Фрезерование
Фрезерование древесины — это вид резания с помощью вращающихся специальных инструментов - фрез, имеющих одну, две, или несколько режущих кромок. Фрезерование производится только механическим способом на различных фрезерных станках и с помощью ручных фрезерных машинок.
Фрезерованием получают различные профильные поверхности:
- пазы,
- шипы,
- гребни,
- проушины,
- профильные кромки.
Инструмент для фрезерования
По способу крепления на шпинделе станка фрезы подразделяются на:
- насадные,
- концевые.
Насадная фреза имеет посадочное отверстие, а концевая хвостовик для крепления в патроне.
По конструктивному исполнению фрезы подразделяются на:
- цельные,
- составные,
- сборные,
- комбинированные.
По материалу изготовления фрезы делятся на цельные из инструментальных сталей, с пластинками из инструментальных сталей, с пластинками из твердосплавных сплавов.
Цельные фрезы
Корпус и режущая часть таких фрез составляют одно целое. Цельные насадные фрезы имеют различный профиль режущих кромок. Цельные фрезы могут быть с острозаточенными зубьями и затылованными. У затылованных фрез задняя поверхность зубьев выполнена по спирали Архимеда, это позволяет сохранять при переточке угловые параметры и профиль зубьев (рис. 1).
Фрезы с острозаточенными зубьями при переточке меняют угловые параметры и профиль зубьев (рис. 2).
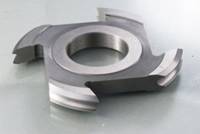
Рис. 1. Цельная фреза с затылованными зубьями

Рис. 2. Цельная фреза с острозаточенными зубьями
Составные фрезы
Составные фрезы представляют собой установленный на рабочий вал станка набор цельных или сборных фрез для получения заданного профиля детали (рис. 3).

Рис. 3. Составная фреза
Сборные фрезы
Сборные фрезы предназначены для создания плоских и профильных поверхностей. Фреза состоит из цилиндрической ножевой головки, куда закрепляются съемные ножи. Крепление осуществляется клиновыми зажимами с винтами.
Ножи могут быть плоскими и фасонными (рис.4). Данные фрезы надеваются на вертикальный вал фрезерного станка с нижним расположением шпинделя. Подобные сборные фрезы используются в калевочных станках для получения профильных-погонажных деталей.

Рис. 4. Сборная фреза
Для получения качественной фасонной поверхности (без заусенцев и сколов) применяют сборные насадные фрезы с контрножами (рис. 5).

Рис. 5. Сборная фреза с контрножами
Концевые фрезы
Концевые фрезы предназначены для фрезерования по контуру, выборки гнезд и пазов, получения рельефных изображений (рис. 6).

Рис. 6. Концевые фрезы
По форме режущей части подразделяются на:
- цилиндрические (используются для криволинейного раскроя, выборки четверти и паза),
- трапецеидальные предназначены для получения трапециевидных выборок для установки шпонок в щитовых деталях и изготовления ящичных угловых соединений типа «ласточкин хвост»,
- фасонные имеют различный профиль.
Конструктивные особенности
Любая концевая фреза состоит из хвостовика и рабочей части.

Конструкция фрез с твердосплавными пластинами
Хвостовик позволяет фиксировать фрезу в патроне используемого оборудования. По своему конструктивному исполнению хвостовик инструмента для ручного фрезера может иметь цилиндрическую и коническую форму, кроме того, на хвостовике нередко выполняется лыска, которая предотвращает его проскальзывание в патроне оборудования.
Помимо надежного крепления в патроне ручного фрезера, хвостовик также обеспечивает проникновение инструмента в обрабатываемый материал на требуемую глубину.
На хвостовиках отдельных моделей устанавливается подшипник, который выступает в роли упора, огибающего шаблон в процессе обработки.
Рабочая часть инструмента для фрезерного станка ручного типа выполняет основную работу – определяет форму и качественные характеристики обрабатываемой поверхности. Данный элемент имеет монолитную конструкцию (полностью изготавливается из быстрорежущей стали) либо оснащается сменными наборными дисками, закрепляемыми на центральной оси. Второй вариант конструктивного исполнения отличается более высокой стоимостью, но является более практичным, так как позволяет, используя один хвостовик, создавать на его основе инструменты с различной конфигурацией рабочей части (так называемые фрезы насадные).
По материалу изготовления инструменты для ручных фрезеров делятся на два основных типа.
Фрезы, изготавливаемые из быстрорежущих сталей, обозначаются маркировкой HSS. Инструменты из такого материала хорошо демонстрируют себя при обработке ручным фрезером мягкой древесины, но при работе с древесиной твердых пород они быстро перегреваются и тупятся.
Инструменты для фрезерного станка по дереву могут иметь режущую часть, изготовленную из твердосплавных пластин. Узнать такие изделия, которые используются преимущественно для обработки твердой древесины, можно по обозначению HM. Несмотря на то, что они медленнее изнашиваются, при их использовании для обработки мягкой древесины достаточно сложно получить рез высокого качества. Фрезерование при этом следует выполнять на более медленной скорости, чем при использовании фрез из быстрорежущих сталей.

Фрезы из быстрорежущих сталей
Фрезы по дереву для ручного фрезера также различаются формой заточки своих режущих зубьев, которая может быть прямой или винтовой. Инструменты, режущие зубья которых имеют прямую форму, хотя и являются более простыми в обслуживании, но быстрее тупятся. Кроме того, при использовании таких фрез для обработки древесины с разнородной структурой на ней могут возникать сколы и выщерблины.
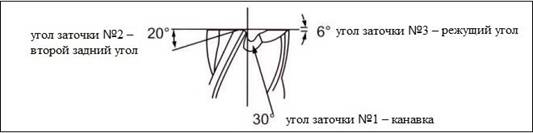
Углы заточки концевых фрез
Пазовые фрезы
Пазовые фрезы по дереву в полном соответствии с их названием используются для того, чтобы создавать на обрабатываемом изделии пазы различных форм и размеров.
Фасонные фрезы для работ по дереву, при помощи которых на поверхности обрабатываемого изделия выполняют выборку пазов фигурной конфигурации (фасонная фреза, в частности, позволяет имитировать на поверхности обрабатываемого изделия филенчатый рисунок);
фрезы для создания пазов, имеющих конфигурацию «ласточкин хвост» (такая технологическая операция требует применения специального шаблона);
конструкционные фрезы, которые используются для выборки пазов Т-образной конфигурации (при этом необходимо обеспечить эффективное удаление стружки из формируемого паза);
галтельные инструменты, используемые для выборки на поверхности обрабатываемого изделия пазов полукруглой конфигурации (галтельная фреза часто применяется для выполнения декоративной обработки изделий из древесины).

Примеры пазовых фрез
Фрезерование древесины
Фрезерование древесины – это резание ее вращающимися фрезами. Различают:
- цилиндрическое,
- коническое,
- торцовое,
- торцово-коническое,
- продольное,
- фасонное фрезерование.
Цилиндрическое – фрезерование, при котором ось вращения инструмента параллельна поверхности обработки, а лезвия резцов описывают в пространстве цилиндрические поверхности.
Коническое – производится инструментом, ось вращения которого наклонена под углом к поверхности обработки, а лезвия резцов описывают в пространстве коническую поверхность.
Торцовое – происходит, когда ось вращения инструмента перпендикулярна поверхности обработки, боковые лезвия резцов описывают в пространстве цилиндрические поверхности, а торцовые – поверхность кольца или круга.
Торцово-коническое фрезерование происходит аналогично торцовому фрезерованию, но лезвия резцов описывают в пространстве коническую поверхность.
При фасонном режущие кромки инструмента имеют сложное очертание, составленное из криволинейных элементов.
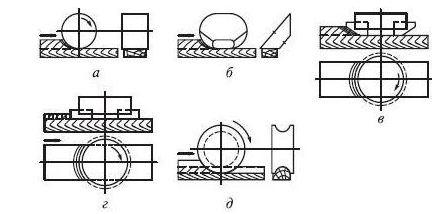
Рис. 104. Виды фрезерования древесины:
а – цилиндрическое;
б – коническое;
в – торцовое;
г – торцово-коническое;
д - фасонное
Все фрезерные работы можно подразделить на следующие четыре вида:
фрезерование прямолинейных кромок по линейке;
фрезерование криволинейных кромок по кольцу и шаблону;
фрезерование поверхностей двойной кривизны;
торцовое фрезерование канавок и профилей по копиру.
Фрезерование плоских и профильных кромок прямолинейных деталей ведется на фрезерном станке.
Различают три вида таких работ:
выверку гладких поверхностей, преимущественно кромок, под прямую плоскость;
сквозное фрезерование профиля;
несквозное фрезерование профиля (рис. 105).
В этих случаях фрезерование выполняется с помощью направляющей линейки.
(function(w, d, n, s, t) { w[n] = w[n] || []; w[n].push(function() { Ya.Context.AdvManager.render({ blockId: "R-A-249919-3", renderTo: "yandex_rtb_R-A-249919-3", async: true }); }); t = d.getElementsByTagName("script")[0]; s = d.createElement("script"); s.type = "text/javascript"; s.src = "//an.yandex.ru/system/context.js"; s.async = true; t.parentNode.insertBefore(s, t); })(this, this.document, "yandexContextAsyncCallbacks");
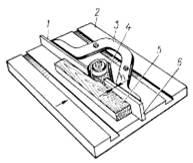
Рис. 105. Обработка прямолинейной кромки на фрезерном станке по линейке: 1 – задняя направляющая линейка; 2 – стол; 3 – - скоба; 4 – ножевая головка; 5 – обрабатываемая деталь; 6 – передняя направляющая линейка
Криволинейные кромки незамкнутого и замкнутого контура фрезеруются при помощи кольца и шаблона. Кольцо может быть закреплено в столе станка или непосредственно на шпинделе (рис.106).
Для обработки по копиру заготовка крепится винтовыми или эксцентриковыми зажимами, а в нижней части шпинделя, под фрезой, устанавливается свободно вращающееся кольцо с шарикоподшипником, служащее упором для копира при фрезеровании. В процессе обработки копир с заготовкой боковой кромкой постоянно опирается на это кольцо и с помощью ручного управления проводится мимо фрезы, формирующей на поверхности заготовки заданный профиль. Для механизации подачи под копировальным кольцом устанавливается цепная звездочка с отдельным приводом вращения, а под копиром, строго параллельно ему, крепится пластинчатороликовая цепь, входящая в зацепление со звездочкой. При вращении звездочки копир с заготовкой перемещается вдоль фрезы, сохраняя постоянный контакт с упорным кольцом.
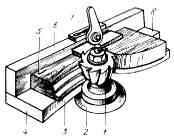
Рис. 106. Обработка криволинейной кромки на фрезерном станке по кольцу и шаблону: 1 – фреза; 2 – упорное кольцо; 3 – направляющая кромка шаблона; 4 – шаблон; 5 – обрабатываемая заготовка; 6 – линейка шаблона; 7 – прижим; 8 – упор
Шипорезные станки
При сборке различных изделий, а также для сращивания досок или брусков по длине применяют шиповые соединения. Соответственно шиповые соединения делятся на угловые и серединные. Соединения концов двух деталей под углом осуществляют с помощью плоских прямоугольных (рамных) или клиновых (зубчатых) шипов. Рамные шиповые соединения бывают на сквозной одинарный, двойной или тройной шипы и соответствующие им проушины. Их делают на рамных шипорезных станках.
Различают следующие элементы плоского одинарного рамного шипа:
- две боковые грани (пласти),
- два заплечика и торцовую грань (вершину).
У проушины – две боковые пласти, внутренняя торцовая грань (дно) и две внешние торцовые грани.
Клиновые шипы для углового концевого соединения формируют на специальных усофрезерных станках или на рамных шипорезных станках.
Угловое концевое соединение широких дощечек (ящики, коробки) осуществляют с помощью прямоугольных ящичных открытых шипов, которые обрабатывают на ящичных шипорезных станках.

Рис. Угловые концевые соединения:
а – на шип открытый сквозной одинарный УК-1, б – на шип открытый сквозной двойной УК-2, в – на шип открытый сквозной тройной УК-3, г – на шип с полуптемком несквозной УК-4, д – на шип с полупотемком сквозной УК-5, е – на шип с потемком несквозной УК-6, ж – на шип с потемком сквозной УК-7, з – ни шипы круглые вставные сквозные и несквозные УК-8, и – на ус со вставаным несквозным круглым шипом УК-9, к – на ус со вставным несквозным плоским шипом УК-10, л – на ус со вставным сквозным плоским шипом УК-11
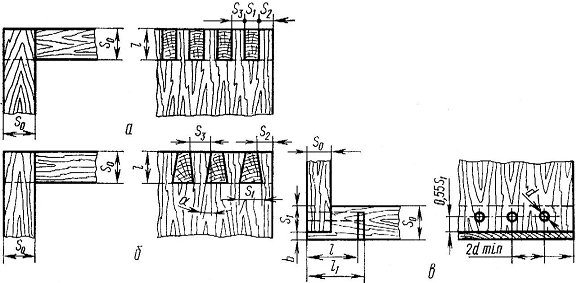
Рис. Угловые ящичные соединения:
а – на шип прямой открытый УЯ-1, б – на открытый шип «ласточкин хвост» УЯ-2, в – на открытый круглый шип УЯ-3
Угловое концевое соединение широких дощечек при сборке ящиков делают с помощью шипов типа «ласточкин хвост» с плоскими или закругленными гранями. У мебельных ящиков шипы «ласточкин хвост» делают с лицевой стороны закрытыми, а переднюю лицевую стенку толще боковой. Для получения таких шипов предназначены специальные шипорезные станки.
Клиновые шипы для соединения по длине брусковых заготовок характеризуются длиной шипа и шагом. Их получают на специальных шипорезных станках для сращивания или модернизированных ящичных шипорезных станках.
На шипорезные станки поступают высушенные заготовки правильной геометрической формы. Сучки, кармашки, червоточина, пробки и заделки в зоне формирования шипов не допускаются.
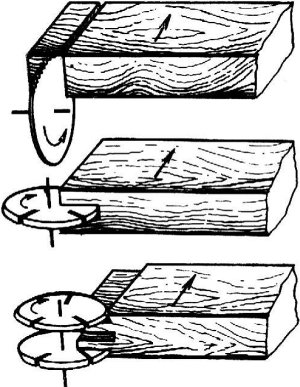
Рис. Технологическая схема образования шипов на одностороннем рамном шипорезном станке
Основное требование к шиповому соединению – его прочность, которая в значительной степени зависит от точности обработки шипов, отсюда вытекают высокие требования к точности элементов шипового соединения, которые выполняются на шипорезных станках.
Для шипорезных работ применяют круглые пилы и фрезерные инструменты общего или специального назначения. Множество вариантов инструмента определяется разнообразием шиповых соединений и приемов обработки их отдельных элементов.

Рис. Нарезание шипов на фрезерном станке:
1 – фреза, 2 – ограждение фрезы, 3 – направляющая линейка, 4 – подпорный брусок, 5 – прижим, 6 – каретка
Длина главной режущей кромки лезвия цельных насадных двузубых фрез для обработки ящичных прямых шипов должна быть равна ширине вырабатываемой проушины. Диаметр – 200 мм, ширина – 5, 6, 8, 10, 12, 18 мм.
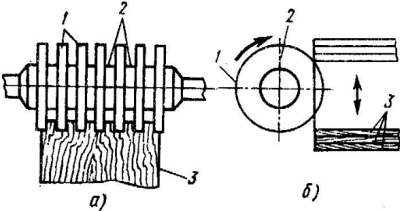
Рис. Формирование прямых ящичных шипов:
а – набор фрез с прокладками, б – нарезание шипов, 1 – фрезы, 2 – прокладки, 3 – заготовки
У фрезы цельной двузубой однорядной для обработки клиновых шипов боковые вспомогательные кромки зубьев скошены и образуют клин.
Однорядные фрезы применяют для фрезерования шипов длиной более 30 мм.
Фрезы насадные сборные для обработки шипов бывают двух типов:
- для торцового,
- поперечного фрезерования.
В корпусе шипорезной фрезы для торцового фрезерования укреплены четыре фасонных резца. У фасонного резца две режущих кромки:
- главная – для фрезерования заплечика,
- вспомогательная – для обработки пласти шипа.
Резцы в корпусе не регулируют и не снимают до полного износа. Их затачивают в сборе по задней поверхности режущих кромок.
В других конструкциях фрез для торцового фрезерования по два ножа и подрезающих резца. Ножи формируют заплечики шипа, а подрезающие резцы обеспечивают требуемую шероховатость граней шипа.
Фрезы шипорезные для поперечного фрезерования бывают:
- трехножевые с тонкими ножами,
- крыльчатые двухножевые с толстыми ножами.
Дисковые фрезы для обработки проушин аналогичны по конструкции шипорезным фрезам. Их ширина – 6, 8 12 и 14 мм.
Затачивают резцы в сборе по задней поверхности лезвия. По передним поверхностям затачивать нельзя, так как при заточке уменьшается размер по ширине проушины, что недопустимо. Резцы дисковых фрез оснащают пластинами из твердого сплава.
Подобны им дисковые сборные фрезы для выполнения подсечных операций и для фасонной обработки заплечиков шипа. В диске закрепляют фасонные резцы, форма режущей кромки которых совпадает с формой углубления на детали.
Если надо одновременно обработать несколько проушин, на шпинделе устанавливают соответствующее количество сборных дисковых фрез.
Концевые фрезы бывают цилиндрические – для обработки ящичных прямых шипов и фасонные – для обработки шипов "ласточкин хвост".
Концевые цилиндрические фрезы бывают затылованные и незатылованные с остроконечными зубьями. Их крепят на станке с помощью резьбового хвостовика, который ввинчивается в отверстие шпинделя.
Шипорезные фрезы работают при высокой частоте вращения, поэтому они должны быть отбалансированы. Балансировку проводят на специальных приспособлениях и станках.
Рамные шипорезные станки
Рамные шипорезные станки бывают двух типов:
- односторонние
- двусторонние.
На односторонних обрабатывают сначала один конец заготовки, затем заготовку переворачивают и вырабатывают шип или проушину на втором ее конце.
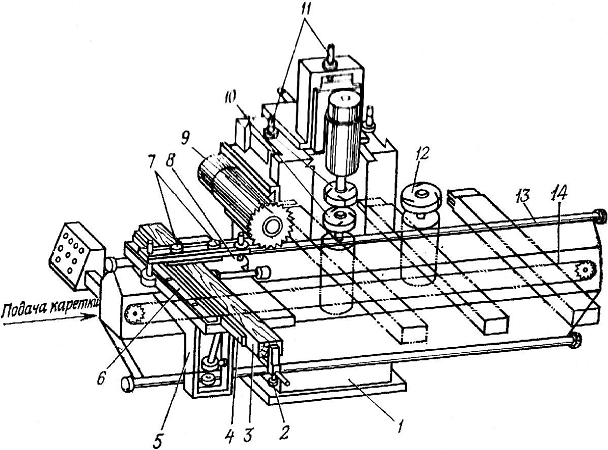
Рис. Односторонний рамный шипорезный станок:
1 – станина, 2 – упор, 3 – деталь, 4 – подпорный брусок, 5 – каретка, 6 – направляющая линейка, 7 – гидроприжимы, 8 – стол, 9 – пила, 10 – шипорезная фреза, 11 – винт настройки, 12 – дисковая фреза, 13 – направляющая, 14 – роликовтулочная цепь

Рис. Двусторонний рамный шипорезный станок:
1 – конвейерная цепь, 2 – клиновой ремень, 3 – подпружиненные ролики: 4 – вал, 5 – упор, 6 – редуктор, 7 – электродвигатель, 8 – упорная линейка
Двусторонние шипорезные станки позволяют одновременно вырабатывать шипы или проушины на обоих концах заготовки.
Надо иметь в виду, что пила и верхняя шипорезная фреза должны вращаться против часовой стрелки, а нижняя шипорезная и дисковая фрезы – по часовой стрелке (если смотреть на шпиндель со стороны установленного инструмента). Направляющую линейку на каретке настраивают по угольнику и индикатору.
Для предотвращения сколов детали при фрезеровании шипов используют подпорный брусок из древесины твердых пород. Его крепят к направляющей линейке так, чтобы на конце бруска можно было сформировать шип при обработке первой детали.
Ящичные шипорезные станки
Ящичные шипорезные станки бывают двух видов: для выработки прямых или клиновых шипов и шипов «ласточкин хвост».

Рис. Ящичный шипорезный станок с автоматической подачей ШПА40:
1 –пульт управления, 2 – электродвигатель, 3 – органы управления гидроприводом, 4 – подшипники рабочего вала, 5 – гидрозажимы, 6 – ременная передача, 7 – заготовки, 8 – стол, 9 – гидрошланги, 10 – гидроцилиндр подъема стола
Бормашина
Бормашина с гибким валом применяется для создания или доработки резных изделий из древесины и других материалов. Состоит из электродвигателя соединенного гибким валом со стальным сердечником, в державку которого крепится нужный инструмент: сверла, концевые фрезы, шарошки (рис. 33-37).
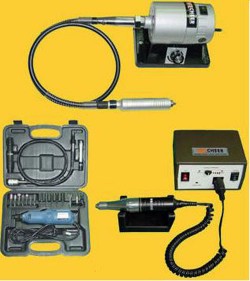
Рис. 33. Бормашины

Рис. 34. Буры для бормашины
Ручной фрезерный инструмент
Ручной фрезерный инструмент используется при небольших объемах работы.

Рис. 31. Ручная фрезерная машинка
Типы ручных фрезеров
Используют фрезерование по дереву при изготовлении мебели, производстве и установке дверей, укладке деревянных напольных покрытий, для различного рода поделок. Выбор инструмента зависит от перспектив его использования: специального и универсального назначения.
Специальные фрезеры:
погружной (для отверстий, пазов, канавок любой глубины — двигатель с фрезой двигается вдоль вертикальной оси);
окантовочный (только для кромок, фасок — с направляющим подшипником);
ламельный (для округлых линейных канавок);
дюбельный (для пазов, под дюбели, сборку шип-паз);
 1 — погружной; 2 — окантовочный; 3 — ламельный; 4 — дюбельный
1 — погружной; 2 — окантовочный; 3 — ламельный; 4 — дюбельный
Фрезерование
Фрезерование древесины — это вид резания с помощью вращающихся специальных инструментов - фрез, имеющих одну, две, или несколько режущих кромок. Фрезерование производится только механическим способом на различных фрезерных станках и с помощью ручных фрезерных машинок.
Фрезерованием получают различные профильные поверхности:
- пазы,
- шипы,
- гребни,
- проушины,
- профильные кромки.
Инструмент для фрезерования
По способу крепления на шпинделе станка фрезы подразделяются на:
- насадные,
- концевые.
Насадная фреза имеет посадочное отверстие, а концевая хвостовик для крепления в патроне.
По конструктивному исполнению фрезы подразделяются на:
- цельные,
- составные,
- сборные,
- комбинированные.
По материалу изготовления фрезы делятся на цельные из инструментальных сталей, с пластинками из инструментальных сталей, с пластинками из твердосплавных сплавов.
Цельные фрезы
Корпус и режущая часть таких фрез составляют одно целое. Цельные насадные фрезы имеют различный профиль режущих кромок. Цельные фрезы могут быть с острозаточенными зубьями и затылованными. У затылованных фрез задняя поверхность зубьев выполнена по спирали Архимеда, это позволяет сохранять при переточке угловые параметры и профиль зубьев (рис. 1).
Фрезы с острозаточенными зубьями при переточке меняют угловые параметры и профиль зубьев (рис. 2).
Рис. 1. Цельная фреза с затылованными зубьями
Рис. 2. Цельная фреза с острозаточенными зубьями
Составные фрезы
Составные фрезы представляют собой установленный на рабочий вал станка набор цельных или сборных фрез для получения заданного профиля детали (рис. 3).
Рис. 3. Составная фреза
Сборные фрезы
Сборные фрезы предназначены для создания плоских и профильных поверхностей. Фреза состоит из цилиндрической ножевой головки, куда закрепляются съемные ножи. Крепление осуществляется клиновыми зажимами с винтами.
Ножи могут быть плоскими и фасонными (рис.4). Данные фрезы надеваются на вертикальный вал фрезерного станка с нижним расположением шпинделя. Подобные сборные фрезы используются в калевочных станках для получения профильных-погонажных деталей.
Рис. 4. Сборная фреза
Для получения качественной фасонной поверхности (без заусенцев и сколов) применяют сборные насадные фрезы с контрножами (рис. 5).
Рис. 5. Сборная фреза с контрножами
Концевые фрезы
Концевые фрезы предназначены для фрезерования по контуру, выборки гнезд и пазов, получения рельефных изображений (рис. 6).
Рис. 6. Концевые фрезы
По форме режущей части подразделяются на:
- цилиндрические (используются для криволинейного раскроя, выборки четверти и паза),
- трапецеидальные предназначены для получения трапециевидных выборок для установки шпонок в щитовых деталях и изготовления ящичных угловых соединений типа «ласточкин хвост»,
- фасонные имеют различный профиль.
Конструктивные особенности
Любая концевая фреза состоит из хвостовика и рабочей части.
Конструкция фрез с твердосплавными пластинами
Хвостовик позволяет фиксировать фрезу в патроне используемого оборудования. По своему конструктивному исполнению хвостовик инструмента для ручного фрезера может иметь цилиндрическую и коническую форму, кроме того, на хвостовике нередко выполняется лыска, которая предотвращает его проскальзывание в патроне оборудования.
Помимо надежного крепления в патроне ручного фрезера, хвостовик также обеспечивает проникновение инструмента в обрабатываемый материал на требуемую глубину.
На хвостовиках отдельных моделей устанавливается подшипник, который выступает в роли упора, огибающего шаблон в процессе обработки.
Рабочая часть инструмента для фрезерного станка ручного типа выполняет основную работу – определяет форму и качественные характеристики обрабатываемой поверхности. Данный элемент имеет монолитную конструкцию (полностью изготавливается из быстрорежущей стали) либо оснащается сменными наборными дисками, закрепляемыми на центральной оси. Второй вариант конструктивного исполнения отличается более высокой стоимостью, но является более практичным, так как позволяет, используя один хвостовик, создавать на его основе инструменты с различной конфигурацией рабочей части (так называемые фрезы насадные).
По материалу изготовления инструменты для ручных фрезеров делятся на два основных типа.
Фрезы, изготавливаемые из быстрорежущих сталей, обозначаются маркировкой HSS. Инструменты из такого материала хорошо демонстрируют себя при обработке ручным фрезером мягкой древесины, но при работе с древесиной твердых пород они быстро перегреваются и тупятся.
Инструменты для фрезерного станка по дереву могут иметь режущую часть, изготовленную из твердосплавных пластин. Узнать такие изделия, которые используются преимущественно для обработки твердой древесины, можно по обозначению HM. Несмотря на то, что они медленнее изнашиваются, при их использовании для обработки мягкой древесины достаточно сложно получить рез высокого качества. Фрезерование при этом следует выполнять на более медленной скорости, чем при использовании фрез из быстрорежущих сталей.
Фрезы из быстрорежущих сталей
Фрезы по дереву для ручного фрезера также различаются формой заточки своих режущих зубьев, которая может быть прямой или винтовой. Инструменты, режущие зубья которых имеют прямую форму, хотя и являются более простыми в обслуживании, но быстрее тупятся. Кроме того, при использовании таких фрез для обработки древесины с разнородной структурой на ней могут возникать сколы и выщерблины.
Углы заточки концевых фрез
Пазовые фрезы
Пазовые фрезы по дереву в полном соответствии с их названием используются для того, чтобы создавать на обрабатываемом изделии пазы различных форм и размеров.
Фасонные фрезы для работ по дереву, при помощи которых на поверхности обрабатываемого изделия выполняют выборку пазов фигурной конфигурации (фасонная фреза, в частности, позволяет имитировать на поверхности обрабатываемого изделия филенчатый рисунок);
фрезы для создания пазов, имеющих конфигурацию «ласточкин хвост» (такая технологическая операция требует применения специального шаблона);
конструкционные фрезы, которые используются для выборки пазов Т-образной конфигурации (при этом необходимо обеспечить эффективное удаление стружки из формируемого паза);
галтельные инструменты, используемые для выборки на поверхности обрабатываемого изделия пазов полукруглой конфигурации (галтельная фреза часто применяется для выполнения декоративной обработки изделий из древесины).
Примеры пазовых фрез
Фрезерный инструмент кромочной категории
Кромочные фрезы, которые относятся к наиболее распространенным инструментам, используемым для работ ручным фрезером, также подразделяются на несколько категорий:
- прямые фрезы, известные также под названием копировальных и часто оснащаемые направляющим подшипником;
- фреза кромочная фигурная, или профильная фреза, при помощи которой кромке обрабатываемого изделия может придаваться любая конфигурация;
- фигирейные фрезы, используемые для изготовления дверных филенок и плинтусов;
- инструмент конусного типа для ручных фрезеров, при помощи которого кромка обрабатываемого изделия обрезается под требуемым углом (особенность конструкции фрез данного типа заключается в том, что они практически всегда оснащаются направляющими подшипниками);
- фреза кромочная калевочная, применяемая для того, чтобы придать кромке обрабатываемого изделия округлую форму (фреза кромочная калевочная, как правило, также оснащается направляющим подшипником);
- галтельный инструмент, как и фреза кромочная калевочная, позволяет обрабатывать кромки изделия по дуге, но придавать им не выпуклую, а вогнутую форму (по своей конструкции такой инструмент и фреза кромочная калевочная являются зеркальным отражением друг друга; как и фреза кромочная калевочная, галтельная чаще всего оснащается направляющим подшипником);
- фреза микрошиповая, позволяющая формировать на поверхности обрабатываемого изделия тонкие треугольные шипы, используемые для создания соединения двух стыкуемых деревянных деталей.

Некоторые типы кромочных фрез






