

Типы сооружений для обработки осадков: Септиками называются сооружения, в которых одновременно происходят осветление сточной жидкости...

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Типы сооружений для обработки осадков: Септиками называются сооружения, в которых одновременно происходят осветление сточной жидкости...
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Топ:
Процедура выполнения команд. Рабочий цикл процессора: Функционирование процессора в основном состоит из повторяющихся рабочих циклов, каждый из которых соответствует...
Отражение на счетах бухгалтерского учета процесса приобретения: Процесс заготовления представляет систему экономических событий, включающих приобретение организацией у поставщиков сырья...
Характеристика АТП и сварочно-жестяницкого участка: Транспорт в настоящее время является одной из важнейших отраслей народного хозяйства...
Интересное:
Берегоукрепление оползневых склонов: На прибрежных склонах основной причиной развития оползневых процессов является подмыв водами рек естественных склонов...
Национальное богатство страны и его составляющие: для оценки элементов национального богатства используются...
Что нужно делать при лейкемии: Прежде всего, необходимо выяснить, не страдаете ли вы каким-либо душевным недугом...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
4.5.1. Полотнища должны собираться, свариваться, контролироваться и сворачиваться в рулоны на специальных установках для рулонирования, действующих по двум основным схемам (с нижним и верхним сворачиванием), показанным на рис. 4.1.
На установках с нижним сворачиванием могут изготавливаться полотнища стенок резервуаров толщиной до 18 мм, на установках с верхним сворачиванием ~ полотнища стенок толщиной до 16 мм. Максимальная толщина полотнищ днищ резервуаров, днищ понтонов и плавающих крыш, настила стационарных крыш составляет 7 мм.
4.5.2. Предельные отклонения ширины полотнища от проектного размера не должны превышать:
при ширине полотнища до 9 м - 11 мм;
при ширине полотнища от 9 до 15м - ±16 мм;
при ширине полотнища свыше 15 м - ± 19 мм.
4.5.3. Для полотнищ стенок выступы отдельных деталей на нижней кромке не должны быть более 1 мм, на верхней кромке — 3 мм.
Для прочих полотнищ выступы деталей, выходящих на свободные (несвариваемые) кромки и выступы деталей, выходящих на кромки, подлежащие сварке внахлест, не должны быть более 5 мм; выступы деталей, выходящих на кромки, подлежащие сварке встык, не должны быть более 1 мм.
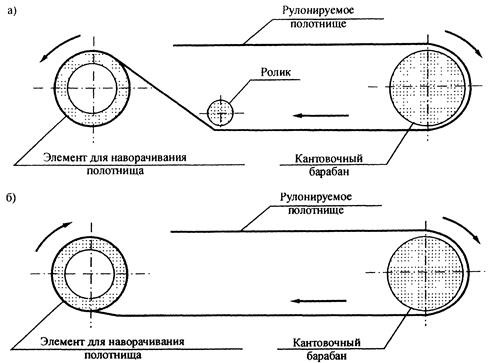
Рис. 4.1. Схема установки с верхним сворачиванием (а)
и схема установки с нижним сворачиванием (б).
4.5.4. Полотнища не должны иметь угловых деформаций стыков более 20 мм на длине 1000 мм (рис. 4.2).
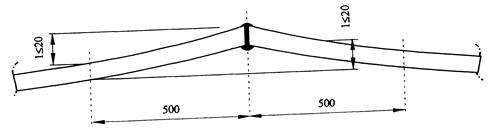
Рис. 4.2.
Угловые деформации стыков, выходящих на свободные кромки полотнищ, не должны превышать 30 мм.
4.5.5. Рулоны должны иметь круговую форму, которая обеспечивается жесткостью элементов, на которые наворачиваются полотнища.
4.5.6. Наибольшая масса и габариты рулонов определяются условиями перевозки, если иное не согласовано покупателем с изготовителем.
|
|
4.5.7. Наружный диаметр колец элементов для наворачивания полотнищ должен быть не менее 2,6 м. Расстояние между кольцами должно быть не более 3 м.
Если расстояние между кольцами превышает 2 м, то между ними рекомендуется устанавливать полукольца, устраняющие западания начальной кромки внутрь рулона.
4.5.8. Рулонируемые полотнища стенок резервуаров должны иметь технологический припуск по длине, обеспечивающий сборку монтажных стыков стенки и выполнение требований по предельным отклонениям диаметра стенки, указанным в табл. 4.3.
Таблица 4.3
| Вид рулона | Наименование параметра | Величина параметра, мм |
| Рулон полотнища стенки толщиной 4 мм | Зазоры между витками, не более | 50 |
| Рулон полотнища стенки толщиной 5 мм и более | Тоже | 30 |
| Рулон полотнища стенки | Смещение торцевой кромки каждого последующего витка относительно предыдущего, не более | 30 |
| Общее смещение торцевой кромки, не более | 80 | |
| Рулон полотнищ днищ, днищ, понтонов и плавающих крыш, настила стационарных крыш | Зазоры между витками, не более | 80 |
4.5.9. Крепление начальной кромки полотнищ стенок резервуаров должно обеспечивать ее плотное прилегание к кольцам элемента для наворачивания (с зазором не более 15 мм) и отсутствие перегибов витков рулона, связанных с выпучиванием начальной кромки.
При креплении начальной кромки с помощью планок сварные швы приварки планок располагаются за пределами технологического припуска по п. 4.5.8 и на расстоянии не менее 50 мм от швов стенки и ее кромок.
При креплении начальной кромки при толщине более 8 мм непосредственно к кольцам элемента для наворачивания начальная кромка должна иметь технологическую надставку. Рекомендуемые варианты представлены на рис. 4.3. Толщина надставки не должна отличаться от толщины поясов стенки, к которым она приварена, более чем на 2 мм.
Толщина планок крепления начальной кромки, сварные швы, которыми планки привариваются к полотнищу и к кольцам элемента для наворачивания, а также швы, которыми начальная кромка (технологическая надставка) приваривается непосредственно к кольцам, рассчитываются на тяговые усилия, возникающие при сворачивании полотнища.
|
|
4.5.10. Конечная кромка каждого свернутого в рулон полотнища должна крепиться с помощью привариваемых упаковочных планок шириной не менее 100 мм, толщиной 4 - 10 мм в зависимости от толщины деталей полотнища.
Упаковочные планки должны ставиться в количестве не менее трех на расстоянии не более 3 м друг от друга и привариваться к полотнищу за пределами технологического припуска по п. 4.5.8 и на расстоянии не менее 50 мм от сварных швов полотнища и его кромок.
Упаковочные планки привариваются к полотнищу сварными швами катетом, равным толщине планок, длиной не менее 150мм с каждой стороны.
Упакованная конечная кромка полотнища не должна отходить от рулона более чем на 100 мм. Величина зазора между конечной кромкой и рулоном, измеренная в середине свободного участка кромки между упаковочными гранками, не должна превышать более чем на 50 мм величин зазора в местах установки упаковочных планок.
Для обеспечения плотного прилегания конечной кромки к рулону может применяться технологическая надставка. Рекомендуемые варианты представлены на рис. 4.3.
4.5.11. Для обеспечения качественного формообразования коночной кромки полотнищ стенок резервуаров все пояса толщиной более 8 мм должны оснащаться технологическими надставками.
4.5.12. Витки рулона должны плотно навиваться друг на друга, а кромки на торцах рулона - располагаться на одном уровне. Допускаемые величины зазоров между смежными витками полотнищ и смещение торцевой кромки (телескопичность) должны соответствовать указанным в табл. 4.4.
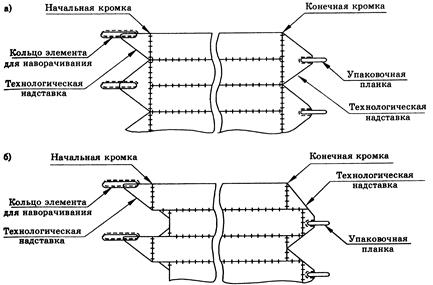
Рис. 4.3. Технологические надставки на прямолинейных кромках полотнища стенки (а) и технологические надставки на зубчатых кромках полотнища стенки (б).
4.5.13. Допускается сворачивание в один рулон нескольких полотнищ. При этом конечная кромка каждого полотнища должна быть прикреплена к его предыдущему витку с помощью упаковочных планок.
4.5.14. Последовательность сворачивания в один рулон полотнищ различных конструкций резервуара должна назначаться исходя из обратной последовательности разворачивания этих конструкций при монтаже.
|
|
4.5.15. Полотнища стенок резервуаров должны сворачиваться в рулон с учетом их разворачивания на монтаже в направлении по ходу часовой стрелки.
4.5.16. При изготовлении полотнищ на установках для рулонирования смежные полотнища следует соединять сплошным швом, прерывистыми швами или тяговыми лентами в количестве не менее двух штук.
Прерывистые швы должны иметь длину не менее 200 мм и располагаться симметрично относительно осей продольных стыков и по краям полотнищ.
Тяговые ленты привариваются на расстоянии 1 не более 3,5 м друг от друга и на расстоянии не менее 200 мм от сварных швов полотнищ. Толщина, количество и расположение лент назначается в зависимости от характеристик соединяемых полотнищ (размеров, толщины, конфигурации) и тяговых усилий, возникающих в процессе продвижения полотнища по установке для рулонирования.
При сворачивании полотнищ стенок допускается для уменьшения величины телескопичности рулона устанавливать в процессе рулонирования между витками деревянные технологические прокладки толщиной не более 20 мм. Установка прокладок должна осуществляться по технологическому процессу изготовителя, утвержденному в установленном порядке.
Маркировка
4.6.1. Монтажная маркировка конструкций должна содержать номер заводского заказа и условное обозначение монтажного элемента в соответствии с монтажной схемой в рабочих чертежах.
4.6.2. Монтажная маркировка должна наноситься на монтажные элементы в местах, указанных в рабочих чертежах.
Монтажная маркировка рулонируемых элементов должна наноситься на ярлыке, прикрепляемом на торце рулона к элементу для наворачивания или наноситься несмываемой краской в двух диаметрально противоположных местах на внутренней или наружной поверхности рулона на расстоянии не более 500мм от торца рулона.
Монтажную маркировку элементов одной марки, скрепленных в пакет допускается наносить только на крайних элементах, при этом должно быть указано количество элементов в пакете.
4.6.3. Транспортная маркировка должна наноситься на каждом грузовом месте в соответствии с действующими стандартами и должна содержать манипуляционные знаки, а также основные, дополнительные и информационные надписи.
|
|
4.6.4. Манипуляционные знаки номеров 9 и 12 согласно стандартам должны ставиться на всех грузовых местах, а знаки номеров 11 и 14 - на пакетах щитов или каркасов стационарных крыш.
4.6.5. Основные надписи наносятся согласно стандарту. В случае отсутствия пункта перевалки груза основные надписи допускается не наносить.
4.6.6. Дополнительные надписи должны содержать:
товарный знак или краткое наименование изготовителя;
условное обозначение резервуара в соответствии с рабочими чертежами;
номер заводского заказа.
4.6.7. Информационная надпись должна содержать массу брутто грузового места в килограммах.
4.6.8. Место и способы нанесения транспортной маркировки, форма и размеры манипуляционных знаков и надписей определяются согласно государственным стандартам.
4.6.9. Материалы для нанесения монтажной и транспортной маркировки должны выбираться с учетом соответствующего стандарта.
Упаковка
4.7.1. Конструкции следует упаковывать с помощью специальных стальных приспособлений, формируя грузовые места, рассчитанные на перевозку любым видом транспорта в соответствии с действующими правилами и нормами на данном транспорте.
4.7.2. Полотнища должны упаковываться в соответствии с разделом 4.5 настоящих Правил.
4.7.3. Крупногабаритные нерулонируемые конструкции (щиты или каркасы стационарных крыш, секции опорных колец, короба понтонов или плавающих крыш и т.п.) должны соединяться в пакеты с помощью привариваемых деталей крепления или деталей крепления с винтовыми соединениями (с обязательной установкой на них контргаек). Привариваемые детали крепления должны располагаться вне мест монтажной сварки конструкций.
4.7.4. Листы стенки резервуаров при полистовом методе монтажа упаковываются в контейнеры с опиранием на вальцованные по радиусу стенки продольные элементы. Приварка деталей крепления к листам стенки допускается на расстоянии более 50 мм от кромок листов.
4.7.5. Мелкие конструкции и детали должны упаковываться в стальные контейнеры.
4.7.6. Пакеты и контейнеры должны иметь приспособления для строповки (проушины, скобы и т.п.) или обозначенные место для строповки.
4.7.7. Нерулонируемые конструкции резервуаров, а также наружные поверхности рулонов подлежат временной защите от коррозии изготовителем на время транспортирования и хранения (не менее 6 мес.) путем нанесения в один слой грунта ГФ-021, ФЛ-03 К или равнозначных. По согласованию с заказчиком грунтование металлоконструкций может не производиться.
4.7.8. Возможные изменения условий упаковки согласовываются с покупателем.
|
|
|

Наброски и зарисовки растений, плодов, цветов: Освоить конструктивное построение структуры дерева через зарисовки отдельных деревьев, группы деревьев...

Архитектура электронного правительства: Единая архитектура – это методологический подход при создании системы управления государства, который строится...

История развития пистолетов-пулеметов: Предпосылкой для возникновения пистолетов-пулеметов послужила давняя тенденция тяготения винтовок...

Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰)...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!