Вынув коленчатый вал из блока цилиндров, тщательно очистите его и осмотрите. Коленчатый вал не должен иметь трещин на коренных и шатунных шейках и щеках. Незначительные задиры на шейках зачистите бруском карборунда мелкой зернистости и заполируйте пастой ГОИ.
В большинстве книг по ремонту автомобилей ВАЗ контроль зазоров в подшипнике предлагается проводить с использованием пластмассовой проволоки и специальной шкалы. Отрезок этой проволоки 1 (рис. 2) располагается на шейке, затем устанавливается крышка 3 с вкладышем 2 (другой вкладыш в постели) и затягиваются болты (шатунные – с моментом 5,2 кгс-м, коренные – 8,2 кгс-м). Потом крышки снимаются, и по шкале 4 определяют величину сплющивания калиброванной проволоки, а по ней величину зазора в подшипнике.
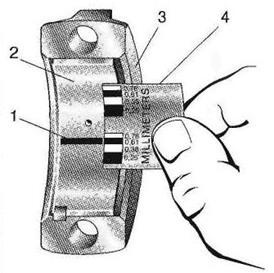
Рис. 2. Измерение зазора в подшипниках коленчатого вала:
1 – калиброванная проволока; 2 – вкладыш; 3 – крышка; 4–шкала
Чаще используется древнейший способ – на шейку коленчатого вала вдоль оси кладется полоска бумаги (10х 12 мм), устанавливаются крышки и производится затяжка болтов. Если коленчатый вал не провернуть – значит зазор (диаметральный) равен толщине бумаги (писчая – примерно 0,1 мм; ватман – примерно 0,2 мм). Аналогично поступают с проверкой зазора в шатунных подшипниках.
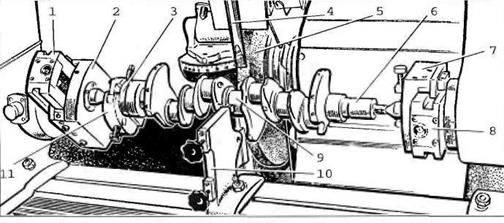
Рис. 3. Коленчатый вал
Если зазор не превышает предельный (коренные подшипники – 0,15 мм, шатунные – 0,10 мм), то вкладыши можно не заменять. Если
зазор больше предельного, то возможно использование номинальных или ремонтных вкладышей без шлифовки коленчатого вала. Однако если менять вкладыши без перешлифовки коленчатого вала, то срок их службы составит: 100% – новый двигатель; 58% – первая замена вкладышей; 44% – вторая замена; 29% – третья замена.
В случае, если риски на шейках достаточно глубокие или овальность шеек (после измерения) превышает 0,05 мм, рекомендуется провести их шлифование таким образом, чтобы получить (в зависимости от степени износа) диаметры, соответствующие ближайшим ремонтным размерам, и радиусы галтелей шеек, как указано на рис. 3. Шейки шлифуются на специальном шлифовальном станке (рис. 4.).
Рис. 4. Шлифование шеек коленчатого вала на шлифовальном станке:
1 и 8 – салазки; 2 и 7 – головки; 3 – фланец; 4 – трубка для подвода охлаждающей жидкости; 5 – шлифовальный круг; 6 – втулка; 9 – шейка
коленчатого вала; 10 – опора шейки; 11 – поводок.
После шлифования вала проконтролируйте размеры шеек и галтелей. Биения 2-й, 3-й, 4-й коренных шеек должны быть не более 0,03 мм (вал установите 1 -й и 5-й шейками на призмы), биения посадочных мест под передний подшипник первичного вала коробки передач и звездочку (если они снимались) – не более 0,04 мм; овальность и конусность шатунных шеек – не более 0,007 мм.
Обнаруженные отклонения (биения) могут быть исправлены на гидропрессе. Однако попытка править коленчатый вал часто кончается его поломкой, «жигулевские» валы – чугунные.
Поверхности шеек коленчатого вала и место, контактирующее с задним уплотнением, необходимо отполировать. Чистота поверхности должна быть примерно такая же, как у зеркала цилиндра (Ra=0,4-0,2 мкм).
Манжетные уплотнения работают нормально при твердости вала не менее 45 HRC, шероховатости не более Ra=0,16-0,32 мкм и овальности вала не более 0,05 мм.
При необходимости доведите поверхности мелкозернистой шлифовальной шкуркой, пастой ГОИ.
После шлифования и последующей доводки шеек тщательно промойте коленчатый вал для удаления остатков абразива, а каналы в валу следует, вынув заглушки, несколько раз промыть бензином под давлением. Тщательное удаление абразива необходимо в связи с тем, что его зерна, внедряясь в сравнительно мягкий металл вкладышей, работают далее уже в качестве резцов.
Продувать каналы лучше так: шатунные шейки – напроход; коренные шейки – закрывая отверстие с одного конца пальцем.