Установка замедленного коксования: Чем выше температура и ниже давление, тем место разрыва углеродной цепи всё больше смещается к её концу и значительно возрастает...
3. Расчет подшипников качения главного привода............................................32
4. Расчет валов цепи главного привода................................................................40
Часть I. Общие сведения о станке.
Введение.
Токарные вертикальные многошпиндельные полуавтоматы последовательного действия обладают широкими технологическими возможностями и обеспечивают высокую степень концентрации обработки. Применение таких полуавтоматов способствует повышению производительности труда, сокращению станкоемкости, уменьшению общей площади, занимаемой оборудованием, упрощению транспортных связей и коммуникаций. Каждый восьмишпиндельный полуавтомат моделей 1К282 и 1283 может заменить три-пять многорезцовых токарных полуавтоматов или 15-20 универсальных токарных станков.
Полуавтоматы 1К282 и 1283 по основным показателям значительно превосходят предшествующие модели. Наибольшая частота вращения шпинделей и мощность главного привода этих моделей превышают параметры предыдущих более чем в 2 раза, жесткость – в 1.5 раза. Ход суппортов увеличен в 1.75 раза; введено переключение подач на ходу; гидрофицирован зажим заготовки; облегчено управление и обслуживание станков при эксплуатации. Гибкая система управления позволяет облегчить и ускорить наладку полуавтоматов 1К282 и 1283. При производстве полуавтоматов новой гаммы внедрен ряд процессов, обеспечивающих резкое повышение качества станков, их долговечности и точности.
В настоящее время полуавтоматы 1К282 и 1283 стали наиболее распространенными моделями. Ранее токарные вертикальные многошпиндельные полуавтоматы последовательного действия применялись лишь в отраслях массового производства – традиционных потребителях этих машин (например, в автомобильной и тракторной промышленности, сельскохозяйственном машиностроении). Благодаря своим конструктивным особенностям полуавтоматы новой гаммы находят все большее применение в отраслях с меньшим масштабом производства (например, транспортном и строительном машиностроении, станкостроении).
Тысячи высокопроизводительных полуавтоматов 1К282 и 1283 интенсивно эксплуатируются на сотнях крупнейших предприятий в большинстве отраслей машиностроения народного хозяйства России, способствуя выполнению основной задачи, поставленной перед промышленностью.
Полуавтоматы моделей 1К282 являются технически сложными машинами, в конструкции которых широко использованы средства автоматизации. Высокая производительность полуавтоматов, точность и надежность их работы могут быть достигнуты в полной мере лишь при правильном использовании и эксплуатации.
Основные технические данные.
Техническая характеристика.
Наименование параметра
Единица измерения
Величина параметра
1
2
3
Наибольший диаметр обрабатываемого изделия, проходящий над направляющими при повороте стола
мм
250
Расстояние от низа основания станка до верхнего торца шпинделя
мм
1120
Количество шпинделей
шт
8
Количество скоростей шпинделя.
Низкий ряд
Высокий ряд
Суммарное
шт
28
25
53
Пределы частот вращения шпинделя
Силовое исполнение
об/мин
42-628
66-980
Скоростное исполнение
Количество подач
Мелких
шт
38
35
73
Крупных
Суммарное
Пределы подач
Силовое исполнение
мм/об
0,064 - 4,05
0,041 – 3,44
Скоростное исполнение
Скорость быстрого перемещения суппорта
м/мин
3,5
Количество суппортов
шт
7
Суммарный ход суппорта
мм
350
Мощность электродвигателя главного привода (наибольшая)
кВт
до 55
Суммарная мощность всех электродвигателей (наибольшая)
кВт
до 61,8
Габариты
Длина
мм
3070
2945
3805
Ширина
Высота
Масса, не более
кг
17700
Силовые характеристики рабочих позиций.
Наименование параметра
Единица измерения
Величина параметра
1
2
3
Наибольший допустимый крутящий момент на шпинделе
Н·м
1000
Предельная частота вращения шпинделя при наибольшем допустимом крутящем моменте
об/мин
105
Эффективная наибольшая мощность на один шпиндель
кВт
11
Усилие на штоке цилиндра зажима изделия
кН
28
Ход штока
мм
40
Наибольшее допустимое тяговое усилие суппорта
кН
15*
Коэффициент полезного действия
-
0,75
Наиболее слабое звено цепи главного привода
сменное зубчатое колесо
z=19
* - при величине подачи не более 1 мм/об шпинделя (при превышении этой величины тяговое усилие пропорционально снижается).
Наладочные данные суппортов.
Параметр
Органы управления.
Управление станком осуществляется воздействием на электрические кнопки и переключатели.
В стойках ограждения на загрузочной позиции расположены главные пульты управления «а» и «б», на прочих стойках – пульты управления “в” всеми шпинделями. Рукоятка I вводного выключателя находится на боковой стенке электрошкафа и во время работы должна быть повернута вверх. При этом стержень блокиратора должен быть выдвинут. Для выключения станка ее поворачивают вниз. На противоположной стенке электрошкафа установлен вспомогательный пульт управления «2» с кнопкой поворота стола в наладочном режиме. Наладка работы суппорта выполняется с участием группы органов управления «Д» в командоаппаратах позиций.
До включения станка устанавливают наладочный или полуавтоматический режим его работы переключателем 10, кнопкой 7 выключают электропривод гидравлики и, затем, кнопкой 8 – электропривод главного движения на пульте «е». Выключение этих приводов может быть осуществлено любой из аварийных кнопок 6, 14 или 20. Выключение и включение электронасоса подачи СОЖ производится выключателем 21 на пульте «е».
При работе с двумя загрузочными позициями с правого пульта производят зажим заготовки на позиции I кнопкой 11, разжим – кнопкой 12. Зажим и разжим на позиции II – соответственно кнопками 3 и 4 левого пульта. При одной загрузочной позиции кнопка 2 дублирует 3, а 12 дублирует 4.
В полуавтоматическом режиме работы пуск цикла выполняют кнопками со встроенными лампочками 5 или 13. При пуске следует учитывать сигналы ламп 2 и 16: зеленая ламп 2 «исходное положение суппортов» должна светиться, сигнал желтой лампы в кнопке 16 «суппорт неисправен» должен отсутствовать. Этот сигнал появиться при перегрузке какого-либо суппорта и, после устранения причины нарушения его работы, может быть аннулирован нажатием на кнопку 16. Оператор имеет возможность включить и остановить подачу суппортов соответственно переключателем 15.
Во время цикла обработки оператор снимает детали, используя кнопки 4 и12. Воздействие оператора на кнопки не требуется, если предусматривается автоматический разжим деталей.
Прочие органы управления используются при наладке станка: кнопки 9 и 22 служат для включения поворота стола (требуется предварительно включить гидропривод станка), кнопки 18 и переключатель 19 – для включения и выключения шпинделей и фиксатора. Кнопки и переключатели группы «Д» используются для настройки кулачков командоаппарата. Кнопкой 26 включают быстрый толчковый подвод суппорта. Подвод оканчивается автоматически по команде путевого выключателя в командоаппарате (даже если кнопка нажата) и суппорт переходит на рабочую подачу в соответствии с настройкой кулачков. Подачу можно остановить выключателем 24. После его выключения подача возобновляется и продолжается, пока кулачок командоаппарата не включит быстрый отвод, который можно остановить выключателем 23. Быстрый отвод суппорта можно произвести на любом этапе цикла кратковременным оттягиванием на себя рукоятки 25 командоаппарата.
Кинематическая схема.
Цепь главного движения.
Вращение электродвигателя ДГ, посредством зубчатых колес редуктора главного привода двумя ветвями (1-4 и 1-4-3-3-53-52) поступает на одинаковые центральные зубчатые колеса 50, 51, имеющие различную частоту вращения (в соотношении 1:3,15). Далее эта цепь разделяется на семь параллельных ветвей – по числу рабочих позиций.
С одним из центральных колес соединяется скользящее зубчатое колесо 46 каждой из коробок подач, обеспечивая переключение позиции на работу в одном из двух поддиапазонов: на верхнем ряду (при сцеплении с 51) или нижнем (при сцеплении с 50). Затем движение через сменные шестерни 48(А) и 49(Б) и, соединенный с коробкой подач длинный вал (ось УП) колонны, поступает на передачу 19-20 синхронизатора, муфты которого после каждой индексации стола сопрягаются с очередным предшпиндельным валом (ось Х). От него движение через пару 16-15 поступает на шпиндель (ось ХI). Передачу 16-15 выполняют в двух вариантах, отличающихся передаточным отношением. При силовом исполнении станка модели 1К282 передача 16-15 (z16=28 z15=59) наибольшая, при скоростном исполнении станка передача 16-15 (z16=37 z15=50) – наименьшая.
Цепи рабочих подач и быстрых перемещений.
Цепи рабочих подач и быстрых перемещений суппорта сосредоточены в коробках подач. При помощи встроенных в них электромагнитных фрикционных муфт подача ускоряется в 2.63 раза. Настройку подачи производит сменными колесами 40, 38, 37, 36. Цепь привода барабана командоаппарата позиции ответвляется от оси ХVIII коробки подач.
Цепь поворота шпиндельного стола приводится индивидуального стола приводится индивидуальным электродвигателем ДПС, вращение от которого через передачи 21-22-23-24 передается на водило мальтийского механизма поворота (ось ХХIV). От этой же цепи приводится барабана командоаппарата индексации (на оси ХХVI). Все синхронизаторы и тормоза включает рычажной системой от общей тяги (оси IV), приводимой цилиндром ГЦ1. Цилиндр ГЦ2 управляет фиксатором.
Среди устройств, которыми оснащены полуавтоматы, наибольшей сложностью и протяженностью обладает кинематическая цепь привода многошпиндельной сверлильной головки. При применении головки к соответствующей коробке подач присоединен дополнительный редуктор. У модели 1К282 движение от первого из сменных колес 1 цепи главного привода посредством сцепления с ним сменного колеса 2 и через передачи 3-5-4-6 и муфту обгона передается на скользящий вал IV, соединенный свалом V на суппорте. С валом V вращается водило 9, несущее инструментальные шпиндели VI с сателлитами 8, обкатывающимися внутри зубчатого колеса 7. Водило вращается с частотой приблизительно на 10% меньшей частоты вращения детали и позволяет безударно сцеплять выступы водила и зажимного приспособления перед началом обработки. Обработка производится при совместном вращении водила и детали. Инструмент при этом вращается от шпинделя станка. Движение, передаваемое ранее от коробки подач, отключается муфтой обгона. Частоту вращения инструментальных шпинделей определяют методом расчета планетарных редукторов, исходя из частоты вращения водила и передаточного отношения зубчатых колес 7 и 8.
Компоновка механизмов.
Расположение механизмов.
Станок состоит из восьми секторов-позиций. Первая позиция – загрузочная, не нуждается в приводах, и ее сектор использован для размещения устройств, общих для всех позиций. Каждую из остальных позиций можно рассматривать как станок, связанный с другими общими приводами, управлением и единством базовых деталей.
Верхний блок.
На верхней плоскости дискообразного нижнего венца 24, в секторе загрузочной позиции, смонтирован редуктор главного привода 21 с электродвигателем 19. Семь коробок подач 15 расположены в секторах рабочих позиций. Эти агрегаты присоединены к центральным зубчатым колесам18, вращающимися вокруг корпуса гидроцилиндра 17 включения синхронизаторов. Шток гидроцилиндра рычажной передачей соединен золотником панели управления включения синхронизаторов 23, установленной справа от редуктора. На нижней плоскости венца под редуктором укреплена арматура освещения, под коробками подач – командоаппараты 14. Все устройства этого блока накрыты верхним венцом 20, на котором установлены футляры 16, защищающие ходовые винты. Периферия блока ограждена скользящими щитками 22. На верхний торец колонны устанавливается верхний блок в сборе.
Нижний блок.
На чашеобразном основании 38 полуавтомата, имеющем в центре приподнятую тумбу, сосредоточены целевые механизмы. В нишах тумбы в секторах рабочих позиций установлены синхронизаторы 44, на загрузочной позиции – тормоз 40. В этом же секторе смонтированы механизмы поворота стола 39 и фиксатор 34. Редуктор 37 механизма поворота укреплен на вертикальной плоскости, выполненной на периферии основания в секторе загрузочной позиции. Между IV и V позициями установлена насосная установка 1, над которой размещен командоаппарат индексации 2, получающий привод посредством горизонтального вала 45, кинематически связанного с механизмами поворота и фиксации. Над командоаппаратом индексации расположена главная панель управления 3 гидросистемы, прикрепленная к одной из трех стоек основания, на которых смонтирован кольцевой желоб 5, предназначенный для отвода стружки и СОЖ от стола станка. На кольце выполнены два желоба. По широкому внешнему – стружка, смываемая со стола потоком жидкости, транспортируется в период индексации стола скребками, укрепленными на его периферии и сбрасывается на VIII позиции, где наружная стенка желоба прерывается над сборником стружки 32. По внутреннему желобу, прикрытому полкой стола, в эту же зону стекают утечки просочившейся при переполнении внешнего кольца.
На верхней плоскости кольца установлены стойки 30 ограждения 8, на которых также закреплена магистраль 9 с кранами на всех позициях, в которую через стойку между III и IV позициями нагнетается СОЖ. Стойка между IV и V позициями поддерживает электрошкаф 6, смонтированный на кронштейне 4, также прикрепленном к кольцу. Полости других стоек используются для размещения пультов управления.
В канавках основания и эмульсионного кольца установлены подвижные щитки ограждения 35. Вплотную к ним расположены трубные коммуникации гидросистемы. Они начинаются на внутренней стороне стойки гидропанели и идут к корпусу фиксатора и на тумбу основания.
На тумбе закреплен фланец 43, со скользящим в его отверстии валом 41, на нижнем конце которого смонтированы два диска 42, приводящие рычаги синхронизаторов и тормоза. Верхний конец вала соединен с тягой. Через отверстия, выполненные в тумбе и фланце и через паз вала 41, проходит вал 45 привода командоаппарата индексации, пересекающий основание и выходящий за пределы стойки 47, в которой установлена одна из его опор (другая опора помещается в механизме поворота стола).
На торце тумбы монтируется средний блок в сборе. Колонна центрируется на посадочном пояске тумбы, ориентируется ромбическим штифтом и прикрепляется изнутри, после чего фиксируется радиальными штифтами. Основание является резервуаром масла гидросистемы. Механизмы на основании отделены от резервуара настилом из стального листа.
Средний блок.
На колонне 27 – пустотелой отливке с восьмигранной верхней частью, переходящей через промежуточный цилиндрический пояс в коническую часть смонтированы узлы полуавтомата, в основном определяющие его точность и жесткость. На гранях рабочих позиций закреплены стальные закаленные до высокой твердости планки, образующие направляющие типа «ласточкин хвост», по которым скользят суппорты 10. Отверстия под болты крепления планок предохранены свинцовыми пробками от засорения. На закаленной конической поверхности колонны центрируется поворотный шпиндельный стол 7, удерживаемый упорным подшипником 29. Эта поверхность служит также для передачи на стол масла гидросистемы и смазки.
Через полость колонны проходят длинные рабочие валы 11 главного привода позиции, а также центральная тяга 26 включения синхронизаторов и тормоза, соединенная с гидроцилиндром. Тяга удерживается от поворота поперечным валом, входящим в скобу на крышке, закрывающей окно в колонне на загрузочной позиции.
Против крышки находится также соединительная деталь 28 трубопровода смазки, имеющая отверстие для слива излишков масла.
На верхний торец колонны устанавливается верхний блок в сборе.
Вспомогательные узлы.
Справа и слева от станка устанавливаются соединенные резервуары СОЖ. В зоне VIII позиции полуавтомата против сливного желоба эмульсионного кольца на резервуар монтируется сборник стружки 32 или ее транспортер.
Электрооборудование.
В полуавтоматах применены асинхронные электродвигатели с короткозамкнутым ротором, контакторы, реле, выключатели и другие стандартные элементы электрооборудования.
В случае возникновения опасной ситуации, при угрозе поломки станка или порчи заготовок, а также в других экстренных случаях, необходимо в наикратчайший срок выключить все электроприводы станка. Для этого на каждом пульте управления имеется кнопка СА. Этой же цели можно добиться, отключив вводной выключатель ВВ.
Эстетика и эргономика.
Основу формы станка задает его несущая конструкция, а также наиболее крупные формообразующие элементы.
Вертикальная линия колонны с 8 шпинделями указывает на то, что станок-полуавтомат вертикального действия. Зона обработки защищена щитком.
Достигнутая жесткость и виброустойчивость станка сочетается с минимальными затратами материала. Рациональная конструкторская схема и расчет несущей основы станка является надежным фундаментом его композиционной выразительности.
Отдельные блоки конструкции хорошо просматриваются и выражают составной характер формы. Композиционное равновесие станка достигается соподчинением элементов по форме, цвету, тону и пластике.
В станке хорошо выявлены места сочленений элементов и основания.
Четкий строй вертикалей придает форме большую условность.
В конструкции станка последовательно развит принцип подобия большого и малого, как основа гармонизации.
Станок окрашивается в серо-зеленый цвет, который удачно увязывается с объемно-пространственной структурой объекта.
Удобно расположены органы управления оператора. Обслуживание станка не вызывает трудностей.
Станок работает как со станочником, так и с промышленным роботом М20П, имеется возможность использования станка в безлюдной технологии.
Расчет режимов резания.
При определениии скорости резания:
Cv – коэффициент в формуле определения скорости резания;
x, y, m – показатели степени в формуле определения скорости резания;
Kг - коэффициент, характерезующий группу стали по обрабатываемости;
Kиv – поправочный коэффициент учитывающий влияние инструментального материала на скорость резания;
Kпv – поправочный коэффициент учитывающий влияние состояния поверхности заготовки на скорость резания;
Kmv – поправочный коэффициент учитывающий влияние физико-механических свойств обрабатываемого материала на скорость резания;
nv – показатель степени в формуле определения Kmv;
Kv – поправочный коэффициент на скорость резания;
KTи – коэффициент изменения периода стойкости в зависимости от числа одновременно работающих инструментов;
KТс – коэффициент изменения периода стойкости в зависимости от числа одновременно обслуживаемых станков;
Kj – поправочный коэффициент учитывающий влияние главного угла в плане на скорость резания;
Kj1v – поправочный коэффициент учитывающий влияние вспомогательного угла в плане на скорость резания;
V – действительная скорость резания;
n – частота вращения шпинделя;
При определении силы резания:
Cp – коэффициент в формуле определения силы резания;
x, y, m – показатели степени в формуле определения силы резания;
Kp – поправочный коэффициент учитывающий влияние геометрии инструмента на силу резания;
Kjp – поправочный коэффициент учитывающий влияние главного угла в плане на силу резания;
Kgp – поправочный коэффициент учитывающий влияние переднего угла на силу резания;
Klp – поправочный коэффициент учитывающий влияние угла наклона главного лезвия на силу резания;
Krp – поправочный коэффициент учитывающий влияние радиуса при вершине резца на силу резания;
Pz – сила резания при точении;
Cm – коэффициент в формуле определения Mкр;
Mкр – крутящий момент на шпинделе станка при сверлении;
Ne – мощность резания;
Позиция II.
Точение торца.
Позиция III.
Точение наружной цилиндрической поверхности.
Позиция IV.
Растачивание отверстия.
Позиция V.
Точение выточек.
Позиция VI.
Точение торца.
Позиция VII.
Сверление отверстия.
Мощность резания
I вал.
II вал.
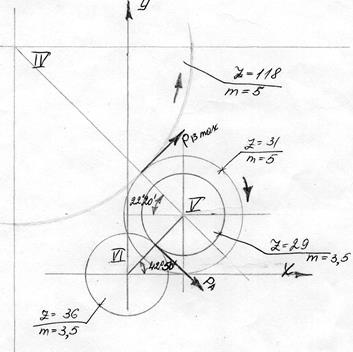
IV вал.
Сила, действующая на средние подшипники:
III вал.
IV вал.
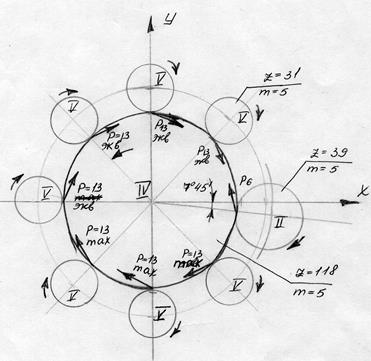
Эквивалентная загрузка IV и V валов: 3 позиции загружены максимальными моментами по шпинделю Мmax=100кг·м, а остальные 4 позиции – средним эквивалентным моментом.
Суммарная проекция на ось Х:
Суммарная проекция на ось Y:
Осевая сила А=50 кг (вес шестерни и верхнего подшипника)
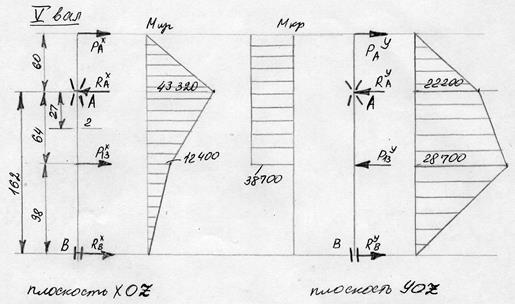
V вал.
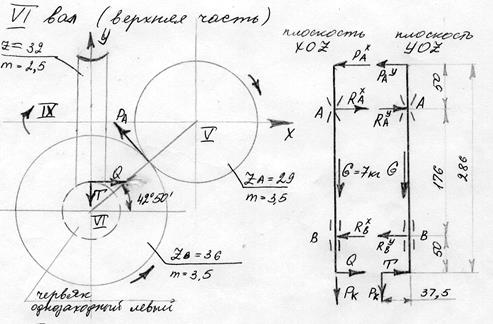
VI вал.
(верхняя часть)
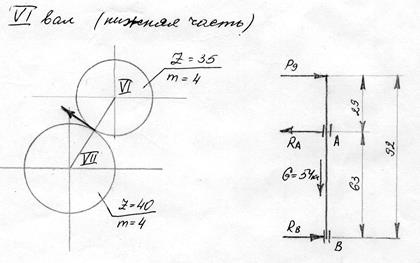
VI вал.
(нижняя часть)
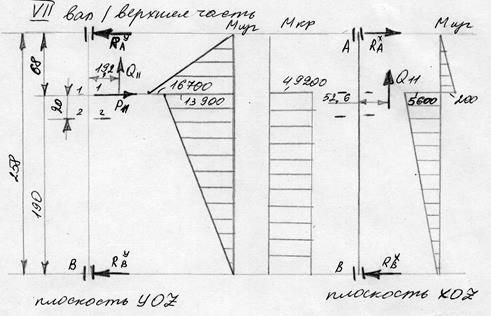
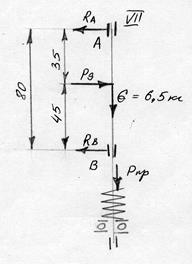
VII вал.
(нижняя часть)
(упорный подшипник )
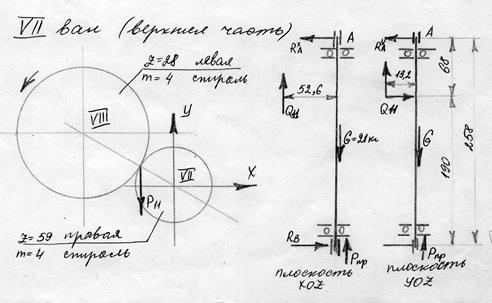
VII вал.
(верхняя часть)
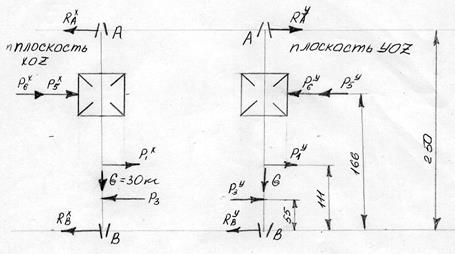
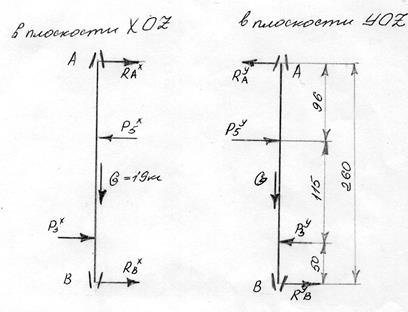
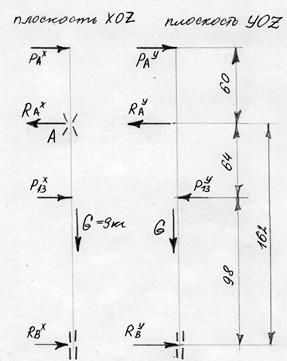
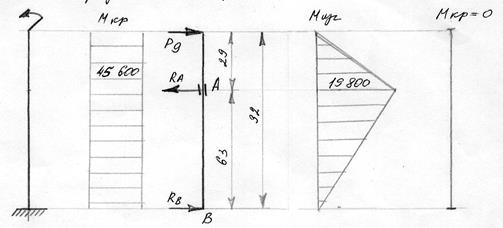
Схема загрузки вала в плоскости действия силы Р11 и в плоскости, перпендикулярной к ней:
Осевая сила А=Рпр+Q11-σ=316-21+144=439 кг
II вал.
- шлицы 8-56-65
IV вал.
V вал.
- кольцевая канавка
VI вал (верхняя часть).
- опасное сечение 1-1 – кольцевая канавка
VI вал (средняя часть).
- опасное сечение – шлицы на концах вала, кольцевая канавка
























 IV вал.
IV вал.













 IV вал.
IV вал.



















 VI вал.
VI вал.






 VI вал.
VI вал.


 (нижняя часть)
(нижняя часть)


 (упорный подшипник
(упорный подшипник  )
)















 - шлицы 8-56-65
- шлицы 8-56-65 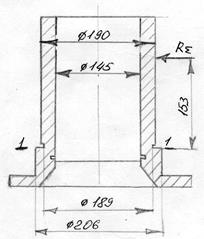







 - кольцевая канавка
- кольцевая канавка




 - опасное сечение 1-1 – кольцевая канавка
- опасное сечение 1-1 – кольцевая канавка
 - опасное сечение – шлицы на концах вала, кольцевая канавка
- опасное сечение – шлицы на концах вала, кольцевая канавка