

Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...

Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...
Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции...
Топ:
Когда производится ограждение поезда, остановившегося на перегоне: Во всех случаях немедленно должно быть ограждено место препятствия для движения поездов на смежном пути двухпутного...
Характеристика АТП и сварочно-жестяницкого участка: Транспорт в настоящее время является одной из важнейших отраслей народного...
Интересное:
Национальное богатство страны и его составляющие: для оценки элементов национального богатства используются...
Как мы говорим и как мы слушаем: общение можно сравнить с огромным зонтиком, под которым скрыто все...
Наиболее распространенные виды рака: Раковая опухоль — это самостоятельное новообразование, которое может возникнуть и от повышенного давления...
Дисциплины:
|
из
5.00
|
Заказать работу |
|
|
|
|
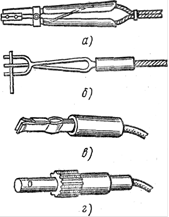
Для зажатия электрода и подвода к нему сварочного тока служит электрододержатель. Наиболее просты и удобны в работе электрододержатели пружинного, вилочного и пластинчатого типов (рис).
Электрододержатель должен выдерживать без ремонта 8000 зажимов электродов. Щитки и маски изготовляются, материалом для которых служит черная фибра или пластмасса с матовой поверхностью. Масса щитка не должна превышать 0,48 кг, маски - 0,50 кг.
Защитные стекла (светофильтры) предназначены для защиты глаз И кожи лица от лучей дуги, брызг металла и шлака. Размер светофильтра - 52 ´ 102 мм. Светофильтр вставляется в рамку щитка или маски. Светофильтр защищают от брызг снаружи обычным оконным стеклом. Прозрачное стекло сменяется по мере загрязнения.
Сварочный провод служит для подвода тока от источника питания к электрододержателю и изделию. Электрододержатели присоединяются к гибкому с медными жилами проводу ПРГД или ПРГДО. При отсутствии значительных механических воздействий можно использовать провод АПРГДО с алюминиевыми жилами. Медный провод ПРГД может противостоять воздействию ударных нагрузок, а также трению о металлические конструкции, абразивные материалы. Медный провод ПРГДО и алюминиевый АПРГДО не могут подвергаться значительному механическому воздействию. Длина гибкого провода, к которому присоединяется электрододержатель, обычно равна 2-3 м, остальная часть его может быть заменена проводами с медными жилами и с алюминиевыми жилами. Кабель марки КПРС имеет повышенную гибкость и может в процессе работы подвергаться значительным ударным нагрузкам. Соединение проводов разных марок выполняется муфтами, пайкой или медными кабельными наконечниками и болтами.
|
|
Провод, соединяющий свариваемое изделие с источником питания, может быть менее гибким и более дешевым. В этом случае применяют провод марки ПРГ.

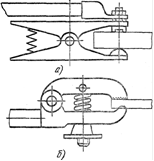
Для присоединения к свариваемому изделию провод часто снабжают быстродействующим зажимом, изготовленным из электропроводного металла (меди, бронзы). Зажимы могут быть пружинного или винтового типа (рис). Проводом от источника питания до изделия может служить алюминиевая или стальная шина, уложенная в деревянном кожухе.
Сечения проводов выбираются по установленным нормативам для электротехнических установок (5-7А/мм2).
Одежда сварщика - куртка и брюки - шьется из брезента, иногда из сукна или асбестовой ткани. Брюки надеваются поверх обуви для предохранения ног от ожогов горячими огарками, образующимися при смене электродов, и брызгами металла. Одежда из прорезиненного материала не применяется, так как легко прожигается нагретыми частицами металла. Все сварщики должны пользоваться брезентовыми рукавицами.
При выполнении сварочных работ внутри замкнутых сосудов (котлов, емкостей, резервуаров и др.) сварщиков обеспечивают резиновыми ковриками, галошами, особыми наколенниками, подлокотниками и деревянными подставками.
Инструмент электросварщика. При выполнении дуговой сварки необходим следующий инструмент: стальная щетка для зачистки кромок перед сваркой и для удаления с поверхности швов остатков шлака; молоток - шлакоотделитель для удаления шлаковой корки, особенно с угловых швов или швов, расположенных в узкой, глубокой разделке между кромками (рис); зубило; набор шаблонов для проверки размеров швов; стальное клеймо для клеймения швов, выполненных сварщиком; метр, отвес, стальная линейка; угольник; чертилка, а также ящик для хранения и переноски инструмента.
Режим сварки
Под режимом сварки понимают совокупность показателей, определяющих характер протекания процесса сварки. Эти показатели влияют на количество тепла, вводимого в изделие при сварке. К основным показателям режима сварки относятся: диаметр электрода или сварочной проволоки, сила сварочного тока, напряжение на дуге и скорость сварки. Дополнительные показатели режима сварки: род и полярность тока, тип и марка покрытия электрода, угол наклона электрода, температура предварительного нагрева металла.
|
|
Выбор режима ручной дуговой сварки часто сводится к определению диаметра электрода и силы сварочного тока. Скорость сварки и напряжение на дуге устанавливаются самим сварщиком в зависимости от вида сварного соединения, марки стали, марки электрода, положения шва в пространстве и т.д.
Диаметр электрода выбирается в зависимости от толщины свариваемого металла, вида сварного соединения, типа шва и др. При сварке встык листов толщиной до 4 мм в нижнем положении диаметр электрода берется равным толщине свариваемой стали. При сварке стали большей толщины применяют электроды диаметром 4-6 мм при условии обеспечения полной возможности провара металла соединяемых деталей и правильного формирования шва.
Одним из наиболее распространенных источников питания переменного тока является сварочный трансформатор ТСК-500 (рис). В нижней части сердечника 1 находится первичная обмотка 3, состоящая из двух катушек, расположенных на двух стержнях. Катушки первичной обмотки закреплены неподвижно. Вторичная, обмотка 2, также состоящая из двух катушек, расположена на значительном расстоянии от первичной. Катушки как первичной, так и вторичной обмоток соединены параллельно. Вторичная обмотка - подвижная и может перемещаться по сердечнику при помощи винта 5, с которым она связана, и рукоятки 6, находящейся на крышке кожуха трансформатора.
Регулирование сварочного тока производится изменением расстояния между первичной и вторичной обмотками. При вращении рукоятки 6 по часовой стрелке вторичная обмотка приближается к первичной, магнитный поток рассеяния и индуктивное сопротивление уменьшаются, сварочный ток возрастает. При вращении рукоятки против часовой стрелки вторичная обмотка удаляется от первичной, магнитный поток рассеяния растет (индуктивное сопротивление увеличивается) и сварочный ток уменьшается. Пределы регулирования сварочного тока - 165 - 650 А. Последовательное соединение катушек первичной и вторичной обмоток позволяет получать малые сварочные токи с пределами регулирования 40 - 165 А.
|
|
|

Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰)...

История развития пистолетов-пулеметов: Предпосылкой для возникновения пистолетов-пулеметов послужила давняя тенденция тяготения винтовок...
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства...

Своеобразие русской архитектуры: Основной материал – дерево – быстрота постройки, но недолговечность и необходимость деления...
© cyberpedia.su 2017-2024 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!