Теоретические сведения
В этой системе калибров чередуются плоский прямоугольный ящичный калибр и ящичный квадрат. Перед задачей раската в ящичный квадрат выполняется кантовка полосы на 90°.
Геометрия ящичных калибров
В зависимости от ширины исходной полосы b 0 выбирается ширина калибра по дну ручья:
для чистовых калибров
 ; (2.1)
; (2.1)
для промежуточных калибров (без закругления углов)
 ; (2.2)
; (2.2)
для промежуточных калибров (с закруглением углов)
 . (2.3)
. (2.3)
При  происходит удержание и боковое обжатие (защемления) заготовки стенками калибра при входе ее в валки, улучшаются условия захвата и устойчивость раската в калибре.
происходит удержание и боковое обжатие (защемления) заготовки стенками калибра при входе ее в валки, улучшаются условия захвата и устойчивость раската в калибре.
Высота калибра определяется в соответствии с толщиной исходной полосы h 0 и принятым обжатием Δh:
 . (2.4)
. (2.4)
Выпуск боковых стенок калибра tgφ можно определить по следующим формулам, %:
для обычных калибров
 ; (2.5)
; (2.5)
для калибров с небольшой глубиной вреза ручья
 . (2.6)
. (2.6)
Выбрав величину выпуска боковых стенок калибра в соответствии с назначением калибра, определяют ширину калибра:
 ; (2.7)
; (2.7)
 . (2.7а)
. (2.7а)
Величина  практически находится в пределах 0,5-2,5.
практически находится в пределах 0,5-2,5.
По найденным размерам выполняют построение калибра (рис.2.1). В зависимости от диаметра валков и назначения калибра принимают величину зазора t (табл.2.1). Глубину вреза ручьев можно рассчитать по формулам:
 ; (2.8)
; (2.8)
при 
 ; (2.8a) при
; (2.8a) при 
 ; (2.8б)
; (2.8б)
Ширину вреза ручьев можно рассчитать по формуле:
 . (2.9)
. (2.9)
Радиус закруглений:
 ; (2.10)
; (2.10)
 . (2.11)
. (2.11)
В некоторых случаях дно ящичного калибра выполняют с выпуклостью s. Это способствует улучшению устойчивости раската на рольганге, предотвращает переполнение при прокатке в следующем калибре после кантовки на 90°. Величину выпуклости s принимают 0,5÷5,0 мм в зависимости от размеров прокатываемого профиля.
Степень заполнения металлом ящичных калибров рекомендуется принимать  .
.
В зависимости от степени заполнения можно определить площадь сечения раската в ящичном калибре:
 . (2.12)
. (2.12)
За счет выполнения выпуклости дна калибра площадь сечения раската уменьшается на величину
 .
.
При приближенных расчетах площадь сечения раската с учетом закруглений углов принимают равной
 . (2.12а)
. (2.12а)
Расчет режима обжатий
Обжатие за проход Δhmax можно определить по одной из формул:
 , (2.13)
, (2.13)
где DK – катающий диаметр, мм;
αmax – угол захвата металла валками, град (табл.2.2).
 , (2.13a)
, (2.13a)
где μ – коэффициент трения металла о валки, определяемый по формуле Экелунга:
Таблица 2.1
Зазоры t между валками для различных калибров
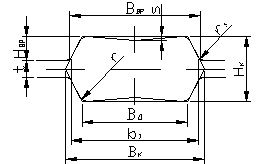
Рис. 2.1 Построение ящичного калибра
Таблица 2.2
Расчетные уравнения для определения допустимого угла захвата
 (для стальных валков);
(для стальных валков);
 (для чугунных валков).
(для чугунных валков).
 , (2.13б)
, (2.13б)
где RK – катающий радиус, мм.
Если известны число проходов n, площади поперечного сечения заготовки F0 и конечного профиля Fn, то средняя вытяжка λср
 , (2.14)
, (2.14)
где λобщ – общая вытяжка при прокатке за n проходов.
Зная частные вытяжки (средняя вытяжка) и сторону готового профиля а n можно найти размеры переходных квадратов в четных клетях
 . (2.15)
. (2.15)
Уширение полосы Δb в ящичных калибрах можно определить по формуле Э. Зибеля:
 , (2.16)
, (2.16)
где Н – высота задаваемой полосы в калибр, мм;
h – высота профиля на выходе из калибра, мм.
Размеры промежуточных прямоугольных полос между квадратными калибрами
 ; (2.17)
; (2.17)
 . (2.18)
. (2.18)
Задачи
Задача 1. Рассчитать режимы обжатий и калибровку валков I и II клетей для прокатки заготовки квадратного сечения  мм, исходя из средних величин вытяжек в каждой паре калибров на непрерывном заготовочном шестиклетевом стане. Средняя температура металла при прокатке t = 1060°С. Средние вытяжки от квадрата к квадрату: во втором проходе λ2 =1,35; в предчистовом квадрате λ4 = 1,3.
мм, исходя из средних величин вытяжек в каждой паре калибров на непрерывном заготовочном шестиклетевом стане. Средняя температура металла при прокатке t = 1060°С. Средние вытяжки от квадрата к квадрату: во втором проходе λ2 =1,35; в предчистовом квадрате λ4 = 1,3.
Решение.
1. Исходя из заданных вытяжек определяем стороны квадратов (2.15):
 мм;
мм;
 мм.
мм.
Задаемся средней вытяжкой λср =1,32от заготовки к квадрату со стороной а2, тогда сторона исходной квадратной заготовки А равна
 мм.
мм.
2. Определяем коэффициент трения
 .
.
3. Задаемся (предварительно) обжатием за проход Δh1 = 84 мм.
Тогда высота прямоугольного сечения в I калибре
 мм.
мм.
5. Уширение определяем по формуле Э. Зибеля:
 .
.
Катающий диаметр ориентировочно можно найти из равенства (2.13):
 мм.
мм.
Тогда
 мм,
мм,
принимаем  мм.
мм.
6. Ширина раската
 мм;
мм;
7. Проверяем возможность получения квадрата а2 =210 ммво II клети. Прямоугольный раскат кантуется при подаче в квадратный калибр. Тогда обжатие
 мм.
мм.
При таком обжатии катающий диаметр из равенства (2.13):
 мм.
мм.
Тогда уширение
 мм,
мм,
принимаем  мм.
мм.
Ширина раската во втором калибре
 мм.
мм.
Таким образом, расчетными размерами раската окончательно являются:  мм для I клети и
мм для I клети и  мм для II клети.
мм для II клети.
8. Определяем геометрические параметры калибра I и II клетей.
Ширина калибра по дну ручья (2.3):
 мм;
мм;
 мм.
мм.
Отношения  ;
;  .
.
Высота калибра (2.4):
 мм;
мм;
 мм.
мм.
Зазор между валками согласно табл.2.1:
 мм;
мм;
 мм.
мм.
Глубину вреза ручьев можно рассчитать по формуле (2.8):
 мм;
мм;
 мм.
мм.
Выпуск боковых стенок калибра tgφ можно определяем по формуле (2.5):
 %;
%;
 %.
%.
Ширина вреза ручьев (2.9):
 мм;
мм;  мм.
мм.
Радиусы закруглений (2.10) и (2.11):
 мм;
мм;
 мм.
мм.
 мм;
мм;
 мм.
мм.
Задача 2. Требуется рассчитать режимы обжатий и калибровку валков промежуточных клетей для прокатки заготовок квадратного сечения 150х150 мм, 190х190 мм, 240х240 мм в первой группе клетей НЗС 900/700/500, которая включает шесть клетей с минимальным диаметром валков 680 мм. Расчетная температура металла в процессе прокатки t = 1100°С. Скорость выхода полосы из последней клети υ6 = 1,85 м/с.
Задача 3. Определить размеры исходной заготовки для квадратного профиля 240х240 мм получаемого из ящичного калибра 4-ой клети НЗС 900/700/500, если коэффициенты вытяжки имеют следующие значения: λ1= 1,25; λ2= 1,30; λ3= 1,17; λ4= 1,21; минимальный диаметр валков 680 мм.
Задача 4. Определить обжатия по проходам и размеры калибров непрерывного заготовочного стана 720 для получения квадрата 150х150 мм из заготовки сечением 295х295 мм. Диаметры валков по буртам: D1 = 770 мм; D2 = 750 мм; D3 = 725 мм; D4 = 700 мм; D5 = 710 мм; D6 = 715 мм. Скорости вращения валков: n1 = 14,5 об/мин; n2 = 19,4 об/мин; n3 = 23,15 об/мин; n4 = 31,6 об/мин; n5 = 35,8 об/мин; n6 = 45,1 об/мин. Температура прокатываемого металла: t1 = 1100°C; t2 = 1080°C; t3 = 1060°C; t4 = 1040°C; t5 = 1020°C; t6 = 1000°C. Расчет вести против хода прокатки.
Занятие 3