

Механическое удерживание земляных масс: Механическое удерживание земляных масс на склоне обеспечивают контрфорсными сооружениями различных конструкций...

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Механическое удерживание земляных масс: Механическое удерживание земляных масс на склоне обеспечивают контрфорсными сооружениями различных конструкций...
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Топ:
Генеалогическое древо Султанов Османской империи: Османские правители, вначале, будучи еще бейлербеями Анатолии, женились на дочерях византийских императоров...
Теоретическая значимость работы: Описание теоретической значимости (ценности) результатов исследования должно присутствовать во введении...
Методика измерений сопротивления растеканию тока анодного заземления: Анодный заземлитель (анод) – проводник, погруженный в электролитическую среду (грунт, раствор электролита) и подключенный к положительному...
Интересное:
Отражение на счетах бухгалтерского учета процесса приобретения: Процесс заготовления представляет систему экономических событий, включающих приобретение организацией у поставщиков сырья...
Мероприятия для защиты от морозного пучения грунтов: Инженерная защита от морозного (криогенного) пучения грунтов необходима для легких малоэтажных зданий и других сооружений...
Распространение рака на другие отдаленные от желудка органы: Характерных симптомов рака желудка не существует. Выраженные симптомы появляются, когда опухоль...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
Таблица предельных отклонений групп компенсаторов.
| Номер группы |  ,
мм ,
мм
|  ,
мм ,
мм
|
| 1 | 0,445 | 0,355 |
| 2 | 0,375 | 0,285 |
| 3 | 0,305 | 0,215 |
| 4 | 0,235 | 0,145 |
| 5 | 0,165 | 0,075 |
| 6 | 0,095 | 0,005 |
| 7 | 0,025 | -0,065 |
Вывод: таким образом, требуемая точность замыкающего звена в размерной цепи достигается путем подбора из семи групп необходимой прокладки-компенсатора. Данная задача решается методом регулировки, так как этот метод экономически оправдан.
2.4 Выбор формы организации процесса сборки конического редуктора
При разработке технологического процесса сборки изделия необходимо стремиться достичь экономичным путем соответствие собранного изделия его служебному назначению. Для этого технологический процесс должен обеспечивать, прежде всего, соблюдение технических требований к изделию при минимальных затратах на сборку и при высокой производительности производственного процесса.
Ранее принятое решение о виде организации производственного процесса сборки изделия должно быть дополнено выбором формы организации. И поточное и непоточное производство может быть как стационарным, так и подвижным.
На основании заданной программы выпуска валов (N=800 штук в год) и рассчитанной величины такта (Т=290,7 мин), тип производства будет мелкосерийный. В общем случае этот тип производства характеризуется периодическим изготовлением разнообразных изделий ограниченной номенклатуры и малых объемов выпуска, одновременно запускаемых в производство партиями, регулярно повторяющимися через определенные промежутки времени.
Выбираем непоточную стационарную сборку. Непоточная стационарная сборка характеризуется тем, что собираемый объект от начала и до конца сборки остается на одном рабочем месте. Сборку ведут рабочий или бригада рабочих. Все необходимые детали и сборочные единицы доставляются на рабочее место. Выполнение сборочных работ распределяется между рабочими и бригадами бригадиром и мастером участка. Для облегчения труда рабочих рабочие места или стенды оснащаются универсальными приспособлениями и подъемно-транспортными средствами. Оборудование (станки, прессы и др.), используемое при сборке, размещают так, чтобы оно было доступно для рабочих с разных рабочих мест.Выбор вида и формы организации сборки на данном этапе разработки технологического процесса следует считать предварительным. Уточнение выбора последует после того, как будут выбраны оборудование и технологическая оснастка для сборочного цеха и проведено нормирование сборочных работ.
|
|
3.Разработка технологического процесса изготовления детали
3.1 Служебное назначение детали
Вал предназначен для передачи крутящего момента или в качестве опор.
В процессе эксплуатации вал подвергается воздействию нагрузок, работает при больших скоростях и средних давлениях. Цементируемая деталь с высокой твёрдостью и невысокой прочностью сердцевины. Поэтому можно сделать вывод, о том, что материал и термообработка должны обеспечить высокую прочность детали, износостойкость рабочих поверхностей. Поэтому в качестве материала принята сталь 20Х ГОСТ 4543-71.
3.2 Анализ технических требований на деталь и ее технологичности
Чертёж детали
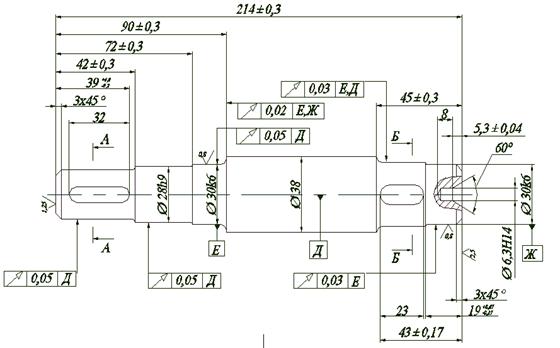
Проанализировав чертеж детали, можно сделать вывод о том, что деталь является технологичной. Конструкция имеет поверхности, удобные для базирования и закрепления при установке на станках. Доступность всех поверхностей для обработки на станках и непосредственного измерения. Конструкция детали обеспечивает нормальный вход и выход режущего инструмента.
Технические требования на деталь:
· обеспечить радиальное биение поверхностей Æ 28h9, Æ 30k6 относительно базы Д, в пределах 0,05 мкм;
|
|
· обеспечить радиальное биение поверхности Æ30k6 относительно базы Е, в пределах 0,03 мкм;
· обеспечить симметричность боковых поверхностей шпоночных пазов относительно оси вала, в пределах 0,1 мкм;
· шероховатость наружной цилиндрической поверхности 0,8 мкм;
· шероховатость торцев 1,25 мкм.
3.3 Выбор вида и способа получения заготовки. Назначение припусков на обработку
Рассмотрим два метода получения заготовки вала:
Поковка
Припуски и допуски на поковку из углеродистых и легированных сталей при ковке на молотах устанавливают по ГОСТ 7829-70. Припуски на деталь принимаем 2 мм на сторону. Припуск на длину поковки составляет 5 мм (по 2,5 мм с каждой стороны).
Коэффициент использования материала: КИМ = 
Прокат
Выбираем пруток Ø40 мм из горячекатаной стали круглого профиля ГОСТ 2590-71.
Коэффициент использования материала: КИМ = 
Несмотря на то, что коэффициент использования материала у поковки выше, выбираем заготовку из проката, так как себестоимость проката ниже, чем у поковок, которые требуют изготовления специального штампа.
Окончательно размеры заготовки будут уточнены после расчета припусков на обработку поверхностей заготовки.
Следовательно, метод получения заготовки – горячекатаный прокат.
3.4 Выбор технологических баз
Обоснование последовательности обработки поверхностей детали и выбор технологических баз между собой тесно взаимосвязаны и поэтому решаются комплексно. Выбрав комплект технологических баз для большинства операций технологического процесса, необходимо выбрать технологические базы для обработки детали на первой или первых операциях, на которых создаются технологические базы для последующих операций. Эта задача решается несколькими способами. Поэтому, путем анализа различных вариантов базирования детали, выбирается наиболее предпочтительный с точки зрения обеспечения точности детали при обработке от выбранных баз.
1 Вариант: Погрешность базирования при установке вала с помощью одной подвижной и одной неподвижной призм
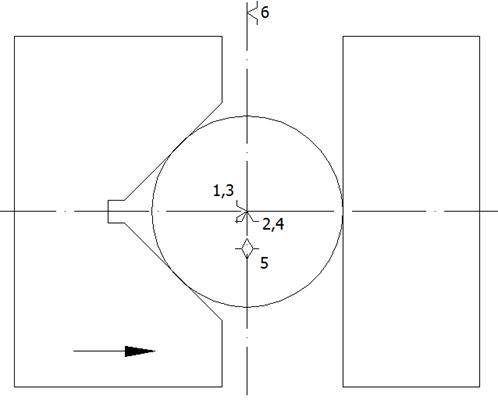
ωI = ωсхемы базирования + ωтехн. системы = 0,05+0,4+ 1,5 = 1,65 мм
2 Вариант: Погрешность базирования при установке вала в тиски с самоцентрирующими губками
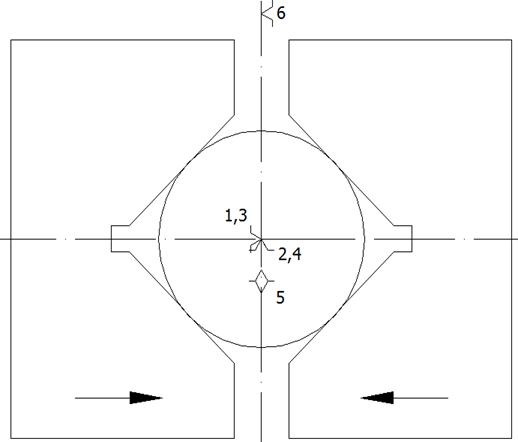
ωII = ωсхема базирования +ωТехн. системы =  h +0,8 =0,05+0.8=0,85мм
h +0,8 =0,05+0.8=0,85мм
Выбираем вариант базирования в тисках с самоцентрирующими губками, так как он точнее.
|
|
Наиболее часто используемыми чистовыми технологическими базами для деталей типа вал являются центровые отверстия, так как основным размером на вал является, как правило, его диаметр. Установка по центровым отверстиям позволяет «поймать» ось детали и при этом погрешность базирования на диаметр будет нулевой.
Заготовка, приходящая на производство не имеет центровых отверстий. Ввиду этого на первой операции деталь зажимается в тиски с самоцентрирующими губками, фрезеруются торцы и после этого засверливаются центровые отверстия, которые и используются почти на всех операция, так как позволяют легко, быстро и надежно закрепить деталь и при этом не мешают обработке.
3.5 Выбор методов обработки поверхностей заготовки и определение количества переходов. Выбор режущего инструмента. Определение припусков, межпереходных размеров и их допусков. Определение размеров исходной заготовки
Рассмотрим участок вала Æ38 мм и шероховатостью Ra=6.3.
Конечную точность участка обеспечивает шлифование.
Шлифованию должно предшествовать чистовое точение.
Чистовому точению должно предшествовать черновое точение.
Таким образом определяемое количество переходов: 3.
На выбор режущего инструмента влияют следующие параметры:
· требования к качеству детали;
· свойства материала обрабатываемой заготовки;
· выполняемая операция или переход;
· возможности и состояние используемого технологического оборудования;
· экономические показатели.
Двусторонний минимальный припуск на обработку нужных поверхностей определяется по формуле:
2zi min = 2 ∙ [(Rz + h) i-1 +  ]
]
Где  ;
;
hzi-1 – высота поверхностей профиля на предшествующем переходе, мкм;
hi-1 – глубина дефектного слоя на предшествующем переходе, мкм;
εi - погрешность установки заготовки, мкм;
 - суммарное отклонение расположения поверхностей, мкм;
- суммарное отклонение расположения поверхностей, мкм;
 - суммарное отклонение оси детали от прямолинейности (кривизны), мкм;
- суммарное отклонение оси детали от прямолинейности (кривизны), мкм;
 - отклонение оси детали от прямолинейности (удельная кривизна), мкм;
- отклонение оси детали от прямолинейности (удельная кривизна), мкм;
 - погрешность центрования заготовки, мкм;
- погрешность центрования заготовки, мкм;
L – длина заготовки;
|
|
Tdi-1 – допуск на диаметральный размер базы, используемый при центровании, мкм.
Величина параметров качества поверхности проката, обычной точности прокатки:
 =160 мкм, h0 =250 мкм;
=160 мкм, h0 =250 мкм;
 =0.5 мкм/мм;
=0.5 мкм/мм;
 =0.5*214=0,107 (мм);
=0.5*214=0,107 (мм);
 =0.25*Tdз =0.25*1600=0,400 (мм);
=0.25*Tdз =0.25*1600=0,400 (мм);
 =0,4141 (мм).
=0,4141 (мм).
Остаточное отклонение расположения заготовки (кривизны):
 - коэф-т уточнения.
- коэф-т уточнения.
=0.06 – для чернового точения;
=0.04 – для чистового точения;
=0.02 – для шлифования.
 =414.1*0.06=0,024864 (мм)
=414.1*0.06=0,024864 (мм)
 =24.864*0.04=0,001 (мм)
=24.864*0.04=0,001 (мм)
Удельная кривизна профиля проката после термической обработки
Остаточное отклонение после цементации ( =0.9)
=0.9)
 = 0.9 *214=0,1926 (мм)
= 0.9 *214=0,1926 (мм)
Погрешность установки заготовки в трёхкулачковом патроне на черновой и чистовой токарных операциях
 =400*0.06=0,320 (мм);
=400*0.06=0,320 (мм);
 =0.06*320=0,0192 (мм);
=0.06*320=0,0192 (мм);
 =0 (для шлифовальной операции).
=0 (для шлифовальной операции).
Расчёт величины минимального припуска:
1) на черновое точение
2zi min =  (мм);
(мм);
2) на чистовое точение
2zi min =  (мм);
(мм);
3) под шлифование
2zi min =  (мм).
(мм).
После Т. О. h=0.
| Вид обработки | Квалитет | Допуск Td, мкм | Rz, мкм | h, мкм |
| Точение черновое | 12 | 990 | 63 | 60 |
| Точение чистовое | 10 | 390 | 32 | 30 |
| Шлифование | 8 | 190 | 25.5 | 0 |
Определение размеров исходной заготовки:
Минимальный размер детали:
38,19-0,19=38 (мм)
Расчётный минимальный размер:
38+0,0542=38,0542 (мм) – для чистового точения;
38,0542+0,3078=38,362 (мм) – для чернового точения;
38,362+1,4916=39,8536 (мм) – для заготовки.
dmax =38+0,19=38,19 (мм) – для шлифования;
dmax =38,19+0,39=38,58 (мм) – для чистового точения;
dmax =38,58+0,9=39,48 (мм) – для чернового точения;
dmax =39,48+2,11=41,59 (мм) – для заготовки.
Расчётный номинальный размер проката:
Dзmin =Dдmin +2zomin =38+1,99=39,99 (мм).
Полученный размер округляется в большую сторону до ближайшего по размеру прутка Dзmin =40 мм.
es =+0; ei =-0,16.
Dз'min =40-0.16=39,84 (мм)
2zo’min= Dз'min -Dдmin =39,84-38=1.84 (мм)
Проверка расчёта:
Тdзmin -Td =2zomаx -2zomin,
где 2zomаx и 2zomin, - полученные суммы предельных допусков,
Тdз - допуск на изготовление заготовки,
Тdд – допуск на изготовление детали.
2zomаx =2,11+0,9+0,39=3,4 (мм);
2zomin =1,5+0,3+0,19=1990 (мм);
1,6-0,19=3,4-1,99
1,41 мм=1,41мм.
Таким образом, в процессе обработки нашей заготовки целесообразно применить следующие инструменты:
· Пила ниточная;
· Резец проходной ВК8;
· Фреза торцевая Р6М5;
· Фреза шпоночная Р6М5;
· Сверло центровочное Т15К6
· Шлифовальный круг.
| Элементы припуска, мкм |
Расчётный припуск
2zi min, мм
Операция 015 токарная
Общее основное время на операцию:
T0 = T01 + T02 + T03 + T04 = 1,2+1+0,45+0,2+1+0,8+0,45+0,2=5,3 мин.
Штучное время на операцию определяется:
Tшт = T0 + TВ + TТ.об + Tорг.об + Tотд
ТВ = 0,33мин – вспомогательное время
Время технического – ТТ.об организационного – Торг.об обслуживания и отдых Тотд составляет 15% от оперативного времени – Топ = То + ТВ
Тшт = 5,3+ 0,33 + 0,9 (1 + 15/100) = 6,6 мин
В условиях серийного производства определяется штучно-калькуляционное время:
Тшт.к = Тшт +  , мин
, мин
Подготовительно-заключительное время Тп.з = 20 мин.
|
|
Размер партии деталей определяем укрупненно, исходя из годовой программы выпуска изделий:
n =  шт
шт
F3 = число дней запаса на складе для обеспечения непрерывности производства;
253 – среднее количество рабочих дней в году.
Штучно-калькуляционное время: Tшт.к = 6,6 +  =7,2 мин
=7,2 мин
Таблица предельных отклонений групп компенсаторов.
| Номер группы | ,
мм
| ,
мм
|
| 1 | 0,445 | 0,355 |
| 2 | 0,375 | 0,285 |
| 3 | 0,305 | 0,215 |
| 4 | 0,235 | 0,145 |
| 5 | 0,165 | 0,075 |
| 6 | 0,095 | 0,005 |
| 7 | 0,025 | -0,065 |
Вывод: таким образом, требуемая точность замыкающего звена в размерной цепи достигается путем подбора из семи групп необходимой прокладки-компенсатора. Данная задача решается методом регулировки, так как этот метод экономически оправдан.
2.4 Выбор формы организации процесса сборки конического редуктора
При разработке технологического процесса сборки изделия необходимо стремиться достичь экономичным путем соответствие собранного изделия его служебному назначению. Для этого технологический процесс должен обеспечивать, прежде всего, соблюдение технических требований к изделию при минимальных затратах на сборку и при высокой производительности производственного процесса.
Ранее принятое решение о виде организации производственного процесса сборки изделия должно быть дополнено выбором формы организации. И поточное и непоточное производство может быть как стационарным, так и подвижным.
На основании заданной программы выпуска валов (N=800 штук в год) и рассчитанной величины такта (Т=290,7 мин), тип производства будет мелкосерийный. В общем случае этот тип производства характеризуется периодическим изготовлением разнообразных изделий ограниченной номенклатуры и малых объемов выпуска, одновременно запускаемых в производство партиями, регулярно повторяющимися через определенные промежутки времени.
Выбираем непоточную стационарную сборку. Непоточная стационарная сборка характеризуется тем, что собираемый объект от начала и до конца сборки остается на одном рабочем месте. Сборку ведут рабочий или бригада рабочих. Все необходимые детали и сборочные единицы доставляются на рабочее место. Выполнение сборочных работ распределяется между рабочими и бригадами бригадиром и мастером участка. Для облегчения труда рабочих рабочие места или стенды оснащаются универсальными приспособлениями и подъемно-транспортными средствами. Оборудование (станки, прессы и др.), используемое при сборке, размещают так, чтобы оно было доступно для рабочих с разных рабочих мест.Выбор вида и формы организации сборки на данном этапе разработки технологического процесса следует считать предварительным. Уточнение выбора последует после того, как будут выбраны оборудование и технологическая оснастка для сборочного цеха и проведено нормирование сборочных работ.
3.Разработка технологического процесса изготовления детали
3.1 Служебное назначение детали
Вал предназначен для передачи крутящего момента или в качестве опор.
В процессе эксплуатации вал подвергается воздействию нагрузок, работает при больших скоростях и средних давлениях. Цементируемая деталь с высокой твёрдостью и невысокой прочностью сердцевины. Поэтому можно сделать вывод, о том, что материал и термообработка должны обеспечить высокую прочность детали, износостойкость рабочих поверхностей. Поэтому в качестве материала принята сталь 20Х ГОСТ 4543-71.
3.2 Анализ технических требований на деталь и ее технологичности
Чертёж детали
Проанализировав чертеж детали, можно сделать вывод о том, что деталь является технологичной. Конструкция имеет поверхности, удобные для базирования и закрепления при установке на станках. Доступность всех поверхностей для обработки на станках и непосредственного измерения. Конструкция детали обеспечивает нормальный вход и выход режущего инструмента.
Технические требования на деталь:
· обеспечить радиальное биение поверхностей Æ 28h9, Æ 30k6 относительно базы Д, в пределах 0,05 мкм;
· обеспечить радиальное биение поверхности Æ30k6 относительно базы Е, в пределах 0,03 мкм;
· обеспечить симметричность боковых поверхностей шпоночных пазов относительно оси вала, в пределах 0,1 мкм;
· шероховатость наружной цилиндрической поверхности 0,8 мкм;
· шероховатость торцев 1,25 мкм.
3.3 Выбор вида и способа получения заготовки. Назначение припусков на обработку
Рассмотрим два метода получения заготовки вала:
Поковка
Припуски и допуски на поковку из углеродистых и легированных сталей при ковке на молотах устанавливают по ГОСТ 7829-70. Припуски на деталь принимаем 2 мм на сторону. Припуск на длину поковки составляет 5 мм (по 2,5 мм с каждой стороны).
Коэффициент использования материала: КИМ =
Прокат
Выбираем пруток Ø40 мм из горячекатаной стали круглого профиля ГОСТ 2590-71.
Коэффициент использования материала: КИМ =
Несмотря на то, что коэффициент использования материала у поковки выше, выбираем заготовку из проката, так как себестоимость проката ниже, чем у поковок, которые требуют изготовления специального штампа.
Окончательно размеры заготовки будут уточнены после расчета припусков на обработку поверхностей заготовки.
Следовательно, метод получения заготовки – горячекатаный прокат.
3.4 Выбор технологических баз
Обоснование последовательности обработки поверхностей детали и выбор технологических баз между собой тесно взаимосвязаны и поэтому решаются комплексно. Выбрав комплект технологических баз для большинства операций технологического процесса, необходимо выбрать технологические базы для обработки детали на первой или первых операциях, на которых создаются технологические базы для последующих операций. Эта задача решается несколькими способами. Поэтому, путем анализа различных вариантов базирования детали, выбирается наиболее предпочтительный с точки зрения обеспечения точности детали при обработке от выбранных баз.
1 Вариант: Погрешность базирования при установке вала с помощью одной подвижной и одной неподвижной призм
ωI = ωсхемы базирования + ωтехн. системы = 0,05+0,4+ 1,5 = 1,65 мм
2 Вариант: Погрешность базирования при установке вала в тиски с самоцентрирующими губками
ωII = ωсхема базирования +ωТехн. системы = h +0,8 =0,05+0.8=0,85мм
Выбираем вариант базирования в тисках с самоцентрирующими губками, так как он точнее.
Наиболее часто используемыми чистовыми технологическими базами для деталей типа вал являются центровые отверстия, так как основным размером на вал является, как правило, его диаметр. Установка по центровым отверстиям позволяет «поймать» ось детали и при этом погрешность базирования на диаметр будет нулевой.
Заготовка, приходящая на производство не имеет центровых отверстий. Ввиду этого на первой операции деталь зажимается в тиски с самоцентрирующими губками, фрезеруются торцы и после этого засверливаются центровые отверстия, которые и используются почти на всех операция, так как позволяют легко, быстро и надежно закрепить деталь и при этом не мешают обработке.
3.5 Выбор методов обработки поверхностей заготовки и определение количества переходов. Выбор режущего инструмента. Определение припусков, межпереходных размеров и их допусков. Определение размеров исходной заготовки
Рассмотрим участок вала Æ38 мм и шероховатостью Ra=6.3.
Конечную точность участка обеспечивает шлифование.
Шлифованию должно предшествовать чистовое точение.
Чистовому точению должно предшествовать черновое точение.
Таким образом определяемое количество переходов: 3.
На выбор режущего инструмента влияют следующие параметры:
· требования к качеству детали;
· свойства материала обрабатываемой заготовки;
· выполняемая операция или переход;
· возможности и состояние используемого технологического оборудования;
· экономические показатели.
Двусторонний минимальный припуск на обработку нужных поверхностей определяется по формуле:
2zi min = 2 ∙ [(Rz + h) i-1 + ]
Где ;
hzi-1 – высота поверхностей профиля на предшествующем переходе, мкм;
hi-1 – глубина дефектного слоя на предшествующем переходе, мкм;
εi - погрешность установки заготовки, мкм;
- суммарное отклонение расположения поверхностей, мкм;
- суммарное отклонение оси детали от прямолинейности (кривизны), мкм;
- отклонение оси детали от прямолинейности (удельная кривизна), мкм;
- погрешность центрования заготовки, мкм;
L – длина заготовки;
Tdi-1 – допуск на диаметральный размер базы, используемый при центровании, мкм.
Величина параметров качества поверхности проката, обычной точности прокатки:
=160 мкм, h0 =250 мкм;
=0.5 мкм/мм;
=0.5*214=0,107 (мм);
=0.25*Tdз =0.25*1600=0,400 (мм);
=0,4141 (мм).
Остаточное отклонение расположения заготовки (кривизны):
- коэф-т уточнения.
=0.06 – для чернового точения;
=0.04 – для чистового точения;
=0.02 – для шлифования.
=414.1*0.06=0,024864 (мм)
=24.864*0.04=0,001 (мм)
Удельная кривизна профиля проката после термической обработки
Остаточное отклонение после цементации ( =0.9)
= 0.9 *214=0,1926 (мм)
Погрешность установки заготовки в трёхкулачковом патроне на черновой и чистовой токарных операциях
=400*0.06=0,320 (мм);
=0.06*320=0,0192 (мм);
=0 (для шлифовальной операции).
Расчёт величины минимального припуска:
1) на черновое точение
2zi min = (мм);
2) на чистовое точение
2zi min = (мм);
3) под шлифование
2zi min = (мм).
После Т. О. h=0.
| Вид обработки | Квалитет | Допуск Td, мкм | Rz, мкм | h, мкм |
| Точение черновое | 12 | 990 | 63 | 60 |
| Точение чистовое | 10 | 390 | 32 | 30 |
| Шлифование | 8 | 190 | 25.5 | 0 |
Определение размеров исходной заготовки:
Минимальный размер детали:
38,19-0,19=38 (мм)
Расчётный минимальный размер:
38+0,0542=38,0542 (мм) – для чистового точения;
38,0542+0,3078=38,362 (мм) – для чернового точения;
38,362+1,4916=39,8536 (мм) – для заготовки.
dmax =38+0,19=38,19 (мм) – для шлифования;
dmax =38,19+0,39=38,58 (мм) – для чистового точения;
dmax =38,58+0,9=39,48 (мм) – для чернового точения;
dmax =39,48+2,11=41,59 (мм) – для заготовки.
Расчётный номинальный размер проката:
Dзmin =Dдmin +2zomin =38+1,99=39,99 (мм).
Полученный размер округляется в большую сторону до ближайшего по размеру прутка Dзmin =40 мм.
es =+0; ei =-0,16.
Dз'min =40-0.16=39,84 (мм)
2zo’min= Dз'min -Dдmin =39,84-38=1.84 (мм)
Проверка расчёта:
Тdзmin -Td =2zomаx -2zomin,
где 2zomаx и 2zomin, - полученные суммы предельных допусков,
Тdз - допуск на изготовление заготовки,
Тdд – допуск на изготовление детали.
2zomаx =2,11+0,9+0,39=3,4 (мм);
2zomin =1,5+0,3+0,19=1990 (мм);
1,6-0,19=3,4-1,99
1,41 мм=1,41мм.
Таким образом, в процессе обработки нашей заготовки целесообразно применить следующие инструменты:
· Пила ниточная;
· Резец проходной ВК8;
· Фреза торцевая Р6М5;
· Фреза шпоночная Р6М5;
· Сверло центровочное Т15К6
· Шлифовальный круг.
| Элементы припуска, мкм |
Расчётный припуск
2zi min, мм
Расчётный минимальный размер, мм
|
|
|

Археология об основании Рима: Новые раскопки проясняют и такой острый дискуссионный вопрос, как дата самого возникновения Рима...

Своеобразие русской архитектуры: Основной материал – дерево – быстрота постройки, но недолговечность и необходимость деления...

Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ - конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой...

История создания датчика движения: Первый прибор для обнаружения движения был изобретен немецким физиком Генрихом Герцем...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!