Рациональная организация производства должна отвечать ряду требований, строиться на определенных принципах.
Принципы организации производственного процесса представляют собой исходные положения, на основе которых осуществляются построение, функционирование и развитие производственных процессов.
Принцип дифференциации предполагает разделение производственного процесса на отдельные части (процессы, операции) и их закрепление за соответствующими подразделениями предприятия.
Принципу дифференциации противостоит принцип комбинирования, который означает объединение всех или части разнохарактерных процессов по изготовлению определенных видов продукции в пределах одного участка, цеха или производства.
Принципы дифференциации и комбинирования распространяются и на отдельные рабочие места. Поточная линия, например, представляет собой дифференцированный комплекс рабочих мест.
Принцип концентрации означает сосредоточение определенных производственных операций по изготовлению технологически однородной продукции или выполнению функционально-однородных работ на отдельных рабочих местах, участках, в цехах или производствах предприятия.
Принцип специализации основан на ограничении разнообразия элементов производственного процесса. Реализация этого принципа предполагает закрепление за каждым рабочим местом и каждым подразделением строго ограниченной номенклатуры работ, операций, деталей или изделий.
В противоположность принципу специализации принцип универсализации предполагает такую организацию производства, при которой каждое рабочее место или производственное подразделение занято изготовлением деталей и изделий широкого ассортимента или выполнением разнородных производственных операций.
Принцип пропорциональности заключается в закономерном сочетании отдельных элементов производственного процесса, которое выражается в определенном количественном соотношении их друг с другом.
Так, пропорциональность по производственной мощности предполагает равенство мощностей участков или коэффициентов загрузки оборудования.
Отсюда вытекает требование иметь в каждом цехе оборудование, площади, рабочую силу в таком количестве, которое обеспечивало бы нормальную работу всех подразделений предприятия. Такое же соотношение пропускной способности должно существовать и между основным производством, с одной стороны, и вспомогательными и обслуживающими подразделениями — с другой.
Под параллельностью понимается одновременное выполнение отдельных частей производственного процесса применительно к разным частям общей партии деталей. Параллельность в выполнении основных и вспомогательных элементов операции заключается в совмещении времени машинной обработки со временем установки к съема деталей, контрольных промеров, загрузки и выгрузки аппарата с основным технологическим процессом и т. п.
Параллельность достигается:
Ø при обработке одной детали на одном станке несколькими инструментами;
Ø одновременной обработкой разных деталей одной партии по данной операции на нескольких рабочих местах;
Ø одновременной обработкой тех же деталей по различным операциям на нескольких рабочих местах;
Ø одновременным изготовлением различных деталей одного и того же изделия на разных рабочих местах.
Соблюдение принципа параллельности ведет к сокращению длительности производственного цикла и времени пролеживания деталей, к экономии рабочего времени
Принцип ритмичности означает, что все отдельные производственные процессы и единый процесс производства определенного вида продукции повторяются через установленные периоды времени.
Под прямоточностью понимают такой принцип организации производственного процесса, при соблюдении которого все стадии и операции производственного процесса осуществляются в условиях кратчайшего пути предмета труда от начала процесса до его конца.
Принцип прямоточности требует обеспечения прямолинейного движения предметов труда в технологическом процессе, устранения различного рода петель и возвратных движений.
Принцип непрерывности реализуется в таких формах организации производственного процесса, при которых все его операции осуществляются непрерывно, без перебоев, и все предметы труда непрерывно движутся с операции на операцию.
Полностью принцип непрерывности производственного процесса реализуется на автоматических и непрерывно-поточных линиях, на которых изготавливаются или собираются предметы труда, имеющие операции одинаковой или кратной такту линии продолжительности.
Непрерывность работ в пределах операции обеспечивается прежде всего совершенствованием орудий труда – введением автоматической переналадки, автоматизацией вспомогательных процессов, использованием специальной оснастки и приспособлений.
ПРОИЗВОДСТВЕННЫЙ ЦИКЛ
Основное и вспомогательное производства предприятия составляют неразрывный комплекс процессов, протекающих во времени и пространстве, соизмерение которых необходимо в ходе организации изготовления продукции.
Время, в течении которого совершается производственный процесс, называется временем производства.
Оно включает время, в течение которого сырье, материалы и некоторые производственные фонды находятся в запасе, и время, в течение которого совершается производственный цикл.
Производственным циклом называется комплекс определенным образом организованных во времени основных, вспомогательных и обслуживающих процессов, необходимых для изготовления определенного вида продукции. Важнейшей характеристикой производственного цикла является его длительность.
Длительность производственного цикла – это период времени, в течение которого материал, заготовка или другой обрабатываемый предмет проходит все операции производственного процесса (или определенной его части) и превращается в готовую продукцию.
Различают производственный цикл отдельных деталей и цикл изготовления сборочной единицы или изделия в целом. Производственный цикл детали обычно называют простым, а изделия или сборочной единицы – сложным. Цикл может быть однооперационным и многооперационным.
Однооперационный производственный цикл для партии деталей на i -ой операции определяется по формуле:
 , ,
| (31)
|
Где n –количество деталей в производственной партии, шт.;
 - норма времени на выполнение i -й операции технологического процесса, мин;
- норма времени на выполнение i -й операции технологического процесса, мин;
 - количество рабочих мест (станков) на i -й операции технологического процесса.
- количество рабочих мест (станков) на i -й операции технологического процесса.
Расчет простого цикла
Длительность цикла многооперационного процесса зависит от способа передачи деталей с операции на операцию. Существуют три вида движения предметов труда в процессе их изготовления: последовательный, параллельный и параллельно-последовательный.
При последовательном виде движения вся партия деталей передается на последующую операцию после окончания обработки всех деталей на предыдущей операции. Достоинствами этого метода являются отсутствие перерывов в работе оборудования и рабочего на каждой операции, возможность их высокой загрузки в течение смены. Но производственный цикл при такой организации работ является наибольшим, что отрицательно сказывается на технико-экономических показателях деятельности цеха, предприятия.
При параллельном виде движения детали передаются на следующую операцию транспортной партией сразу после окончания ее обработки на предыдущей операции. В этом случае обеспечивается наиболее короткий цикл. Но возможности применения параллельного вида движения ограничены, так как обязательным условием его реализации является равенство или кратность продолжительности выполнения операций. В противном случае неизбежны перерывы в работе оборудования и рабочих.
При параллельно-последовательном виде движения деталей с операции на операцию они передаются транспортными партиями или поштучно. При этом происходит частичное совмещение времени выполнения смежных операций, а вся партия обрабатывается на каждой операции без перерывов. Рабочие и оборудование работают без перерывов. Производственный цикл длиннее по сравнению с параллельным, но короче, чем при последовательном движении предметов труда.
Далее в расчетах и на графиках используются обозначения:
 - число операций технологического процесса;
- число операций технологического процесса;
 - количество деталей в транспортной (передаточной) партии, шт.;
- количество деталей в транспортной (передаточной) партии, шт.;
 – число транспортных партий.
– число транспортных партий.
________ - 1 рабочее место; ====== - 2 рабочих места и т.д.
Рассмотрим варианты движения деталей в общем случае и на конкретном примере. Наглядное представление о длительности производственного цикла дает график, который стоится строго по маршрутной технологии с учетом всех технологических операций.
Последовательное движение партий деталей
Детали обрабатываются на каждом рабочем месте последовательно и вся партия деталей передается на последующую операцию после окончания обработки всех деталей на предыдущей операции.
Пример 1
Определить операционный цикл партии, состоящей из 20 деталей, обрабатываемых на четырех рабочих местах. Величина транспортной партии – 5 деталей. Нормы времени и количество станков даны в таблице.

Рисунок 9 Последовательное движение партий деталей
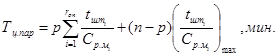
  , мин. , мин.
| (60)
|
 мин.
мин.
Параллельное движение партий деталей
Параллельный вариант характеризуется тем, что небольшие транспортные партии передаются с предыдущей операции на последующую немедленно по окончании их обработки на предыдущей. Этот вариант позволяет максимально сократить общую продолжительность технологического цикла.
С другой стороны, непрерывность обработки всей партии деталей обеспечивается только на наиболее продолжительной операции. На других операциях оборудование и рабочие простаивают в ожидании поступления очередной транспортной партии. Для того, чтобы уменьшить последний недостаток, следует путем изменения норм времени или количеством рабочих мест стараться свести эти простои к минимуму.
Пример 2
Определить операционный цикл партии, состоящей из 20 деталей, обрабатываемых на четырех рабочих местах. Величина транспортной партии – 5 деталей. Нормы времени и количество станков даны в таблице.Параллельное движение партий деталей.
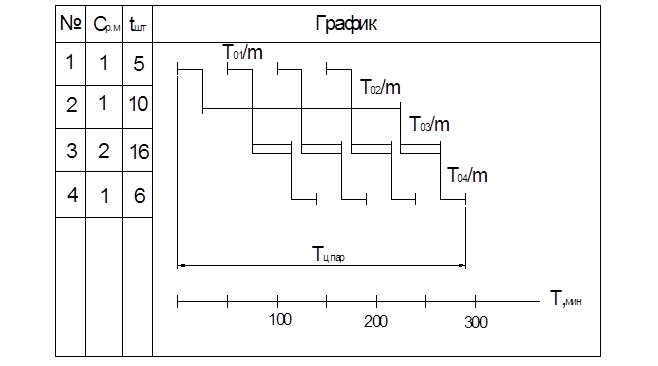
Рисунок 10 Параллельное движение партий деталей
| (32)
|

Параллельно-последовательное движение партий деталей
При параллельно-последовательном виде движения происходит частичное совмещение во времени выполнения смежных операций (на графике t - совмещение времен). Главная задача - обеспечить непрерывность обработки партии деталей на каждой операции.
Существуют два вида сочетания смежных операций во времени.
1 вариант: 








