Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...

Эмиссия газов от очистных сооружений канализации: В последние годы внимание мирового сообщества сосредоточено на экологических проблемах...
Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...
Эмиссия газов от очистных сооружений канализации: В последние годы внимание мирового сообщества сосредоточено на экологических проблемах...
Топ:
Характеристика АТП и сварочно-жестяницкого участка: Транспорт в настоящее время является одной из важнейших отраслей народного хозяйства...
Генеалогическое древо Султанов Османской империи: Османские правители, вначале, будучи еще бейлербеями Анатолии, женились на дочерях византийских императоров...
Интересное:
Лечение прогрессирующих форм рака: Одним из наиболее важных достижений экспериментальной химиотерапии опухолей, начатой в 60-х и реализованной в 70-х годах, является...
Искусственное повышение поверхности территории: Варианты искусственного повышения поверхности территории необходимо выбирать на основе анализа следующих характеристик защищаемой территории...
Принципы управления денежными потоками: одним из методов контроля за состоянием денежной наличности является...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
МЕТОДИЧеские уКАЗания
к практическим занятиям, курсовому и дипломному проектированию для студентов
специальностей 7.090202 и 7.090203
«Расчет сборочных размерных цепей»
УТВЕРДЖЕНО
на заседании кафедры ТМ
Протокол №_____від 2004 р.
г. Кривой Рог
2004 р.
Методические указания к практическим занятиям, курсовому и дипломному проектированию для студентов специальностей 7.090202 и 7.090203 «Расчет сборочных размерных цепей»
Разработал: доцент, к.т.н. Артамонова Д.А.
Компьютерный набор: ст. гр. ТМ-97 Зуева О.
ст. гр. ТМ-98 Симфоров Г.Н.
Ответственный за выпуск:
зав. кафедрой ТМ
доцент, к.т.н. Михайленко М.В.
Ó Кафедра ТМ
Введение.
Расчет размерных цепей необходим для определения допусков размеров деталей, входящих в сборочную единицу. После сборки, правильно найденные допуски должны обеспечить точность замыкающего звена автоматически. Технолог, наряду с конструктором, несет ответственность за качество машины, потому, прежде чем разрабатывать технологический процесс на изготовление детали, он должен убедиться в правильности назначенных допусков и посадок. Для этого он должен проверить правильность построения размерных цепей, обоснованности определения точности исходных звеньев и правильности назначения допусков составляющих звеньев. В случае обнаружения ошибок, необходимо согласовывать с конструктором необходимые изменения. Ужесточение требований к точности приводит к повышению долговечности машины и удорожанию ее производства. Если к машине предъявляются требования ниже оптимальных, то такая машина обречена на низкую долговечность и частым поломкам. В настоящее время теория расчета размерных цепей только развивается и многие машины, изготовленные серийно, не просчитаны на точность с помощью размерных цепей. Допуски в них проставляются по аналогии с подобными машинами. Это приводит к низкой долговечности изделий и к большому разбросу их выходных параметров.
|
|
Настоящие методические указания (М У) разработаны в помощь студентам, для решения задач на практических занятиях и при выполнении курсового и дипломного проектов.
Первый раздел и первый лист графической части КП и ДП посвящены сборке [9,10]. В разделе освещаются следующие вопросы:
1. Служебное назначение сборочного узла и обоснование требований к его точности.
2. Разработка схемы сборки и нормирование сборочного процесса с заполнением технологической карты сборки.
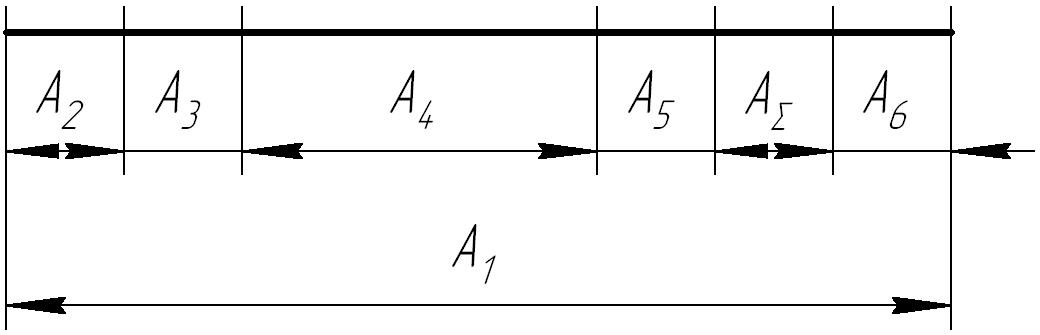
3. Выявление, изображения и расчета линейных размерных цепей несколькими методами: (max–min, вероятностным, регулирования) с выбором и обоснованием одного из них и заполнением карты расчета (см. табл. №1).
4. Выявление, изображения и расчет угловых размерных цепей с определением допусков на диаметральные размеры по методу прицидентов или одинаковой точности с проверкой вероятностным методом.
5. Графическая часть содержит чертеж сборочного узла с нанесенными на нем линейными и угловыми размерными цепями, схему сборки узла, условные схемы размерных цепей и расчетные значения звеньев.
М.У. излагают теоретический материал по расчету сборочных размерных цепей и дают пример расчета с заполнением расчетных карт. М.У. будут полезны для студентов дневной и заочной формы обучения.
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ.
Точность сборки зависит от точности размеров, шероховатости, твердости, отклонения формы и расположения поверхностей в деталях, неравномерной затяжки крепежных деталей, деформации деталей и т. д.
Расчеты на точность сборочных узлов и машин производятся при помощи сборочных размерных цепей.
|
|
Совокупность размеров, образующих замкнутый контур, называется размерной цепью.
В зависимости от назначения размерные цепи могут быть линейные и угловые.
В зависимости от расположения размерные цепи бывают плоские и пространственные.
В результате расчета линейных размерных цепей определяется расстояние между поверхностями деталей или осями. Угловая размерная цепь предназначена для определения относительного смещения или перекоса (т. е. отклонение от расположения) поверхностей или осей. Расчет производится только плоских размерных цепей, поэтому пространственные цепи приводятся к плоским через геометрические построения.
Каждая размерная цепь состоит из замыкающего  (исходного звена) и составляющих
(исходного звена) и составляющих  звеньев.
звеньев.
Составляющие звенья могут быть увеличивающими или уменьшающими.
Увеличивающим звеном  размерной цепи является звено, при увеличении которого замыкающее звено увеличивается, при постоянстве других звеньев.
размерной цепи является звено, при увеличении которого замыкающее звено увеличивается, при постоянстве других звеньев.
Уменьшающее звено  – звено, при увеличении которого замыкающее звено уменьшается, при постоянстве других звеньев.
– звено, при увеличении которого замыкающее звено уменьшается, при постоянстве других звеньев.
Если звено образуется последним в результате сборки или изготовления оно называется замыкающим. Это же звено, используемое для расчета точности изготовления составляющих звеньев, называется исходным. Если известно исходное звено, то задача по определению составляющих звеньев называется прямой или конструкторской. При получении замыкающего звена последним, в результате сборки или обработки, когда все составляющие звенья известны задача называется обратной или технологической. Замыкающим или исходным звеном, как правило, является зазор или натяг. Значение зазора (натяга) зависит от служебного назначения машины. Зазоры (исходные звенья) предназначены для компенсации; погрешностей изготовления и сборки, температурных и упругих деформаций и обеспечивают свободное вращение деталей в узле.
Например: в редукторах исходными или замыкающими звеньями в линейных размерных цепях являются зазоры между торцами крышек и подшипниками. В угловых размерных цепях исходными звеньями являются боковые и радиальные зазоры между сопрягаемыми зубьями, которые обеспечиваются точностью межосевых расстояний сопрягаемых колес.
РЕШЕНИЕ ОБРАТНОЙ ЗАДАЧИ.
|
|
ПРЯМАЯ ЗАДАЧА.
УГЛОВЫЕ РАЗМЕРНЫЕ ЦЕПИ.
Расчет угловых размерных цепей производится с целью определения относительного смещения или относительного перекоса поверхностей, осей или их сочетаний.
ПРИМЕР РАСЧЕТА ЛИНЕЙНЫХ РАЗМЕРНЫХ ЦЕПЕЙ УЗЛА РЕДУКТОРА.
Задача: рассчитать линейные и угловые размерные цепи узла редуктора изображенного на рисунок 6.
ЛИТЕРАТУРА.
1. Дунаев П. Ф., Леликов О. П. Расчет допусков размеров. – М.: Машиностроение, 1981. – 189с.
2. Допуски и посадки: Справочник. 4.1. /В. Д. Мягков и др. – Л.: Машиностроение, 1982. – 543с.
3. Допуски и посадки: Справочник. 4.2. /В. Д. Мягков и др. – Л.: Машиностроение, 1982. – 520с.
4. Солонин С. И.,Солонин И. С. Расчет точности сборочных и технологических размеров. – М. Машиностроение, 1976. – 203с.
5. РД 50-635-87. Методические указания. Цепи размерные. Основные понятия. Методы расчета линейных и угловых цепе. – Издательство стандартов, 1987.-98с
6. Оре Л. Теория графов. – М.Наука, 1987-214с.
7. Бегагоен И.А. Бойко А.И. Повышение точности и долговечности бурильных машин. – Недра, 1986-213с.
8. Определение допусков линейных размеров переносных перфораторов. (Артамонова Д.А. Артамонов Г.В., 1983-8с. Рукопись УкрНИИНТИ 22.06.83 №565 Ук-9083.
9. М.У. по выполнению курсового проекта по технологии машиностроения, для специальности 7.090.202 “Технология машиностроения”. КТУ. Кривой Рог. 2001г.
10. М.У. по выполнению дипломного проекта специальности 7090.202 “Технология машиностроения”. КТУ. Кривой Рог. 2001г.
ПРИЛОЖЕНИЯ
Таблица №1. Расчет линейной размерной цепи А методом max-min.
| Назначение размерной цепи | Цепь А – обеспечение зазора между крышкой и подшипником |
| Схема размерной цепи | |
|
| |
| Наименование звеньев размерной цепи | |
|
| |
| Значение исходного звена |
| |||||||
| Исходные данные | Расчетные величины | |||||||
| Обознач. звена | Номинал. размеры | i | Квалитет | Допуск | Размеры с отклонением | ∆Сi | ||
|
| 100 | 2,17 | 11 | 0,35 | 100±0,175 | 0 | ||
|
| 5 | 0,73 | 11 | 0,075 | 5-0,075 | -0,0375 | ||
|
| 15 | ст. | ст. | 0,12 | 15-0,12 | -0,06 | ||
|
| 60
| 1,86 | 11 | 0,190 | 60 | -0,5 | ||
|
|
| Σ5,49 |
|
|
|
| ||
|
|
|
|
|
|
|
| ||
|
|
|
|
|
|
|
| ||
|
|
|
|
|
|
|
| ||
|
|
|
|
|
|
|
| ||
|
|
|
|
|
|
|
| ||
|
| ||||||||
Таблица №2. Расчет линейной размерной цепи А
| Назначение размерной цепи | Цепь А – обеспечение зазора между крышкой и подшипником |
| Схема размерной цепи | |
|
| |
| Наименование звеньев размерной цепи | |
|
| |
вероятностным методом.
| Значение исходного звена |
| ||||||
| Исходные данные | Расчетные величины | ||||||
| Обознач. звена | Номинал. размеры | i | Квалитет | Допуск | Размеры с отклонением | ∆Сi | |
|
| 100 | 2,17 | 14 | 0,87 | 100±0,435 | 0 | |
|
| 5 | 0,73 | 13 | 0,18 | 5-0,12 | -0,09 | |
|
| 15 | ст. | ст. | 0,12 | 15-0,12 | -0,06 | |
|
| 60 | 1,86 | 13 | 0,33 | 60 | -0,501 | |
|
|
| Σ5,49 |
|
|
|
| |
|
| 25 |
| ст. | 0,02 |
| 0,01 | |
|
| 32 |
| 10 | 0,12 |
| 0,06 | |
|
| 105 |
| 10 | 0,25 |
| 0,125 | |
|
| 100 |
| 10 | 0,25 |
| 0,125 | |
|
IT13, IT14
| |||||||
Таблица №3. Расчет линейной размерной цепи А
| Назначение размерной цепи | Цепь А – обеспечение зазора между крышкой и подшипником |
| Схема размерной цепи | |
|
| |
| Наименование звеньев размерной цепи | |
|
| |
методом регулирования (деталь узла).
| Значение исходного звена |
| ||||||
| Исходные данные | Расчетные величины | ||||||
| Обознач. звена | Номинал. размеры | i | Квалитет | Допуск | Размеры с отклонением | ∆Сi | |
|
| 100 |
| 15 | 1,4 | 100±0,75 | 0 | |
|
| 5 |
| 14 | 0,3 | 5-0,3 | -0,15 | |
|
| 15 |
| ст. | 0,12 | 15-0,12 | -0,06 | |
|
| 60 |
| 13 | 0,46 | 60±0,23 | 0 | |
|
| 5 |
| 14 | 0,3 | 5±0,15 | 0 | |
|
| 25 |
| ст. | 0,02 |
| 0,01 | |
|
| 32 |
| 12 | 0,12 |
| 0,06 | |
|
| 105 |
| 13 | 0,4 |
| 0,2 | |
|
| 100 |
| 14 | 0,6 |
| 0,3 | |
|
| |||||||
Таблица №4. Расчет линейной размерной цепи А
| Назначение размерной цепи | Цепь А – обеспечение зазора между крышкой и подшипником | |
| Схема размерной цепи | ||
|
| ||
| Наименование звеньев размерной цепи | ||
|
| ||
методом регулирования (прокладки).
| Значение исходного звена |
| ||||||
| Исходные данные | Расчетные величины | ||||||
| Обознач. звена | Номинал. размеры | i | Квалитет | Допуск | Размеры с отклонением | ∆Сi | |
|
| 100 |
| 15 | 1,4 | 100±0,75 | 0 | |
|
| 5 |
| 14 | 0,3 | 5-0,3 | -0,15 | |
|
| 15 |
| ст. | 0,12 | 15-0,12 | -0,06 | |
|
| 60 |
| 13 | 0,46 | 60±0,23 | 0 | |
|
| 5 |
| 14 | 0,3 | 5±0,15/5 | 0/+1,29 | |
|
| 2,4 |
|
| 0,4 | 2,4±0,2 |
| |
|
| 25 |
| ст. | 0,02 |
| 0,01 | |
|
| 32 |
| 12 | 0,12 |
| 0,06 | |
|
| 105 |
| 13 | 0,4 |
| 0,2 | |
|
| 100 |
| 14 | 0,6 |
| 0,3 | |
|
| |||||||
Таблица №5. Расчет угловой размерной цепи γ
| Обозначение и назначение размерной цепи | Определение величины относительного смещения и относительного перекоса оси вала в подшипниковых опорах | |
| Изображение размерной цепи | ||
|
| ||
| Звено | Наименование размера или посадки | |
|
| посадка внутреннего кольца подшипника на вал | |
|
| посадка наружного кольца подшипника в корпус | |
|
| эксцентриситет посадочных шеек вала | |
|
| половина радиального биения подшипников качения | |
|
| смещение осей отверстий в корпусе | |
| Назначение исходного звена размерной цепи |
| |||||
| Искомая величина | Значение искомой величины | |||||
|
| 0±0,025 мм | |||||
|
| 0,0138 | |||||
|
| 0,0414 мм | |||||
|
| 0,03 мм | |||||
| Величина |
|
|
|
|
| |
|
|
| 0 | 0 | 0,1 | 1,22 | |
|
|
| +0,00475 | 0,041 | 0,1 | 1,22 | |
| Æ25; | 0,0025 |
|
| 0,1 | 0,75 | |
|
| 0,00525 |
|
| 0,1 | 0,75 | |
| Æ53; 0,025 | 0,0125 |
|
| 0,1 | 0,75 | |
МЕТОДИЧеские уКАЗания
к практическим занятиям, курсовому и дипломному проектированию для студентов
специальностей 7.090202 и 7.090203
«Расчет сборочных размерных цепей»
УТВЕРДЖЕНО
на заседании кафедры ТМ
Протокол №_____від 2004 р.
г. Кривой Рог
2004 р.
Методические указания к практическим занятиям, курсовому и дипломному проектированию для студентов специальностей 7.090202 и 7.090203 «Расчет сборочных размерных цепей»
Разработал: доцент, к.т.н. Артамонова Д.А.
Компьютерный набор: ст. гр. ТМ-97 Зуева О.
ст. гр. ТМ-98 Симфоров Г.Н.
Ответственный за выпуск:
зав. кафедрой ТМ
доцент, к.т.н. Михайленко М.В.
Ó Кафедра ТМ
Введение.
Расчет размерных цепей необходим для определения допусков размеров деталей, входящих в сборочную единицу. После сборки, правильно найденные допуски должны обеспечить точность замыкающего звена автоматически. Технолог, наряду с конструктором, несет ответственность за качество машины, потому, прежде чем разрабатывать технологический процесс на изготовление детали, он должен убедиться в правильности назначенных допусков и посадок. Для этого он должен проверить правильность построения размерных цепей, обоснованности определения точности исходных звеньев и правильности назначения допусков составляющих звеньев. В случае обнаружения ошибок, необходимо согласовывать с конструктором необходимые изменения. Ужесточение требований к точности приводит к повышению долговечности машины и удорожанию ее производства. Если к машине предъявляются требования ниже оптимальных, то такая машина обречена на низкую долговечность и частым поломкам. В настоящее время теория расчета размерных цепей только развивается и многие машины, изготовленные серийно, не просчитаны на точность с помощью размерных цепей. Допуски в них проставляются по аналогии с подобными машинами. Это приводит к низкой долговечности изделий и к большому разбросу их выходных параметров.
Настоящие методические указания (М У) разработаны в помощь студентам, для решения задач на практических занятиях и при выполнении курсового и дипломного проектов.
Первый раздел и первый лист графической части КП и ДП посвящены сборке [9,10]. В разделе освещаются следующие вопросы:
1. Служебное назначение сборочного узла и обоснование требований к его точности.
2. Разработка схемы сборки и нормирование сборочного процесса с заполнением технологической карты сборки.
3. Выявление, изображения и расчета линейных размерных цепей несколькими методами: (max–min, вероятностным, регулирования) с выбором и обоснованием одного из них и заполнением карты расчета (см. табл. №1).
4. Выявление, изображения и расчет угловых размерных цепей с определением допусков на диаметральные размеры по методу прицидентов или одинаковой точности с проверкой вероятностным методом.
5. Графическая часть содержит чертеж сборочного узла с нанесенными на нем линейными и угловыми размерными цепями, схему сборки узла, условные схемы размерных цепей и расчетные значения звеньев.
М.У. излагают теоретический материал по расчету сборочных размерных цепей и дают пример расчета с заполнением расчетных карт. М.У. будут полезны для студентов дневной и заочной формы обучения.
ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ.
Точность сборки зависит от точности размеров, шероховатости, твердости, отклонения формы и расположения поверхностей в деталях, неравномерной затяжки крепежных деталей, деформации деталей и т. д.
Расчеты на точность сборочных узлов и машин производятся при помощи сборочных размерных цепей.
Совокупность размеров, образующих замкнутый контур, называется размерной цепью.
В зависимости от назначения размерные цепи могут быть линейные и угловые.
В зависимости от расположения размерные цепи бывают плоские и пространственные.
В результате расчета линейных размерных цепей определяется расстояние между поверхностями деталей или осями. Угловая размерная цепь предназначена для определения относительного смещения или перекоса (т. е. отклонение от расположения) поверхностей или осей. Расчет производится только плоских размерных цепей, поэтому пространственные цепи приводятся к плоским через геометрические построения.
Каждая размерная цепь состоит из замыкающего (исходного звена) и составляющих звеньев.
Составляющие звенья могут быть увеличивающими или уменьшающими.
Увеличивающим звеном размерной цепи является звено, при увеличении которого замыкающее звено увеличивается, при постоянстве других звеньев.
Уменьшающее звено – звено, при увеличении которого замыкающее звено уменьшается, при постоянстве других звеньев.
Если звено образуется последним в результате сборки или изготовления оно называется замыкающим. Это же звено, используемое для расчета точности изготовления составляющих звеньев, называется исходным. Если известно исходное звено, то задача по определению составляющих звеньев называется прямой или конструкторской. При получении замыкающего звена последним, в результате сборки или обработки, когда все составляющие звенья известны задача называется обратной или технологической. Замыкающим или исходным звеном, как правило, является зазор или натяг. Значение зазора (натяга) зависит от служебного назначения машины. Зазоры (исходные звенья) предназначены для компенсации; погрешностей изготовления и сборки, температурных и упругих деформаций и обеспечивают свободное вращение деталей в узле.
Например: в редукторах исходными или замыкающими звеньями в линейных размерных цепях являются зазоры между торцами крышек и подшипниками. В угловых размерных цепях исходными звеньями являются боковые и радиальные зазоры между сопрягаемыми зубьями, которые обеспечиваются точностью межосевых расстояний сопрягаемых колес.
МЕТОДИКА ВЫЯВЛЕНИЯ И ПОСТРОЕНИЯ РАЗМЕРНЫХ ЦЕПЕЙ.
При выявлении размерной цепи на сборочном чертеже, вначале необходимо определить задачу, для решения которой создается размерная цепь. Затем найти замыкающее (исходное) звено и детали, которые будут влиять на его величину. Признаком цепи является наличие общей охватываемой (вал) или охватывающей (корпус) детали или обоих вместе.
Размерная цепь может накладываться на сборочный чертеж (без указания биений) или изображаться в виде схемы.
a) Поиск линейных размерных цепей
При внимательном рассмотрении чертежа сборочного узла находят расстояния между торцами деталей, которые при сборке собираются последними и должны обеспечить натяг, зазор или между ними должно быть какое-то расстояние (линейный размер). Этот размер и есть исходное звено.
От торца, образующего исходное звено, перемещаются
|
|
|

Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰)...
Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого...

Адаптации растений и животных к жизни в горах: Большое значение для жизни организмов в горах имеют степень расчленения, крутизна и экспозиционные различия склонов...

Папиллярные узоры пальцев рук - маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!
 – расстояние между торцами корпуса;
– расстояние между торцами корпуса; ,
,  – высота ножки крышки;
– высота ножки крышки; ,
,  – ширина подшипника;
– ширина подшипника; – расстояние между торцами вала;
– расстояние между торцами вала;





 ,
,  – биения подшипников;
– биения подшипников; – торцевое биение вала;
– торцевое биение вала; – торцевое биение крышки;
– торцевое биение крышки; – торцевое биение боковых сторон корпуса.
– торцевое биение боковых сторон корпуса.










 ;
; 
 ;
;  ;
; ;
;




 – толщина прокладок;
– толщина прокладок;





 Проверка
Проверка 







 =
= 
 =
= 
 =
= 
 =
=