МЕТОДИЧЕСКИЕ УКАЗАНИЯ
для проведения практической работы №1
Тема:Расчет допусков и посадок в гладких соединениях
| по
| ОП.05 Метрология, стандартизация и сертификация
|
| в группах
| ТО и СП
|
| курс
| IV
|
| профессия
| Техническое обслуживание и ремонт автотранспорта, сварочное производство.
|
Методические указания подготовил преподаватель Кацелих П.П.
Пермь 2018
Содержание
1 Цель работы.. 3
2 ЗАДАНИЕ. 3
3 НЕОБХОДИМЫЕ ПРИБОРЫ И ПОСОБИЯ.. 3
4 ОСНОВНЫЕ ТЕОРЕТИЧЕСКИЕ СВЕДЕНИЯ.. 3
5 МЕТОДИЧЕСКИЕ УКАЗАНИЯ ПО ВЫПОЛНЕНИЮ РАБОТЫ.. 12
6 СОДЕРЖАНИЕ ОТЧЕТА.. 15
7 КОНТРОЛЬНЫЕ ВОПРОСЫ.. 15
СПИСОК ЛИТЕРАТУРЫ.. 16
Приложение 1. 17
Приложение 2. 18
Тема работы «Расчет допусков и посадок в гладких соединениях»
Цель работы
1.1 Практическое знакомство с методами расчета сопряжений с учетом допусков и посадок по ГОСТ 25347-82.
1.2 Получение навыков практического пользования таблицами допусков и посадок.
1.3 Освоение правил графического построения полей допусков, зазоров и натягов.
ЗАДАНИЕ
2.1 Для заданных посадок определить наибольшие, наименьшие предельные размеры и допуски размеров деталей, входящих в соединение;
2.2 Построить схемы расположения полей допусков деталей, входящих
в соединение;
2.3 Определить наибольшие, наименьшие зазоры, натяги и допуски посадок;
2.4 полученные данные занести в таблицу.
НЕОБХОДИМЫЕ ПРИБОРЫ И ПОСОБИЯ
ГОСТ 25347-82. ЕСДП. Поля допусков и рекомендуемые посадки.
ОСНОВНЫЕ ТЕОРЕТИЧЕСКИЕ СВЕДЕНИЯ
4.1 Применяемые условные обозначения:
d – диаметр вала;
D – диаметр отверстия;
ES – верхнее отклонение отверстия;
EI – нижнее отклонение отверстия; 8
es – верхнее отклонение вала;
ei – нижнее отклонение вала;
dmax, dmin – наибольший и наименьший размеры вала;
Dmax, Dmin – наибольший и наименьший размеры отверстия;
Smax, Smin – наибольший и наименьший зазоры;
Nmax, Nmin – наибольший и наименьший натяги.
Основные понятия и терминология
Машины и механизмы состоят из деталей, которые в процессе работы
должны совершать относительные движения или находиться в относительном покое. В большинстве случаев детали машин представляют собой определенные комбинации геометрических тел, ограниченных поверхностями
простейших форм: плоскими, цилиндрическими, коническими и т. д. Это
объясняется широким использованием в механизмах низших кинематических
пар и технологическими соображениями, так как существующие станки приспособлены в основном для обработки простейших поверхностей и их комбинаций. Простейшие геометрические тела, составляющие детали, – будем
называть их элементами.
Две детали, элементы которых входят друг в друга, образуют соединение. Такие детали называются сопрягаемыми деталями, а поверхности соединяемых элементов – сопрягаемыми поверхностями. Поверхности тех элементов деталей, которые не входят в соединение с поверхностями других деталей, называются несопрягаемыми поверхностями. Соединения подразделяются по геометрической форме сопрягаемых поверхностей.
Соединение деталей, имеющих сопрягаемые цилиндрические поверхности с круглым поперечным сечением, называется гладким цилиндрическим (рисунок 4.1, а).
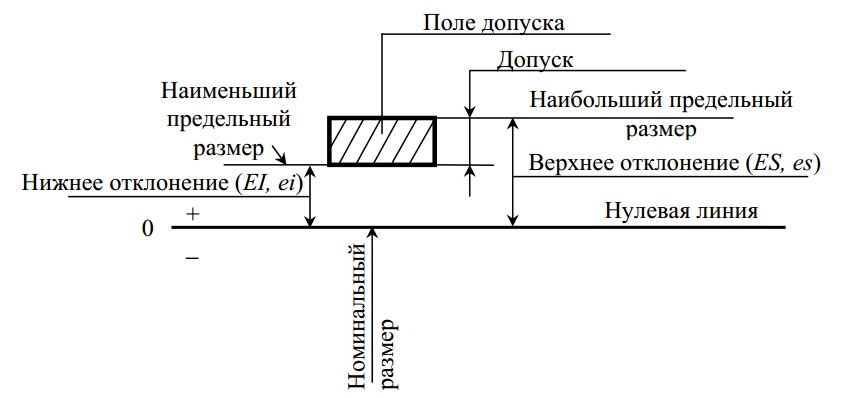
Рисунок 4. 1 – Типы соединения деталей
Если сопрягаемыми поверхностями каждого элемента соединения являются две параллельные плоскости, то соединение называется плоским со-
единением с параллельными плоскостями или просто плоским (рис. 4.1, б).
В соединении элементов двух деталей один из них является внутренним (охватывающим), другой – наружным (охватываемым). В системе до-
пусков и посадок гладких соединений всякий наружный элемент условно называется валом, всякий внутренний – отверстием. Термины «отверстие» и «вал» применяются и к несопрягаемым элементам.
Под размером элементов, образующих гладкие соединения, и аналогичных несопрягаемых элементов понимается: в цилиндрических соединениях – диаметр, в плоских – расстояние между параллельными плоскостями по нормали к ним. В более узком смысле в системе допусков и посадок размер числовое значение линейной величины (диаметра, длины и т. д.) в выбранных единицах измерения (в машиностроении обычно в миллиметрах).
Номинальный размер – основной размер, полученный на основе расчетов и указанный на чертеже. Он служит началом отчета отклонений и относительно его определяются предельные размеры.
Действительный размер – размер элемента, установленный измерением, с допустимой погрешностью.
Отклонение – разность между действительным и номинальным размерами.
Предельные отклонения – два предельно допустимых размера, между
которыми должен находиться действительный размер.
Верхнее отклонение – алгебраическая разность между наибольшим
предельным и номинальным размерами. ES, es – соответственно, верхнее отклонение отверстия и вала:
ES = Dmax – D; es = dmax – d. (4.1)
Нижнее отклонение – алгебраическая разность между наименьшим
предельным и номинальным размерами.
EI, ei – соответственно, нижнее отклонение отверстия и вала:
EI = Dmin – D; ei = dmin – d. (4.2)
Допуск Т – разность между наибольшим и наименьшим предельными
размерами или алгебраическая разность между верхним и нижним отклонениями (рисунок 4.2):
T = Dmax- Dmin. (4.3)
Рисунок 4. 2 – Поле допуска
Поле допуска – поле между предельными отклонениями размера: оно
определяется величиной допуска и его положением относительно номинального размера (рисунок 4.2).
Нулевая линия – линия, соответствующая номинальному размеру. При
графическом изображении полей допусков и посадок от нее откладываются
отклонения размеров (рисунок 4.2):
– положительные отклонения – вверх от нее;
– отрицательные отклонения – вниз.
Квалитет (степень точности) – совокупность допусков, которые соответствуют одному уровню точности для всех номинальных размеров.
Стандарт устанавливает 20 квалитетов: 01, 0, 1, 2,... 18. В основном применяются квалитеты, начиная с 5-го.
Разность размеров отверстия и вала до сборки определяет характер со-
единения деталей, или посадку, т. е. большую или меньшую свободу относи-
тельного перемещения деталей или степень сопротивления их взаимному
смещению. Разность размеров отверстия и вала, если размер отверстия больше размера вала, называется зазором S (рисунок 4.3, а):
S = D – d,
Smax = Dmax – dminили Smax = ES – ei,
Smin = Dmin – dmaxили Smin = EI – es. (4.4)
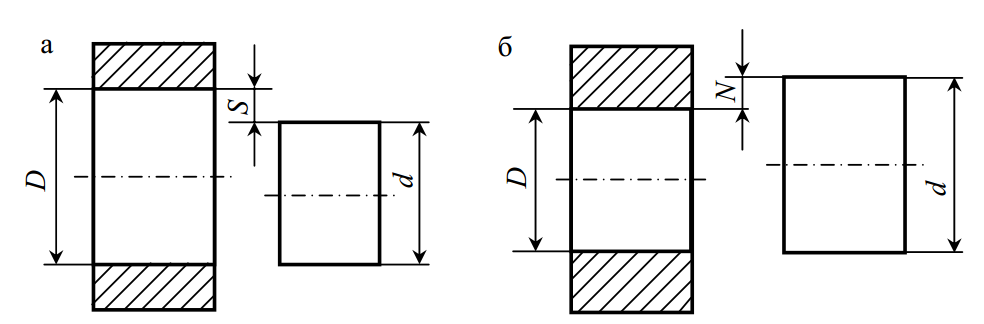
Рисунок 4. 3 – Зазор и натяг
Зазор характеризует большую или меньшую свободу относительного
перемещения деталей соединения.
Разность размеров вала и отверстия до сборки, если размер вала больше размера отверстия, называется натягом N (рисунок 4.3, б):
N = d – D,
Nmax = dmax – Dminили Nmax = es – EI,
Nmin= dmin – Dmaxили Nmin = ei – ES. (4.5)
Натяг характеризует степень сопротивления взаимному смещению де-
талей в соединении.
При соединении двух деталей образуется посадка, определяемая разностью их размеров до сборки, т. е. величиной получающихся зазоров или натягов в соединении. Посадка характеризует свободу относительного перемещения соединяемых деталей или степень сопротивления их взаимному перемещению.
В зависимости от взаимного расположения полей допусков отверстия
или вала (по характеру соединения) посадка может быть (рисунок 4.4):
– подвижная (посадка с зазором): поле допуска отверстия над полем допуска вала (рисунок 4.4, а);
– неподвижная (посадка с натягом): поле допуска отверстия под полем допуска вала (рисунок 4.4, б);
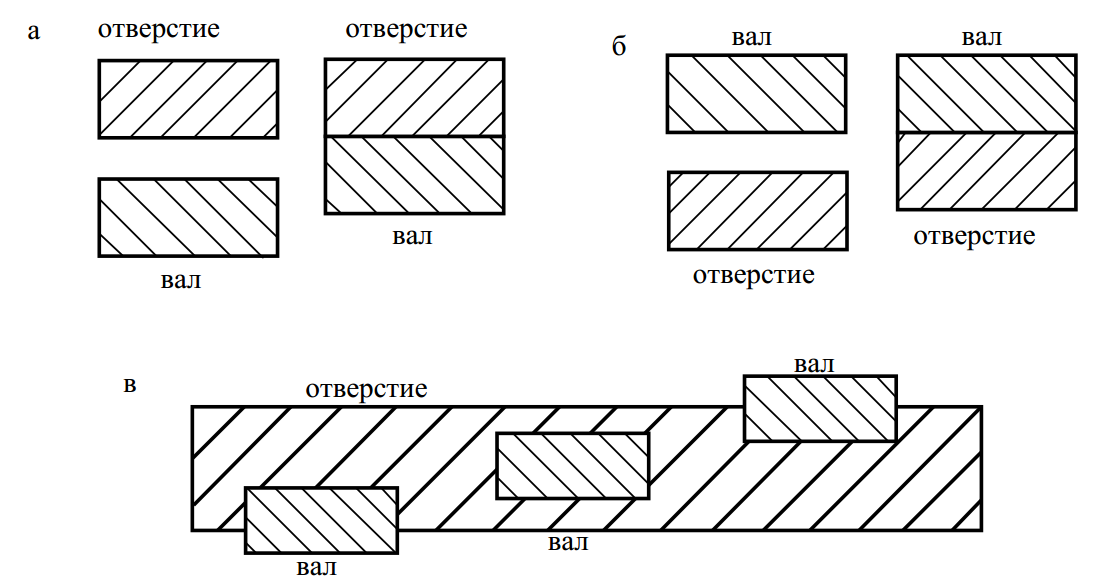
Рисунок 4. 4 – Виды посадок
– переходная (возможны натяг или зазор в зависимости от действи-
тельных размеров): поля допусков отверстия и вала перекрываются частично
или полностью (рисунок 4.4, в).
Для сопрягаемых деталей установлены две системы расположения по-
лей допусков:
– система отверстия;
– система вала.
Посадки в системе отверстия – посадки, в которых нужные зазоры и
натяги получаются сочетанием различных полей допусков валов с одним и
тем же полем допуска основного отверстия (рисунок 4.5, а).Применение системы отверстия предпочтительней.
Пример: ø20 Н7/f6.
Посадки в системе вала – посадки, в которых нужные зазоры и натяги
получаются сочетанием различных полей допусков отверстий с одним и тем
же полем допуска вала (рисунок 4.5, б).
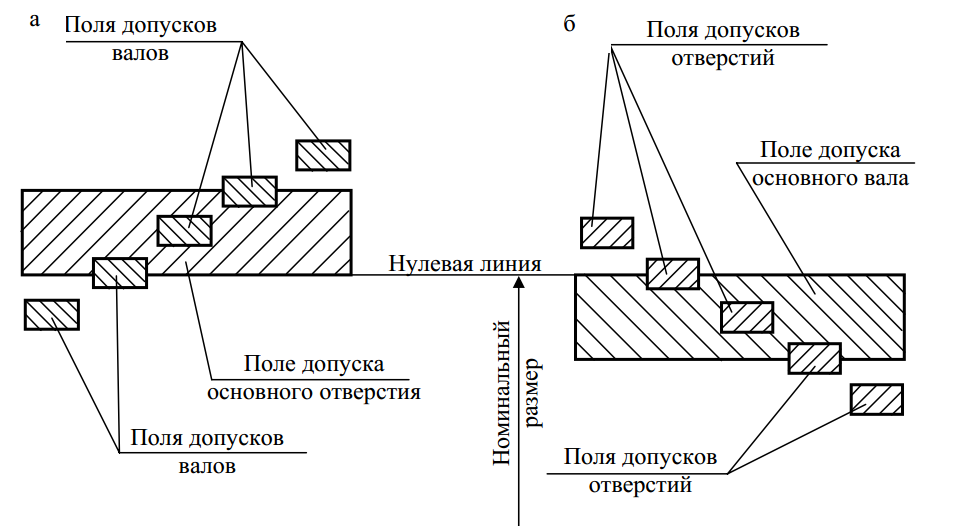
Рисунок 4. 5 – Примеры посадок в системе отверстия и в системе вала
Система вала применяется реже, например, если необходимо получить
разные посадки нескольких деталей на одном гладком валу.
Пример: ø20 K7/h6.
Характеристикой расположения поля допуска в ЕСПД является число-
вое значение основного отклонения – того из двух предельных отклонений
размера, которое находится ближе к нулевой линии. Для всех полей допусков, расположенных ниже нулевой линии, основным является верхнее отклонение es или ES (сокращение французского термина ecart superieur – верхнее
отклонение); для полей допусков, расположенных выше нулевой линии, основным – нижнее отклонение ei или EI (сокращение французского термина
ecart inferieur – нижнее отклонение) – (рисунок 4.6).
Для удовлетворения требований в отношении отдельных деталей и их
посадок для каждого номинального размера предусмотрены гаммы допусков
и основных отклонений, характеризующих положение этих допусков относительно нулевой линии.
Допуск, величина которого зависит от номинального размера, обозначается цифрами (квалитет).
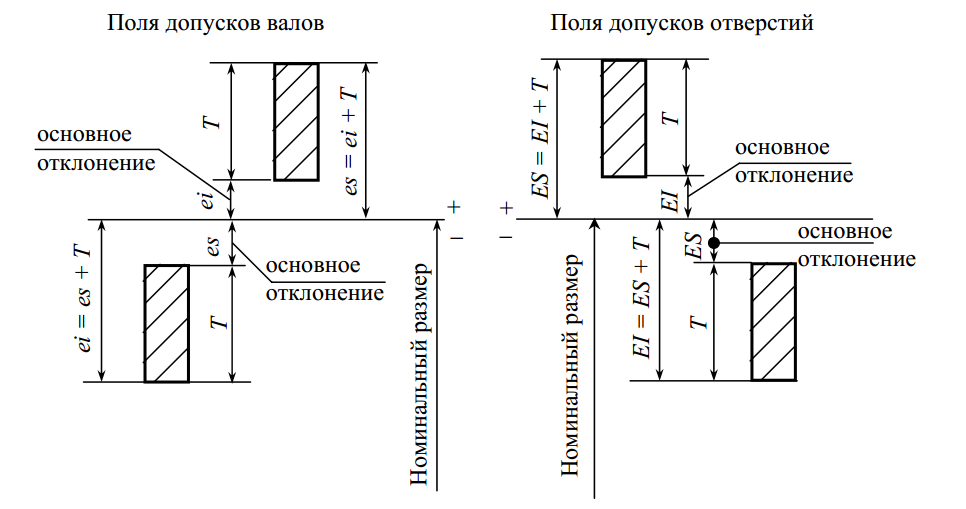
Рисунок 4. 6 – Основные отклонения
Положение поля допуска относительно нулевой линии, зависящее от
номинального размера, обозначается буквой латинского алфавита (или в некоторых случаях двумя буквами) – прописной для отверстий и строчной для
валов (рисунок 4.7).
Таким образом, размер, для которого указывается поле допуска, обозначается числом, за которым следует условное обозначение, состоящее из
буквы (иногда из двух букв) и цифры (или двух цифр) (см. рис. 4.7).
Примеры: 40 g 6, 40 H 7, 40 H 11.
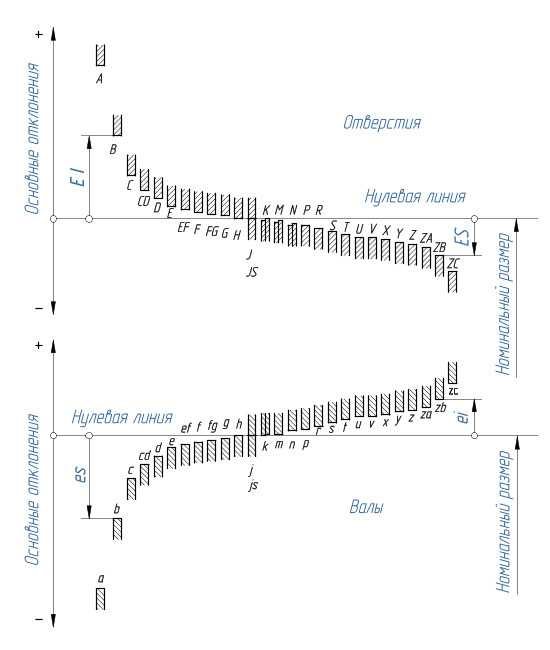
Рисунок 4. 7 – Относительные положения полей допусков
В обозначение посадки входит номинальный размер, общий для обоих
соединяемых элементов (отверстия и вала), за которым следуют обозначения
полей допусков для каждого элемента, начиная с отверстия. Условное обо-
значение посадки дается в виде дроби, причем в числителе указывают обо-
значение поля допуска отверстия, в знаменателе – обозначение поля допуска
вала.
Пример: 40 H 7/ g 6 (или 76 40 Hg).
Таким образом, основные отклонения обозначают:
– для отверстий прописными: A... ZC;
– для валов строчными: а... zc.
Поле допуска – сочетанием букв основного отклонения и порядкового
номера квалитета: g 6, j s 7, Н 7,
Задание №1
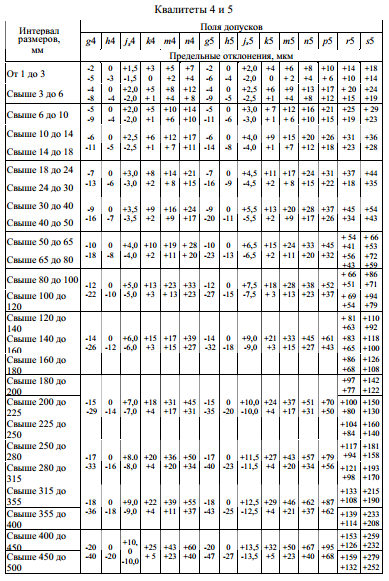
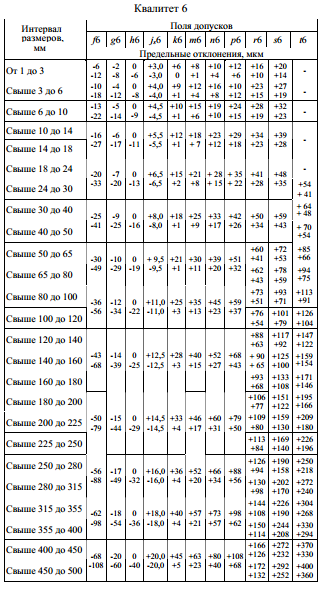
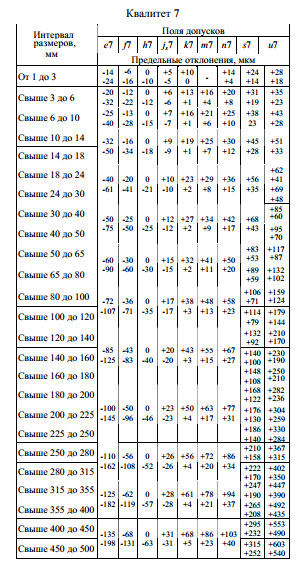
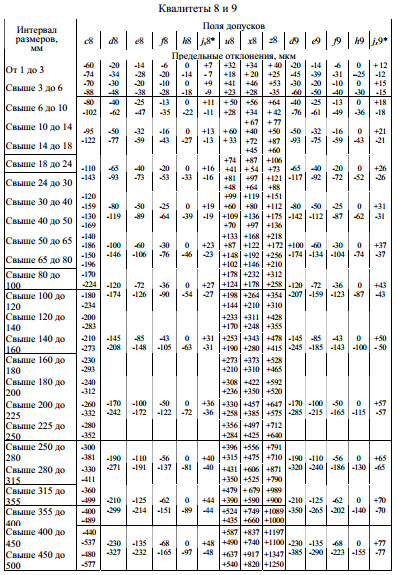
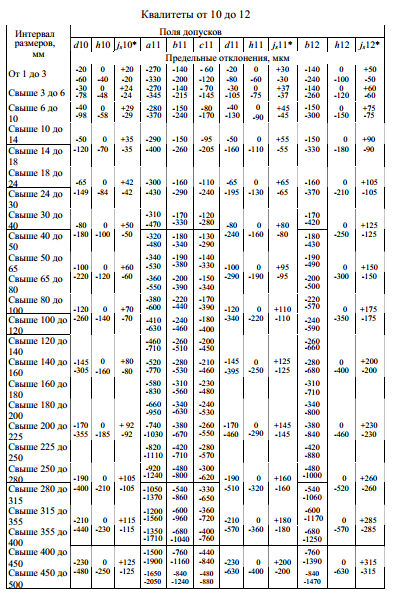
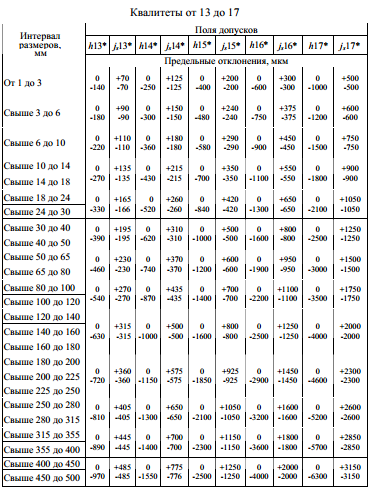
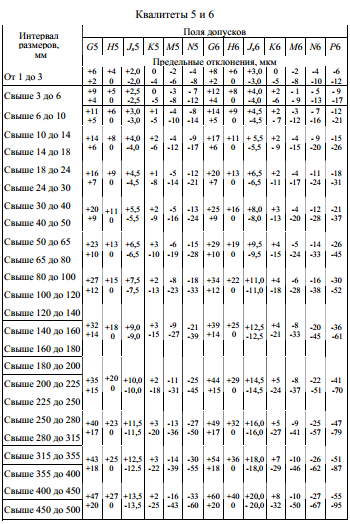
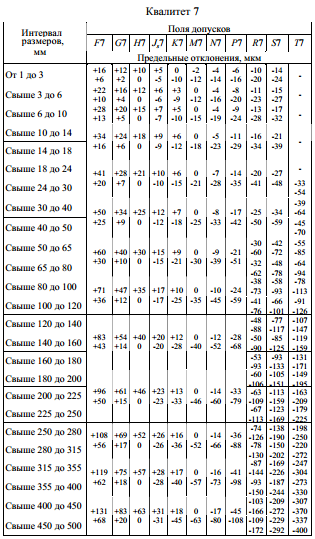
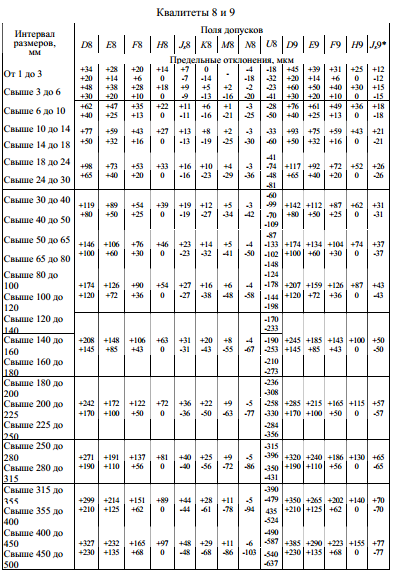
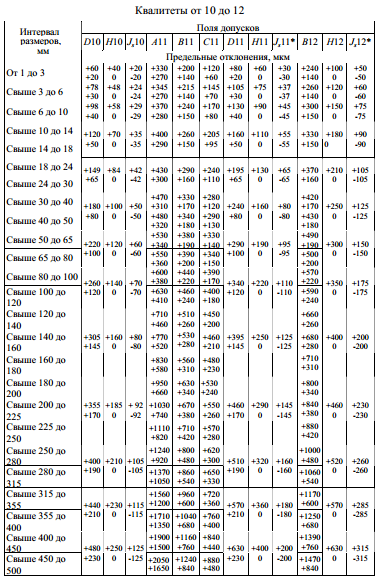
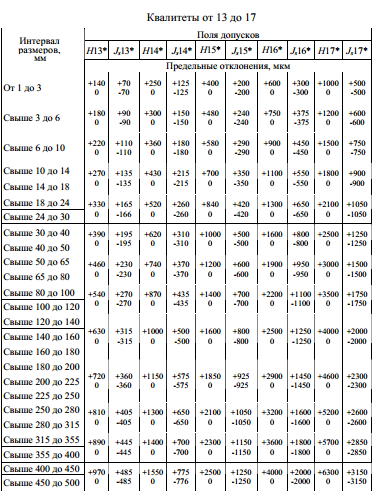
Используя таблицы ГОСТ 25347-82 (приложение 2), для заданных посадок определить:
– верхние и нижние предельные отклонения отверстия (ES, EI);
– верхние и нижние предельные отклонения вала (es, ei).
Применяя формулы 4.1–4.3, найти:
– наибольшие, наименьшие предельные размеры отверстия (Dmax,
Dmin);
– наибольшие, наименьшие предельные размеры вала (dmax, dmin);
– допуски размеров деталей, входящих в соединение (отверстия ТD и
вала Тd).
Пример: 24 H8/f7.
Отверстие 240+0,033 мм; вал  мм.
мм.
ES = +0,033 мм, EI = 0 мм, es = – 0,020 мм, ei = – 0,041 мм.
Dmax = 24,033 мм, Dmin= 24 мм,
dmax = 23, 980 мм, dmin= 23,959 мм.
ТD = 0, 033 мм, Тd= 0,021 мм.
Задание 2
Построить схемы расположения полей допусков деталей, входящих в
соединение. Определить, к какой системе относится заданная посадка.
Построение начинается с проведения нулевой линии, которая соответствует номинальному размеру деталей. Выше этой линии откладываются положительные отклонения, ниже – отрицательные. Далее полученные значения соединяются в произвольные прямоугольники (свое поле допуска для отверстия и для вала), заштриховываются и подписываются.
На примере той же посадки 24 H8/f 7 построим схему расположения
полей допусков (рисунок 5.1).
Согласно рисунка 4.5 посадка 24 H8/f7 относится к системе отверстия.
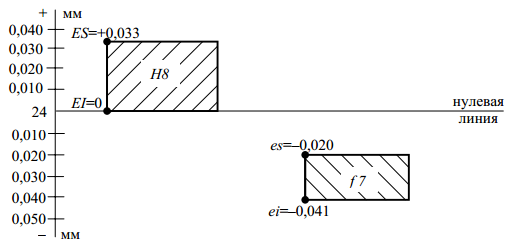
Рисунок 5. 1 – Схема расположения полей допусков деталей
5.4 Задание 3
Определить тип посадки: с зазором, с натягом или переходная. Найти
наибольшие и наименьшие зазоры и (или) натяги, показать их на рисунке.
Если поле допуска отверстия находится над полем допуска вала, то посадка с зазором. В этом случае определяются максимальный и минимальный зазоры Smax, Sminпо формуле 4.4.
Если поле допуска отверстия находится под полем допуска вала – посадка с натягом. В этом случае определяются максимальный и минимальный натяги Nmax, Nminпо формуле 4.5.
Если поля допусков отверстия и вала перекрываются (пересекаются)
частично или полностью (рис. 4.4 в), то посадка переходная (возможны и натяг и зазор). В этом случае определяются максимальные значения зазора инатяга Smax, Nmaxпо тем же формулам.
Пример Продолжим исследовать посадку 24 H8/f7. Глядя на рисунок 5.1, видим, что поле допуска отверстия H8 находится над полем допуска вала f7. Следовательно, посадка с зазором. Определим значения зазоров:
Smax = Dmax – dmin= 24, 033 – 23,959 = 0,074 мм,
Smin = Dmin – dmax= 24,000 – 23,980 = 0,020 мм.
Полученные значения показываем на рисунке 5.2
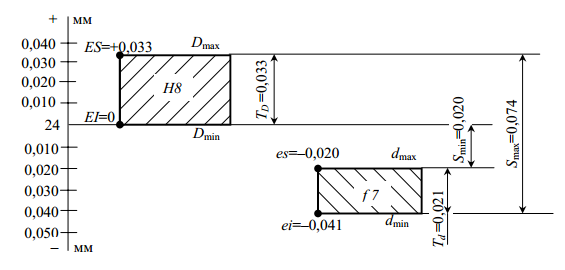
Рисунок 5. 2 – Схема посадки
Задание 4
Полученные данные занести в таблицу 5.1.
Таблица 5. 1
Таблица результатов, мм
 Заполняем таблицу согласно рассматриваемому примеру:
Заполняем таблицу согласно рассматриваемому примеру:

СОДЕРЖАНИЕ ОТЧЕТА
6.1 Отчет оформляется в отдельных тетрадях с вложенными миллиметровыми листами формата А4.
6.2 В тетради указывается:
· номер и название работы;
· цель работы;
· задание:
· исходные данные;
· необходимые расчеты, таблицы, пояснения и выводы.
6.3 На миллиметровом листе формата А4 располагаютсясхемы полей допусков деталей с указанием:
· номинального размера;
· верхних и нижних предельных отклонений;
· допусков на размер;
· максимальных и минимальных зазоров или натягов в зависимостиот типа посадки.
КОНТРОЛЬНЫЕ ВОПРОСЫ
Как обозначается посадка?
СПИСОК ЛИТЕРАТУРЫ
1 Белкин И. М. Допуски и посадки. – М.: Машиностроение, 1992. – 340 с.
2 Ганевский Г. М., Гольдин И. И. Допуски, посадки и технические измерения в машиностроении. – М.: Высш. шк., 1998. – 288 с.
3 Допуски и посадки: Справочник / под ред. В. Д. Мягкова. Ч. 2 – Л.: Машиностроение, 1982. – 448 с.
4 Допуски и посадки: Справочник / под ред. В. Д. Мягкова. Ч.1. – Л.: Машиностроение, 1982. – 544 с.
5 Методические указания
6 Метрология, стандартизация и сертификация на транспорте: учебник для студ. учреждений сред. проф. образования / [И. А. Иванов, С.В.Урушев, А. А. Воробьев, Д. П. Кононов]. — 3-е изд., стер. — М.: Издательский центр «Академия», 2012. — 336 с.
7 Якушев А. И., Воронцов Л. Н., Федотов Н. М. Взаимозаменяемость, стандартизация и технические измерения. – М.: Машиностроение, 1986. –352с
Приложение 1
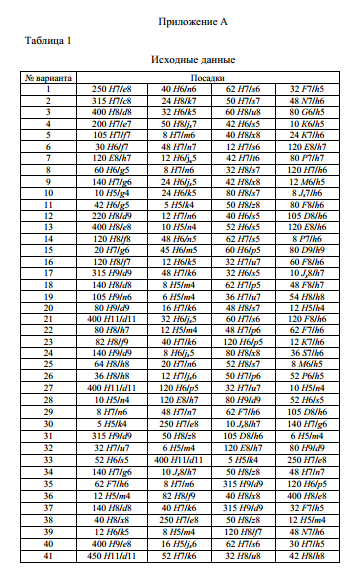
Приложение 2
ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
ПОЛЯ ДОПУСКОВ
И РЕКОМЕНДУЕМЫЕ ПОСАДКИ
ГОСТ 25347-82
(СТ СЭВ 144-75)
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
для проведения практической работы №1
Тема:Расчет допусков и посадок в гладких соединениях
| по
| ОП.05 Метрология, стандартизация и сертификация
|
| в группах
| ТО и СП
|
| курс
| IV
|
| профессия
| Техническое обслуживание и ремонт автотранспорта, сварочное производство.
|
Методические указания подготовил преподаватель Кацелих П.П.
Пермь 2018
Содержание
1 Цель работы.. 3
2 ЗАДАНИЕ. 3
3 НЕОБХОДИМЫЕ ПРИБОРЫ И ПОСОБИЯ.. 3
4 ОСНОВНЫЕ ТЕОРЕТИЧЕСКИЕ СВЕДЕНИЯ.. 3
5 МЕТОДИЧЕСКИЕ УКАЗАНИЯ ПО ВЫПОЛНЕНИЮ РАБОТЫ.. 12
6 СОДЕРЖАНИЕ ОТЧЕТА.. 15
7 КОНТРОЛЬНЫЕ ВОПРОСЫ.. 15
СПИСОК ЛИТЕРАТУРЫ.. 16
Приложение 1. 17
Приложение 2. 18





