Таблица1
| № операции
| № перехода
| Наименование операций и переходов
| Припуск, мм
| Размер d,мм
| Допуск, мкм
|
|
| 1
| Установить заготовку
| -
| d = 40;
l = 60;
| -
|
|
| 2
| Точить торец
| 0,6
| d = 38
l = 40
| 160
|
|
| 3
| Сверлить отверстие
| -
| d = 16
l = 38
| 130
|
|
| 4
| Расточить отверстие
| 0,5
| d = 21
l = 30
| 110
|
|
| 5
| Выточить канавку
| 1
| d = 26
l = 15
| 110
|
|
| 6
| Расточить отверстие
| 0,5
| d = 26
l = 2
1,75х45°
| 110
|
|
| 7
| Нарезать резьбу
| 2
| M24X1.5-7H
| +25
|
|
| 8
| Точить наружную поверхность
| 1,5
| d = 38
l = 43
| 160
|
|
| 9
| Точить наружную поверхность
| 1,5
| d = 36
l = 33
| 160
|
|
| 10
| Точить наружную поверхность
| 1,5
| d = 30
l = 20
| 160
|
|
| 11
| Снять фаску
| 1
| 30°
| 110
|
|
| 12
| Снять фаску
| 1
| 3X45°
| 110
|
|
| 13
| Отрезать заготовку
| 0,7
| l = 38
| 160
|
|
| 14
| Снять и установить заготовку
| -
|
| -
|
|
| 15
| Точить торец
| 0,6
| d = 30
l = 30
| 160
|
Схема расположения полей припусков и допусков.
Максимальный диаметр вала dN = 40 мм;
Допуск на шлифование d1 = 0,013 мм;
Припуск на шлифование z1 = 0,1 мм;
d* = dN – z1 – d1
d* = 40 -0,1 – 0,013
d* = 39,88 мм
Выбор оборудования и оснастки
Для изготовления детали подойдет токарно-винторезный - станок 16К20. табл. 9 с.21 [4]
Наибольший диаметр обрабатываемой заготовки:
над станиной – 400
над суппортом - 220
Наибольший диаметр прутка, проходящего через отверстие:
шпинделя – 53
Наибольшая длина обрабатываемой заготовки 710; 1000; 1400; 2000;
Шаг нарезаемой резьбы: 0,5 - 112
метрической – 56 – 0,5
дюймовой – 0,5 – 112
Частота вращения шпинделя, об/мин: 12,5 – 1600
Число скоростей шпинделя: 22
Наибольшее перемещение суппорта:
продольное 645 – 1935
поперечное 300
Подача суппорта, мм/об (мм/мин):
продольная 0,05 – 2,8
поперечная 0,025 – 1,4
Число ступеней подач 24
Скорость быстрого перемещения суппорта, мм/мин:
продольного 3800
поперечного 1900
Мощность электродвигателя главного привода, 11кВт
Габаритные размеры (без ЧПУ)
длина 2505 – 3795
ширина 1190
высота 1500
Масса, кг 2835 - 3685
Высота центров 215мм
Мощность двигателя главного привода Nн = 10 кВт.
Расстояние между центрами до 2000мм.
Кпд станка 0,75.
Частота вращения шпинделя об/мин: 12,5; 16; 20; 25; 31,5; 40; 50; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500; 630; 800; 1000; 1250; 1600.
Продольные подачи мм/об: 0,05; 0,06; 0,075; 0,09; 0,1; 0,125; 0,15; 0,175; 0,2; 0,25; 0,3; 0,35; 0,4; 0,5; 0,6; 0,7; 0,8; 1; 1,2; 1,4; 1,6; 2; 2,14; 2,6; 2,8.
Поперечные подачи мм/об: 0,025; 0,03; 0,0375; 0,045; 0,05; 0,0625; 0,0725; 0,0875; 0,1; 0,125; 0,15; 0,175; 0,2; 0,25; 0,3; 0,35; 0,4; 0,5; 0,6; 0,7; 0,8; 1; 1,2; 1,4.
Максимальная осевая сила резания, допускаемая механизмом подачи Рх = 600кгс.
Вспомогательные инструменты к токарным станкам: державка резцов, сверлильные и резьбовые патроны др.
Токарные приспособления: зажимной патрон трехкулачковый самоцентрирующийся
4. Разработка технологического процесса.

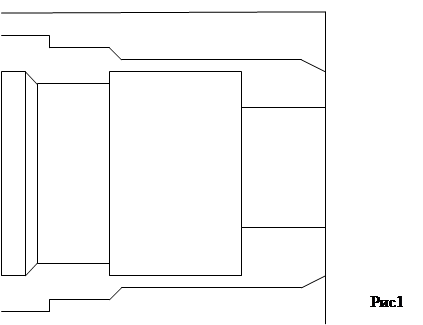

План-маршрут механической обработки данной детали представлен на рисунке 1. процесс механической обработки включает в себя токарные и сверлильные операции.
Токарная операция:
Установочная база – поверхность 0;
Измерительная база – поверхность 1;
Обрабатываем поверхности 1, 2, 3, 4, 5, 6;
Сверлильная операция:
Установочная база – поверхность 0
Измерительная база – 1
Обрабатываем поверхности – 8
Токарная операция:
Установочная база – поверхность 0
Измерительная база – 1
Обрабатываем поверхности – 7, 9, 10, 11;
II. Нормативная часть






