Определение параметров режима газовой сварки
Цель работы:
1. Освоить расчет основных параметров режима газовой сварки стыкового соединения.
2. Научиться правильно выбирать необходимое оборудование и материалы для газовой сварки.
Краткие теоретические сведения
Метод газовой сварки прост, универсален, не требует дополнительного оборудования и используется в заводских условиях, а также при строительно-монтажных и ремонтных работах во всех отраслях народного хозяйства.
Газовая сварка широко применяется для соединения низко и среднеуглеродистых, а также легированных (хромированных, содержание до 0,2% углерода) сталей толщиной до 3 мм. Применение газовой сварки для соединения сталей толщиной свыше 3-4 мм возможно, но нецелесообразно, электродуговые методы более совершенные и производительные.
Перед сваркой детали подвергаются определенной подготовке, что включает следующие операции: очистку свариваемых кромок, разделку кромок под сварку (если это необходимо) и наложение прихваток для соединения свариваемых листов или деталей.
Наложение прихваток необходимо для того, чтобы положение свариваемых деталей и зазор между ними сохранились постоянными в процессе сварки.
Длина прихваток, расстояние между ними и порядок наложения зависят от толщины свариваемого метала и длины шва (табл. 8).
Таблица 8
Параметры прихвата
| Толщина свариваемой детали S, мм
| Длина шва L, мм
| Длина прихвата l, мм
| Расстояние между прихватами, мм
|
| До 5
≥ 5
| 150−200
≥ 200
| До 5
20−30
| 50−100
300−500
|
Прихватку необходимо произвести на тех же режимах, что и процесс сварки шва, так как непровар в прихватах может привести к браку всего сварного соединения.
К параметрам режима сварки относятся: мощность пламени, диаметр присадочной проволоки, расход присадочного материала, состав пламени.
Выбор режима сватки зависит от теплофизических свойств свариваемого материала, габаритных размеров и форм изделия. Большое влияние на режим сварки оказывает используемый способ сварки (левый, правый) и положение свариваемого шва в пространстве.
Диаметр сварочной проволоки присадочного металла для сварки всех сталей подбирается в зависимости от толщины свариваемого металла и в пределах толщины до 15 мм может быть определен по следующим эмпирическим формулам:
для левого способа сварки
 ,
,
для правого способа сварки
 ,
,
где d − диаметр проволоки, мм; S – толщина металла, мм.
При сварке сталей толщиной более 15 мм диаметр проволоки на практике всегда применяют равный 6−8 мм. Присадочная проволока по своему химическому составу должна быть близка к химическому составу свариваемого металла.
Для предлагаемых в данной работе заданиях сталей рекомендуется выбрать следующие марки проволоки:
для низкоуглеродистых сталей – Cв-08; Cв-08А; Cв-12ГС; Cв-08ГС; Cв-08Г2С;
для среднеуглеродистых сталей – Cв-08ГА; Cв-10ГА; Cв-08ГС;
для легированных сталей:
хромомолибденовые – Cв-08; Cв-08А; Cв-10Г2;
молибденовые – Cв-18ХМА; Cв-19ХМА;
хромистые – Cв 19ХГС; Cв 13ХМА; Cв-08; Св-08А.
Для газовой сварки необходимо, чтобы сварочное пламя обладало достаточной тепловой мощностью.
Мощность газокислородного пламени или часовой расход горючего газа μ, л/ч, определяется количеством ацетилена, проходящего за один час через горелку, а последнее зависит от толщины свариваемого металла и способа сварки.
При расчетах мощность пламени можно определить по следующим эмпирическим формулам:
 ,
,
где К М – коэффициент пропорциональности, представляет собой удельный расход ацетилена, л/ч, необходимый для сварки данного металла толщиной 1 мм.
Для сварки сталей, содержащих углерод до 0,25%, при правом способе К М выбирается из расчета 120−150 л/ч ацетилена, а при левом способе − 100−130 л/ч. Причем, меньшие значения принимают при сварке легированных сталей.
Для сварки стали наибольшее применение получили горелки инженерного типа малой (Г2-04) и средней (Г3-03) мощности, работающие на ацетилене. Эти горелки имеют аналогичную конструкцию и отличаются, главным образом комплектуемыми наконечниками. Например, горелка типа Г2 комплектуется пятью наконечниками (№ 0, 1, 2, 3, и 4), горелка Г3 – семью наконечниками. Диапазоны расхода газа через наконечники соседних номеров взаимно перекрываются. Это обеспечивает взаимность плавной регулировки мощности пламени горелок путем замены наконечников и манипулирования вентилями горелки. При сварке тип горелки и номер наконечника выбирают в зависимости от толщины свариваемой стали по табл. 9. Горелки Г2-04 комплектуют четырьмя наконечниками (№ 1−№ 4), а горелки ГЗ-03 – тремя наконечниками (№ 3, 4 и 6). Остальные наконечники поставляются по особому заказу.
Прогрессивным источником газопитания передвижных сварочных постов является использование растворенного ацетилена в баллонах. Однако на сегодняшний день недостаточно производственных мощностей для удовлетворения выпуска растворенного ацетилена в баллонах. Поэтому сейчас широко применяются передвижные ацетиленовые генераторы отечественного производства.
Основным параметром, по которому выбирают генератор, является производительность ацетилена. Основные технические сведения о генераторах приведены в табл. 10.
Масса наплавленного металла G H, определяется по формуле
 ,
,
где L – длина шва, см, F ш− площадь поперечного сечения шва, см2; ρ − плотность наплавленного металла, г/см3 (для стали ρ = 7,8 г/см3).
Масса присадочного металла G Э, кг, расходуемая на сварку шва длиной L, м, пропорциональна квадрату толщины свариваемого металла:
 ,
,
где К п – эмпирический коэффициент, для сварки стали толщиной до 5 мм К п = 12. При S > 5 мм принимают К п = 9−10.
Основное время сварки T о, ч, определяется по формуле
 ,
,
где α н – коэффициент наплавки, что в основном зависит от номера наконечника горелки. Значения коэффициента приведены в табл. 9.
Скорость газовой сварки V св, м/ч, можно определить по формуле
 .
.
Расход ацетилена W а, л, при газовой сварке определяется как производительность мощности газовой горелки на основное время сварки:

Если учесть, что в ацетиленовом генераторе выход ацетилена составляет 255 л из 1 кг карбида кальция, то расход карбида кальция можно определить, как
 , где
, где  =
=  .
.
Состав пламени определяется соотношением расхода кислорода к ацетилену. Он устанавливается по внешнему виду пламени. В процессе работы сварщик должен следить за характером пламени и регулировать его состав в зависимости от свойств свариваемых материалов. При сварке углеродистых и легированных сталей с содержанием углерода до 0,25%, это соотношение равняется 1,1−1,2.
Варианты заданий для расчета параметров режима газовой сварки
| № варианта
| Толщина образца S, мм
| Условное обозначение вида соединения
| Марка стали
| Длина шва L, мм
|
| 1
| 14
| С 7
| 20
| 2500
|
| 2
| 3
| С 2
| Ст3
| 3000
|
| 3
| 2
| С 2
| 10ХСНД
| 1500
|
| 4
| 6
| С 17
| 12ГС
| 2000
|
| 5
| 1
| С 2
| 15
| 3500
|
| 6
| 5
| С 7
| Ст3
| 4000
|
| 7
| 8
| С 17
| 15ХСНД
| 1500
|
| 8
| 7
| С 17
| Ст4
| 2500
|
| 9
| 6
| С 17
| 15ХС
| 2000
|
| 10
| 15
| С 25
| Ст2пс
| 2000
|
| 11
| 18
| С 25
| Ст0
| 3000
|
| 12
| 10
| С 17
| 15
| 2500
|
| 13
| 8
| С 7
| 25ХГС
| 2000
|
| 14
| 16
| С 17
| 20ХМ
| 1800
|
| 15
| 12
| С 17
| 10
| 2200
|
| 16
| 7
| С 17
| Ст4
| 3200
|
| 17
| 20
| С 25
| 08
| 1800
|
| 18
| 4
| С 7
| 2Х13
| 3200
|
| 19
| 9
| С 17
| 14ХГС
| 1600
|
| 20
| 16
| С 25
| Ст2пс
| 2000
|
| 21
| 22
| С 25
| 15
| 2500
|
| 22
| 25
| С 25
| Ст3Г
| 3000
|
| 23
| 5
| С 7
| Х14
| 2600
|
| 24
| 24
| С 25
| 15
| 4000
|
| 25
| 14
| С 17
| 10
| 3500
|
| 26
| 20
| С17
| 15
| 2000
|
| 27
| 4
| С2
| Ст3
| 1800
|
| 28
| 5
| С7
| 10
| 2600
|
| 29
| 10
| С17
| 12ГС
| 2800
|
| 30
| 24
| С25
| 08
| 1600
|
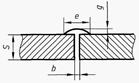
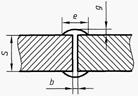
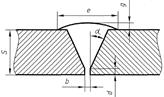
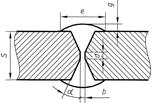
Таблица 12
Конструктивные элементы подготовки кромок и выполненных
И низколегированных сталей
| Условное обозначение
| Конструктивные элементы
| Параметры поперечного сечения шва, мм
|
| S
| b
| e
| q
| α
| d
|
| С2
| 
| 1
| 0,5
| 8
| 2
| –
| –
|
| 2
| 1
|
| 3
| 1,5
|
| 4
| 2
|
| C7
| 
| 5
| 1
| 10
| 3
| –
| –
|
| 6
| 1,5
|
| 7
| 2
|
| 8
|
| С17
| 
| 6
| 1
| −
| 2,5
| 40°
| 2
|
| 7
|
| 8
| 2
|
| 9
|
| 10
| 3
|
| 12
|
| 14
| 2
|
| 16
|
| С25
| 
| 15
| 2
| −
| 3
| 25°
| 4
|
| 16
| 2,5
|
| 18
| 3
|
| 20
| 2
|
| 22
| 3
|
| 24
| 2,5
|
| 25
| 3
|
| | | | | | | | | |
Контрольные вопросы
1. Какова область применения газовой сварки?
2. Чем отличаются левый и правый способы сварки и когда они применяются?
3. Как подготавливают детали перед газовой сваркой?
4. Назовите основные параметры режима газовой сварки?
5. От чего зависит диаметр сварочной проволоки?
6. Как определяется мощность газокислородного пламени?
7. Как выбирают тип горелки и номер ее наконечника?
8. По каким параметрам выбирают ацетиленовые генераторы?
9. Как определить расход ацетилена и карбида кальция при газовой сварке?
Определение параметров режима газовой сварки
Цель работы:
1. Освоить расчет основных параметров режима газовой сварки стыкового соединения.
2. Научиться правильно выбирать необходимое оборудование и материалы для газовой сварки.








