверку знаний по охране труда в комиссии под председательством начальника производства и допущенные к самостоятельной работе распоряжением по производству. Посадчик отвечает за правильный посад слябов по печам, чистоту поверхности слябов, своевременное оформление сопроводительной документации и выдачу информации по металлу в электронную сеть.
К самостоятельной работе оператором поста управления участка нагревательных печей стана 2000 допускаются лица не моложе 18 лет, прошедшие медицинское освидетельствование и обучение по данной специальности, сдавшие экзамен квалификационной комиссии, получившие удостоверение и прошедшие проверку знаний по охране труда и промышленной безопасности в комиссии под председательством начальника участка «стан 2000» и допущенные к самостоятельной работе распоряжением по производству.
1.4 Нормативные документы, которыми руководствуются при выполнении работ по эксплуатации нагревательных печей толкательного типа
1. Правила технической эксплуатации нагревательных печей прокатных цехов чёрной металлургии.
2. Правила безопасности в газовом хозяйстве металлургических и коксохимических предприятий и производств.
3. Правила безопасности в прокатном производстве.
4. Настоящая инструкция по эксплуатации нагревательных печей толкательного типа.
5. Инструкция по эксплуатации и проверке действия схем автоматической сигнализации, блокировки и технологических защит в цехах комбината.
6. Инструкция о мерах пожарной безопасности.
7. Режимная карта теплового газопотребляющего агрегата.
8. Технологическая инструкция «Производство горячего проката на стане 2000».
9. Производственно-технические инструкции эксплуатационного (технологического) персонала: ПТИ 012-011-036, ПТИ 012-011-037, ПТИ 012-011-056, ПТИ 012-011-038, ПТИ 012-011-039, ПТИ 012-011-040, ПТИ 012-011-041, ПТИ 012-011-042, ПТИ 012-011-043, ПТИ 012-011-044, ПТИ 012-011-045.
10. Производственно-технические инструкции обслуживающего (ремонтного) персонала: ПТИ 012-011-017, ПТИ 065-015-083.
11. Должностные инструкции ДИ 012-015-030, ДИ 012-015-031, ДИ 012-015-083; ДИ 012-015-041, ДИ 012-015-131; ДИ 012-015-052; ДИ 012-015-058; ДИ 012-015-060; ДИ 012-015-098; ДИ 012-015-083, ДИ 065-020-024, ДИ 065-020-025, ДИ 065-020-026.
12. Инструкции по охране труда:
- общая инструкция по охране труда для работников комбината;
- инструкция по охране труда при работе с применением бирочной системы в ПГП;
- инструкция по охране труда для стропальщика;
- инструкция по организации безопасного проведения газоопасных работ производства горячего проката;
- инструкции при выполнении работ по чистке оборудования стана 2000 и оборудования отделочного отделения;
- инструкции по охране труда эксплуатационного (технологического) персонала: ИОТ 012-002, ИОТ 012-036, ИОТ 012-038, ИОТ 012-046;
- инструкции по охране труда обслуживающего (ремонтного) персонала: ИОТ 012-008, ИОТ 012-010, ИОТ 012-048, ИОТ 012-051; ИОТ 012-052, ИОТ 065-013.
2 Основная часть
Толкатель слябов
1. Усилие толкания (на 1 штангу), т 325
2. Скорость штанг:
2.1. При загрузке печи, м/с 0,162
2.2. При холостом ходе, м/с 0,324
3. Ход штанги:
3.1 Рабочий наибольший, мм 5175
3.2 Дополнительный монтажный, мм 1565
4. Вес садки печи, т 1070
5. Размеры слябов:
5.1 Длина, мм 4000-10500
5.2 Ширина, мм 900-1850
5.3 Высота, мм 200-250
6. Электродвигатель П179-9К спец., шт 2
6.1 Мощность, кВт 380 6.2 Число оборотов, об/мин 73/145
7. Тормоз ТКП-600, шт 2
8. Командоаппарат КА 4650-1 угол поворота при max. Ходе 288°, шт 2
9. Редуктор привода i = 23, шт 2
10. Конечный выключатель КУ-701, шт 1
11. Смазка:
11.1 Реечного зацепления – густая.
11.2 Подшипников – густая централизованная.
11.3 Редуктора – жидкая циркуляционная.
Подробно характеристики толкателя слябов приведены в ИЭ 057557665-012-253-2009.
Приёмник слябов
1. Максимальный вес сляба, т 36
2. Размеры слябов:
2.1 Толщина, мм 200-250
2.2 Ширина, мм 920-1850
2.3 Длина, мм 3500-10500
3. Максимальное усилие при перемещении садки
фигурных слябов, т 180
4. Скорость перемещения сляба, м/с 0,43
5. Скорость перемещения фигурных слябов, м/с 0,215
6. Ход штанг, мм 4050-4600
7. Передаточное число редуктора, i 48,39
8. Электродвигатель ДП-92 №135, шт 2
8.1 Мощность, кВт 135
8.2 Число оборотов, об/мин 460/920
9. Тормоз ТКП-600, шт 2
10. Конечный выключатель КУ-701, шт 6
11. Командоаппарат КА 4658-6, шт 2
12. Гидроцилиндр Ø250 ход 440 мм, шт 2
13. Давление в системе, кгс/см2 100
14. Смазка:
14.1 Реечного зацепления – густая.
14.2 Подшипников – густая централизованная.
14.3 Редуктора – жидкая циркуляционная.
Подробно характеристики приёмника слябов приведены в ИЭ 057557665-012-253-2009
Металлоконструкции
Каркас печи
Каркас печи состоит из конструкций стали БМ Ст 3 кп по ГОСТ 380-60.
Металлоконструкция печи представляет собой жёсткую конструкцию, сваренную из поперечных двутавровых балок в пакеты, которые поддерживают бетонные колонны и колонны, выполненные из стального профиля, установленные на бетонном фундаменте.
Подовая рама поддерживает всю конструкцию печи, а именно: боковые стенки, металлоконструкции свода, площадки трубопроводов воздуха и газа, водоохлаждаемые балки.
Боковые стенки состоят из огнеупорной кладки, колонн, изготовленных из стального проката, связей, выполненных из катаных профилей и обшитых листом толщиной 10 мм. В стенах устроены проёмы (ремонтные окна), через которые при разборе кирпичной кладки осуществляется вход в печь во время ремонтов.
Установленные смотровые окна на боковых стенах печи предназначены для визуального слежения за процессом, происходящим в печи в ходе производства, а также для чистки печи от окалины, образовавшейся в процессе работы печи. Смотровые окна расположены по двум сторонам печи в разных уровнях, основная их масса - 30 шт на отметке +1000 мм, остальные на отметках -1100мм, -1590 мм, -2030мм и в торцевых частях пода печи на отметках -5180 мм и -2800 мм. Смотровые окна состоят из водоохлаждаемой рамы и заслонки. По наружной части боковых стен вывешены экраны для защиты от повышенной температуры.
Металлоконструкция свода
Основу свода печи составляют двутавровые балки № 55, опирающиеся на горизонтально установленные швеллера № 30 на верхнем поясе боковых стен.
Между поперечными балками расположены металлоконструкции для подвески свода из сборных модулей. Эти металлоконструкции не приварены к балкам свода, а закреплены скобами, имеющими резьбовое соединение со стяжными болтами. Они вывешиваются свободно для обеспечения температурного расширения.
Торцевая стена загрузки
Торцевая стена над окном посада (загрузки) состоит из горизонтально расположенной водоохлаждаемой балки, опирающейся на колонны боковых стен печи. Она проходит по всей ширине печи. По конструкции она представляет собой сварную металлоконструкцию Г-образной формы, состоящую из труб квадратного сечения наружным размером 140×140 мм и внутренним Ø80 мм. Параллельно ей, с внешней стороны установлена водоохлаждаемая балка, состоящая из одной трубы квадратного сечения. Нижняя часть водоохлаждаемой балки формирует окно посада (загрузки). С угла каждой стороны торца загрузки установлены по 1-й колонне. Для защиты колонн от нагрева часть стены торца загрузки заложена огнеупорной кладкой с одной и другой стороны. К колоннам крепятся угольники, они, в свою очередь, выполняют роль направляющих для заслонок, закрывающих окно загрузки. На этих же колоннах в верхней части крепится балка, на которой установлены элементы привода заслонок - опоры звёздочек, соединённые между собой промежуточными валами через муфты.
Торцевая стена выгрузки
Торцевая стена над окном выдачи состоит из горизонтально расположенной водоохлаждаемой балки, опирающейся на колонны боковых стен печи. Она проходит по всей ширине печи. По конструкции она представляет собой сварную металлоконструкцию Г-образной формы, состоящую из труб квадратного сечения наружним размером 140×140 мм и внутренним Ø80 мм. Параллельно ей с внешней стороны установлена водоохлаждаемая балка, состоящая из одной трубы квадратного сечения. В отличии от стороны загрузки в нижней части водоохлаждаемой балки, от которой начинается окно выдачи при помощи электросварки установлены тавровые м/конструкции, на которые подвешивается фасонный кирпич. Аналогично конструкции торца загрузки торец выдачи имеет, с угла каждой стороны по 1-й колонне. Для защиты колон от нагрева часть стены торца выдачи заложена огнеупорной кладкой с одной и другой стороны. К колонам крепятся угольники они в свою очередь выполняют роль направляющих для заслонок, закрывающих окно выдачи. На этих же колоннах в верхней части крепится балка, на которой установлены элементы привода заслонок, а точнее опоры звёздочек соединённые между собой промежуточными валами через муфты. Отличием фасадов загрузки и разгрузки являются не значительные детальные и конструктивные отличия, принцип остаётся тот же.
Под окном выдачи стена выполнена на базе прокатанного сляба, толщиной 90 мм он установлен на стульчиках, которые крепятся на крайних колоннах боковых стен и колоннах нижней части торца выдачи. Вся нижняя часть торца выдачи заложена огнеупорным кирпичом. Для защиты кирпича от разрушения от внешних воздействий кирпич зашивается, листовым металлом раскрепляется сваркой к колоннам. В нижней части торца загрузки на отм.-6000 мм находиться жёлоб проходит он через всю ширину печи и служит для удаления водой упавшей окалины.
Стол посада
Стол посада состоит из 11 рёбер, изготовленных из стальных слябов толщиной 200-250 мм между собой разваренные связями из стального листа толщиной 30-40 мм.
Крепление подовых труб
Для исключения разрушений подовых труб при больших нагрузках, возникающих во время толкания слябов в печь, установлены 4 тяги. Тяги пропущены от торца фундамента станины толкателя, через 2-е фундаментные стены рольганга загрузки и выходят под столом посада к серьгам крепления подовых труб. Тяга состоит из кронштейна в виде вилки с одной стороны и хвостовика Ø140 мм с резьбой М 140 с другой стороны, стяжной гайки с правой и левой резьбой, контргайками с двух сторон, шпильки Ø140 мм с резьбой М 140 набором шайб и фиксирующей гайки. На вмонтированный в фундамент шпильку тяги устанавливают набор шайб со стороны фундамента толкателя, накручивается гайка, конструкция заливается бетоном. Кронштейн крепится к проушине крепления подовых труб пальцем и фиксируется. Длина тяги выставляется стяжной гайкой, её положение фиксируется контргайками.
Борова и поворотный клапан
Боров это труба предназначенная для отвода отходящих газов, внутренний диаметр которой равен 4140 мм. Боров расположен в нижней части печи на отметке -14000 мм. Поворотный клапан установлен под столом посада. Привод поворотного клапана размещён на отметке -5794 мм По конструкции поворотный клапан состоит из 2-х водоохлаждаемых обойм П - образного сечения в соединении образующие кольцо с внутренним диаметром 4140 мм установленное вертикально, внутри кольца лепесток диаметром 4000 мм. В нижней части для центровки лепесток имеет ось, свободно вставленную в стакан, закреплённый между обоймами. Верхняя часть лепестка соединена с приводом через ось с системой рычагов.
Борова и наклонный шибер
Наклонный шибер также как и поворотный клапан расположен в борове. В отличии от поворотного клапана он установлен в конце горизонтальной части борова. Предназначен он для регулировки потока отводящих газов. По конструкции он состоит из направляющих, установленных по левой и правой сторонам борова которые обеспечивают плоской заслонке направление перемещения. Как следует из названия данного узла, расположена заслонка с отклонением от вертикальной плоскости, что обеспечивает шиберу работоспособность при большом давлении воздуха. В верхней части по центру заслонки закреплена рейка. Привод, состоящий из электродвигателя и редуктора, передаёт вращение шестерни, рейка, находящаяся в зацеплении с шестерней перемещает шибер, увеличивая или уменьшая проём в борове.
Горелочное оборудование
В зонах печи установлены газовые смесительные двухпроводные горелки типа «Труба в трубе» конструкции Стальпроекта. На рис. 2 показана конструкция горелки, на примере горелки зоны № 1.
Горелка выполнена из литых деталей. С одной стороны корпуса расположен фланец для крепления горелки к облицовке печи, с другой стороны к корпусу болтами крепится газовое сопло.
Газ к горелке подводится через колено. Оси присоединительных фланцев воздушного патрубка и колена для подвода газа расположены под углом к оси горелки. Конструкция позволяет подогревать воздух до 400оС.
Характеристики горелочного оборудования всех зон печи приведены в приложении 1.
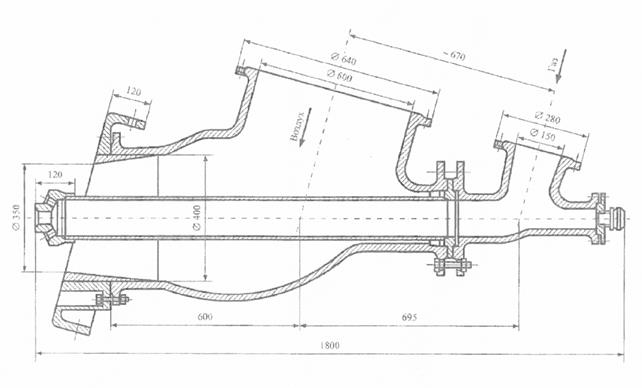
Рис.2 Конструктивные размеры горелок зоны №1 нагревательной печи толкательного типа
Вентиляторы горячего дутья
Воздух горения подогревается в рекуператоре, расположенном под печью. Подача воздуха от рекуператора к горелкам осуществляется с помощью четырех жаростойких вентиляторов типа ВГД-20УТ.
Характеристики вентилятор горячего дутья:
тип - ГД20УТ;
производительность - 250000 м3/час при 300 оС и 760 мм рт.ст.;
давление воздуха - 600 кгс/м2;
электродвигатель: тип А13-59-6, мощность 800 кВт, число оборотов - 980 об/мин, напряжение 6кВ.
Керамический рекуператор
Воздух подогревается в керамическом рекуператоре, расположенном под печью. Дымовые газы проходят по вертикальным, а воздух - по горизонтальным каналам насадки рекуператора. Подачу воздуха от рекуператора к горелкам осуществляют с помощью четырех жаростойких вентиляторов ВГД-20У, один из которых резервный. Техническая характеристика рекуператора приведена в таблице 1. Из методической зоны продукты сгорания по дымоспаду подводятся к рекуператору, где нагревают воздух, затем по дымопроводу длиной 75 метров подаются на два котла-утилизатора КУ-125 для дальнейшей утилизации тепла продуктов сгорания.
Таблица 1. Технические характеристики рекуператора
| Наименование
| Величина
|
| 1
| 2
|
| Тип
| керамический, трубчатый
|
| Объем насадки
| 435 м3
|
| Количество секций
| 6
|
| Температура продуктов сгорания:
– перед рекуператором
– после рекуператора
| до 1150°С
до 800°С
|
| Температура воздуха:
– перед рекуператором
– рабочая после рекуператора
– максимальная после рекуператора
|
0÷35°С
300÷340°С
400°С
|
| Габаритные размеры:
– длина
– ширина
– высота
| 15485 мм
8410 мм
7350 мм
|
Подача слябов к печам
Назначение слябов в прокатку производится инженером-фабрикатором планово–распределительного бюро (ПРБ) ПГП в соответствии с недельным графиком Дирекции по производству комбината, путем составления суточного графика прокатки (СГП), суточный график является основным документом, определяющим порядок посада металла для проката.
В суточном графике указывается:
- очередность посада плавок в монтаже и их назначение;
- номера позиций нагрева и прокатки;
- марка стали;
- размеры слябов;
- размеры прокатываемой полосы;
- ГОСТ, ТУ, другие нормативные документы, по которым производится нагрев и прокатка;
- вес каждой позиции;
- технологические особенности нагрева и прокатки (в соответствии с указанием, рабочим планом и т.п.).
Литые слябы конверторных цехов №1 и №2, предназначенные для прокатки в ПГП, должны соответствовать техническим условиям ТУ–14–106–51–2009.
Допускаемая длина слябов, обеспечивающая возможность посадки слябов в нагревательные печи толкательного типа составляет 3500 … 10500 мм. Схема посада слябов в нагревательные печи толкательного типа приведена в приложении 3.
Масса слябов определяется заявкой ПГП, причем максимальная масса сляба должна быть не более 36 т.
Перед подачей слябов к печ






